


Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.


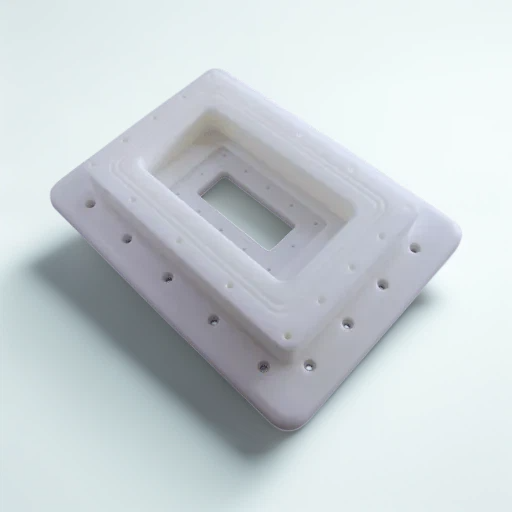
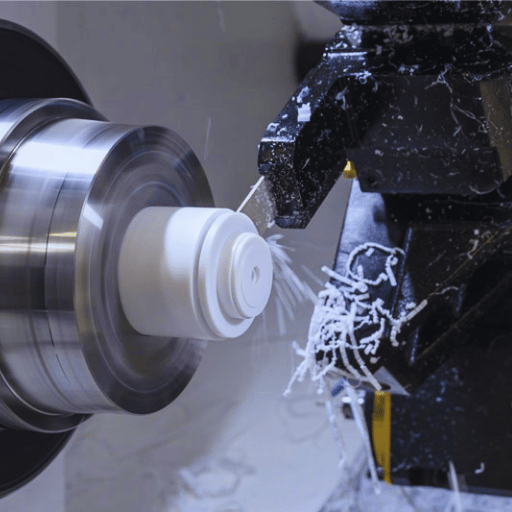
