


Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.



Polyoxymethylene, or generally known as acetal, is a thermoplastic that is highly appreciated for its strength, rigidity, and excellent anti-friction qualities. Still, every versatile material has certain challenges accompanying the processing and application. The main one is mostly the warping and deformation that mainly dwells on. Why does it happen and, most importantly, how can it be avoided? To fret out reasons for these ills in the characteristic behavior of the product has become particularly necessary for the engineer, the one who behold the manufacturing unit, or the beginner hobbyist to make sure the best possible conclusions of the innovative concept. This article will lay down the regular causes of warping and deformation in POM and then go through ways to prevent this, ultimately producing high-quality, functioning end products. So read and take note if you need to find the best ways to use this material.

Polyoxymethylene (POM), more commonly known as acetal, is a high-performance thermoplastic highly employed in 3D printing and manufacturing requirements with typecast mechanical properties. Also noticeable for its high stiffness, excellent wear resistance, and exceptional dimensional stability, these properties construct POM as an appropriate alternative for precision mechanical components such as gears, plain bearings, and fasteners, because these parts do require some mechanical stress tolerance and strength.
Whereas low friction is a previously mentioned property, also important is that POM finds utility in applications wherein friction avoidance is key. However, like many polys, POM is still reliable and durable in challenging applications. This is so because it is moisture-resistant, impervious to chemicals, and does not have problems when faced with a few solvents. POM, in turn, is somewhat heat sensitive compared to many other engineering plastics, both when facing continuous application at high temperatures and when used in extremely demanding hot applications.
Challenges like warping are often created because of poor cooling or unsecured material profiles. These difficulties may be overcome through understanding material limitations and revising process parameters to build reliable components for engineering and architectural applications.
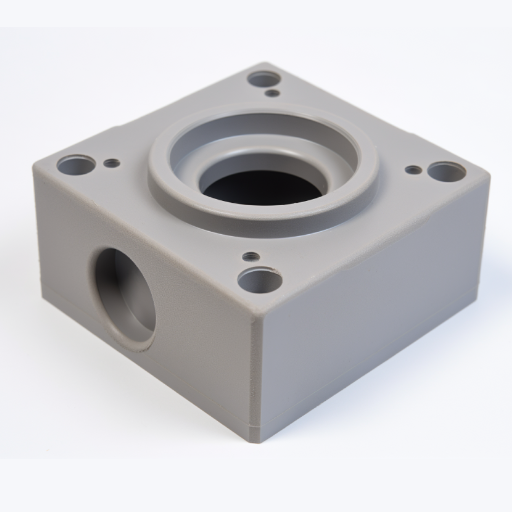
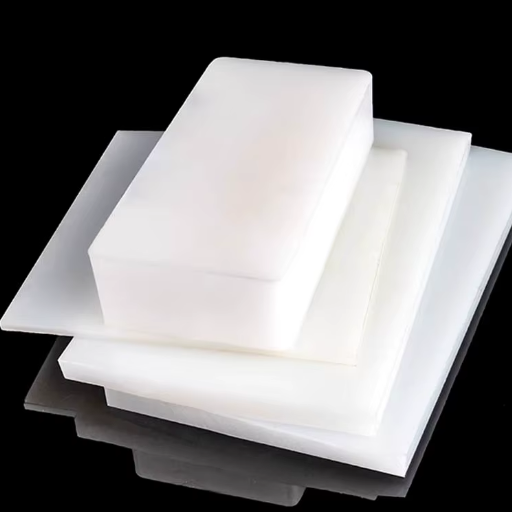
Blocks of polyoxymethylene (POM) are big gear of engineering and design because of their properties impacted by a high performance level and high degree of versatility. Its high strength, extreme rigidity, and low friction allowed them to be used in these tolerances expectations in any case to make applications requiring endurance or precision. It is also resistant to wear, fatigue, and impact, because it is suitable for manufacture of components like gears, bearings, and fasteners, where the demand is for a product providing consistent behavior when put under stress.
One of the beneficial features of POM relevant to engineering is that POM possesses exceptional dimensional stability. This attribute allows components to hold form and function even under a wide range of quantitative changes in environmental conditions, such as temperature swings or humidity. Then, POM, because of its chemical stability, is practically always the ideal material to use in applications where contact with fuels, oils, and solvents is commonplace. Because of this ability, it assures durably reliable operation with almost no maintenance, thus minimizing outlay.
Cirecetically of the mechanical and chemical advantages, POM also allows innovative designs. As for its properties in machining, POM bestows that extra opportunity for injection-molding CNC. Versatile range of properties assures POM’s presence as an engineering plastic that partly develops each of such types and design functions in the automotive, consumer electronic, and industrial machine markets, where efficiency and performance are essential.
Warping and deformation are common problems that arise in 3D printing mainly with POM materials (polyoxymethylene). These challenges typically pop up because the material does not cool evenly while printing. When the layers of plastic cool more quickly than others, internal stresses develop, causing abrupt curling or being melted away from the print bed. This imbalance may result in varying dimensions, and the structure of the part might become weak.
Several factors play a role in warpage, the manifestation of which could result from improper bed adhesion, unoptimized temperature settings, and environmental factors like air drafts or humidity. Specifically for POM, the high shrinkage rate of the material and low surface energy present particularly strong challenges. If it happens that a strong bond does not form between the material and the print bed, the initial layers may detach from the bed or distort in shape, as a suitable shrinkage deficiency can be observed.
Print bed adhesion, as improper POM free use warping and deformation, is a critical prerequisite to correct such deformations. It involves keeping the print bed hot and using adhesives; the printer can be enclosed and draft control ensured through which a constant temperature can be maintained. Fine-tuning print settings such as optimizing bed and nozzle temperature, adjusting print speed, can relieve internal stresses to a certain extent. A prudent composition of all these parameters makes POM and its homologs capable of delivering reliable and high-quality prints.

Polyoxymethylene (POM) is considered to exhibit considerable diversity in terms of thermal properties that influence several aspects of the print quality. One major aspect of POM is its high crystalline nature, which accounts for its high mechanical strength and durability. Unfortunately, this benefit then leads to the high degree of contraction during the cooling process, leading the material to warp or deform; this phenomenon arises from the material’s tendency to shrink non-uniformly, resulting in high internal stresses being built up within the printed object.
In addition to that, the relatively high melting temperature of POM exemplifies the need for precise temperature control in extrusion and print bed heating during the printing process. Poor control of the temperature could result in poor layer-to-layer adhesion and a high risk of warping. Moreover, its low thermal conductivity is slow in absorbing heat, making it difficult to distribute it evenly. These characteristics usually render the cooling behavior non-uniform while the entire object is still under print. This even further encourages distortion especially on large-sized prints and complex designs where uneven cooling can be detrimental.
An inferred enhancement of thermal consistence and control while 3D printing is pivotal. Fully enclosing the printer to eliminate any temperature fluctuations is fundamental; calibrating essential parameters like nozzle and bed temperatures will substitute for the mitigating internal stress. Improving dimensional stability in manufactured parts-this is particularly interesting to print in POM-attributable to a heated bed and subsequent gradual cooling. Consistently tending to thermal properties will, with considerable success, reduce the risk of warpage and deformation.
POM filament is greatly prone to moisture absorption, which impacts its performance during the 3D printing process considerably. POM filament absorbs moisture from the air when exposed to a humid environment. This moisture can cause nasty effects such as a decrease in material strength, loss of surface quality, and presence of bubbles or stringing while printing. These issues are borne out of the vaporization of abundant moisture from the filament when heated hence, interfering with a smooth extrusion process. Affected print quality is common, hence.
Storage and preparation are key strategies. Use airtight containers with desiccant sachets. Pre-drying is an important step to remove absorbed moisture before consumption to guarantee high-quality prints and effective use of mechanical properties.
Warping in 3D printing is mainly caused by uneven cooling and contraction of the material during the printing process. However, environmental factors such as temperature fluctuations, drafts and humidity are also paramount issues contributing to the worsening of this problem. Both thermal flow and hygroscopy are viewed as principal contributing factors that lead to the unlikelihood of the stability required for the intended results.
Temperature variations create differing local cooling rates in the part leading to internal stresses that warp the part. Keeping the ambient temperature constant by shielding with an enclosed printer or a chamber that traps and primarily retains heat allows the aforementioned problems to be minimized when printing materials like POM, which are naturally inclined to shrink.
Increased humidity may affect warpage via the material properties, especially in materials which could easily absorb moisture. To minimize this, it is necessary to ensure there is low humidity in-the-printing-environment and filaments are properly dried and stored. Also, locating the printer away from such kinds of directions as air conditioners or windows can help keep all the prints still over time.
The warping of parts can be observed in Polyoxymethylene (POM) parts, creating an undesirable issue in design while trying to attain good results. It is of paramount importance for one to take measures to equalize the stresses and maintain wall thinness. The most potent strategy is to establish wall thickness consistency wherever possible, as variations will therefore lead to different cooling of molten sections and can subsequently lead to warping. Smoothing feature transitions, using fillets instead of sharp edges, also quickly drifts toward rebuilding stress conditions during production.
It is critical that the design takes into account the shrinkage that will occur. POM has a higher shrinkage rate compared to other materials which must be considered in order to maintain required dimensional accuracy. It is necessary to have the necessary tolerances in the design to account for material shrinkage under resisting the concept of uniform shrinkage in an unwelcome way. For instance, strengthening the structure with ribs may be beneficial, but they must be laid out well so that no pressure points are raised unnecessarily.
Lastly, the orientation of that part on the manufacturing floor needs to be optimized. Stacking dimensions so that stress is minimized during cooling is an excellent way to solve the part’s structural integrity. Properly designed support structures in the manufacturing process help eliminate uneven temperature gradients that could cause warpage. A combination of the right mechanical and process-engineering treatments can enhance the performance of POM parts while reducing such problems as warping.
It is critical to fine-tune your operational settings during POM filament print works so that the material is given every opportunity to maximize output. POM is a material, offering the best when it is warmed correctly. A very fine control of temperatures must be implemented so that no warping and layer separation lockdowns will interfere with our projects.
| Setting | Recommended Value |
|---|---|
| Nozzle Temperature | 210 – 230°C |
| Heated Bed Temperature | 100 – 120°C |
| Print Speed | 20 – 40 mm/s |
Bed adhesion is such a critical issue for successful POM frames which can be well-founded in a surface-pick inline with adhesives such as the use of adhesion-treated glass plates or adhesives-taped glass design for POM. Moreover, maintaining an enclosed or heated chamber could greatly aid in temperature regulation and protect the print from breezes and/or unfavorable working conditions, like warping.
Moreover, having a magnified effect on print quality through the manipulation of print speeds, print speeds can either be reduced further. Slower speeds are generally better with POM, about 20–40 mm/s, since the material will require more time to cool and firm up between layers. Furthermore, a judicious management of cooling and retraction settings is contemplated to help quell stringing adversities or other surface blemishes. With small adjustments on these qualities one can begin to fabricate precise and well-done prints that intricately exploit the strength and longevity of POM filaments.
Getting the critical adherence to the bed is particularly important when working with POM. You should have a thermalized bed before you hover above not really any other potential strength to keep the heat away. To minimize warping, the temperature of the warmed bed needs to be around 100-120°C. Furthermore, temperature stability in the working environment, assisted by an enclosure, works toward combating fluctuations in temperature which adversely affected the print.
To further increase adhesion, placing a proper adhesive layer on the print bed is quite useful. For instance, an adhesive may be done using a thin layer of glue, a few sticky sheets, or a bit of patience with some surface treatment sprays so nothing happens to the part. The provided processes produce an optimized suface roughness that allows a little increased adhesion between the two parts to let the first layer adhere effectively. The clean print bed is the best control for cancelling out the presence of dust and grease to achieve the benefits desired.
Getting the print bed flattened as much as possible is a frequently overlooked process, yet it is the crux of the matter. Toppling the bed will definitely not result not only in uneven adhesion, which will give corrupted prints or even no printers, but will most probably find a way to everything in between. Regular calibration of bed level and nozzle height on the bed can also significantly ensure good adhesion reach. Implemented together, these approaches would significantly diminish the chance of warpage and other issues concerning adhesion, that may occur in POM, and could guarantee achieving a smoother print with quality results.

Proper temperature control is critical to achieving the best results with 3D printing using POM filaments. The recommended nozzle temperature range typically falls between 210°C and 230°C, while the bed temperature can be set between 100°C and 130°C. Striking the harmony between these temperatures benefits the proper melting and adhesion between filament and bed and hence also helps to ward off issues like warping or layer separations when printing. Moreover, the use of enclosures or other means of heat preservation shall have a positive effect upon suppressing the fluctuation of environmental conditions needed to enhance print quality.
One more key role to achieve a smooth output is to set the calibration. After all, bed leveling cannot be neglected since it dictates the correct nozzle height distance away from the print bed, thereby affecting adhesion and print accuracy. Keeping the nozzle height in check helps to ensure perfect bonding of the first layer with the print bed component thus reducing the chances of shifting or a weak foundation. Different choices in nozzle size result in variation in the extrusion of filament, thereby necessitating recalibration of the bed level. Feeler gauge or paper test methods can be used to further perfect the leveling process.
The last part of making trajectories specific to POM filaments should see print reliability rise. Little cooling is usually the rule for POM, but some cooling for the second case or to slow down the speed or print very complex layers is the way to rescue any loss of structural integrity due to overheating. Forgotten factors affect the overall 3D printing process: have good temperature management, levelness, and cooling systems in place, and we can trust that great results will come.
This is crucially important when it comes to designing the optimal print parts and POM filaments. The layer height intervals are typically from 0.1mm to 0.2 mm, depending on the desired balance of detail to length. Thinner layers give an increased level of precision to more risky designs, but also take longer to print the whole. Similarly, with a larger layer height, the printer takes less time but still offers most of the strength necessary for any part.
Printing speed is highly crucial in the scenario. Lower speeds, for instance, around 30-50 mm/s, will result in uniform heating and bonding to the previous layers. But higher speeds might create defects such as weak bonding, layer separation, or warping (especially in POM: it exhibits shrinkage and requires a very gentle handling and processing). It will be important to test the settings and find the best speed setting based on the complexity and size of each situation.
Furthermore, this artifact combines layer height and print speed while incorporating other parameters of the print. It is important to make a full calibration session on the best print test before starting a big project; this in turn makes sure that everyone cares about optimizing the settings to the filament and the design to be used. These tricks will help POM succeed at 3D printers targeting the best quality and performance.
Support structures play a critical role in ensuring the accuracy and quality of the 3D-printed parts by preventing deformation during the printing operation. These are intended to anchor items that are freely positioned above spaces, or are displaced somewhat from the build platform. Lack of proper support will force an item to deform or collapse with its own weight, resulting in either a failed print and material wastage.
To ensure that the structures are extremely effective, the strategical placement of such supports has to assist in managing material output and the ease of removal. Factors to consider in designing supports then include the inclination of the overhang, orientation of the prints, and the type of material being printed with. Slicer software aids customizations of the various elements such as the support density, patterns, and placement, all at the cost of optimizing material usage and possibly cutting post-processing steps.
Good calibration and experimentation with the necessary support setting is what makes it possible to fully actualize the final results. Removing support structures without damaging a print relies on delicate treatment, and in this context, the use of soluble materials can work wonders for intricate designs. If in any and all cases, the support is done properly, it enhances durability, lowers deformation chances, and gives a high-quality finish to the output of a 3D print.
In POM and some other materials, warping is identified when the outer edges of a 3D print start lifting off the build platform. This brewing lifting creates a distorted shape that no longer follows any of the intended design. Other symptoms can be visited, including visible cracks at corners or sharp edges and a varied surface finish which is very much due to the tension of material during the cooling phase.
Another common symptom here is part misalignment, in which deposits often fail to stick on each other-and do not stick on each other well-at any layer during the printing process. This results in poor structural integrity, making the final parts ill-suited for assembly in a larger system. Prints that warp might present any manner of deformation, from inwards to outwards; the ones will depend both on cooling- or hot-end-fluctuating temperatures during printing.
For the detection and identification of these anomalies, refer to the finished object’s color, finish, or any other physical signs, as soon as it cools. If a flat concrete floor is available, it could reveal detachment with obvious unlevel areas. Tracing warping from its early beginning will point towards a weak layer adhesion and detachment process. Early recognition of these symptoms paves a way for more powerful solutions and an increased level of print quality.
When dealing with warped parts, the initial thing that usually comes to mind is the determination of the degree and cause of the warping. In some situations, adding heat to a specific damaged area can be quite effective in getting the warped part back in its original shape. Provide gentle heating by using a heat gun or hot water upon the warped region until the remaining area becomes sufficiently soft for pressing against a flat surface or fabricated mold. In this way, cooling is expected to retain the new and corrected shape.
Sanding and filling the part in case of severe warping might also do the magic. Begin by first sanding off the warped area in a way that would leave the surface area even, then use filler or adhesive material to bridge gaps or weaken the parts. Once the adhesive is set, sand again to even the surface again. This method will usually be called effective if the warping is causing the part not to function.
Modifying and enhancing settings for a new print is best if scaling is severe or structural integrity gets compromised due to warping. Parameters like layer adhesion, print bed temperature, and cooling should be modified. Using the material with the slightest warping could reduce recurring problems in future printings. These measures eliminate the bad outcomes of both reconditioning and new production.
For preventing warping during POM CNC machining, special consideration needs to be taken in terms of material selection and environmental conditions. The use of high-quality POM material with uniform properties is a great step in limiting warping. Concurrence is important if we want to suppress this happening. One cannot neglect the stabilizing effect environmental conditions such as temperature and humidity within the work center have over the material.
The proper selection of tools and choosing the appropriate machine settings further aids in precision machining. The cutting edges would also benefit from the normalization process. Thus it’s how they will stand up to heat easily and avoid deformation. Proper cutting speeds, feed rates, and coolant applications further help improve machining precision and lessen the risk of deformation.
Full production regulation along with final means of quality control can deliver identical products only. While regular evaluation of the machined parts for any warping signs or observable defects would be able to track down an issue when it is still at an early stage. By combining material choice, precise machining, and quality assurance, the long-term stability and market performance of POM parts shall be maintained in an effective way.
Q: Since POM tends to warp and deform easily, what should be done in terms of initial steps?
A: Optimize printing settings: use a heated print bed (100-120°C), reduce printing speed, ensure proper first layer height, and print within an enclosure. Using a raft or brim and adhesion aids like glue sticks or specialty lacquers also helps maintain flatness during cooling.
Q: How does thermal expansion affect POM filament deformation?
A: POM has a high coefficient of thermal expansion, meaning it shrinks significantly upon cooling. Controlling thermal gradients via enclosures and heated beds (around 70°C ambient chamber temp) minimizes curling and maintains stable dimensions.
Q: Which approach is best: rafts, brims, or clamps?
A: Both rafts and brims increase the first layer footprint and are highly recommended. For large parts, mechanical clamping combined with adhesive coatings like hair spray or lacquer can further secure the part against cooling strain.
Q: Which bed surface coatings and adhesives are good for POM?
A: Common solutions include glue sticks, hairspray, and specialty adhesives. These increase surface roughness and bond strength. Experimentation is key to finding the specific coating that works with your machine and filament batch.
Q: How do hotend temperature and speed influence deformation?
A: Higher hotend temperatures improve inter-layer bonding and reduce internal stress. Conversely, slow speeds and thick first layers manage shrinkage. However, overheating increases thermal expansion, requiring careful parameter balance.
Q: Can an enclosure and cooling fans prevent POM warping?
A: Yes. An enclosure stabilizes ambient temperature and prevents rapid cooling. You should limit or disable part cooling fans to reduce thermal gradients, helping parts remain flat as they reach room temperature.
Q: How does POM compare with PLA or Nylon?
A: POM is more problematic than PLA due to higher thermal expansion and lower friction. Nylon also faces shrinkage issues but differs in toughness. POM requires significantly higher bed temperatures and stricter environmental control compared to PLA.
Q: What are the next troubleshooting steps if common fixes fail?
A: Test one parameter at a time in controlled experiments (bed temp, adhesives, rafts, enclosures). If defects persist, consider changing the filament brand or the equipment/nozzle setup, as some specific filament batches may be prone to higher defect rates.
POM/EVA Blends with Future Utility in Fused Deposition
This study explores how blending POM with EVA can reduce warping effects in 3D-printed specimens.
Read the article here









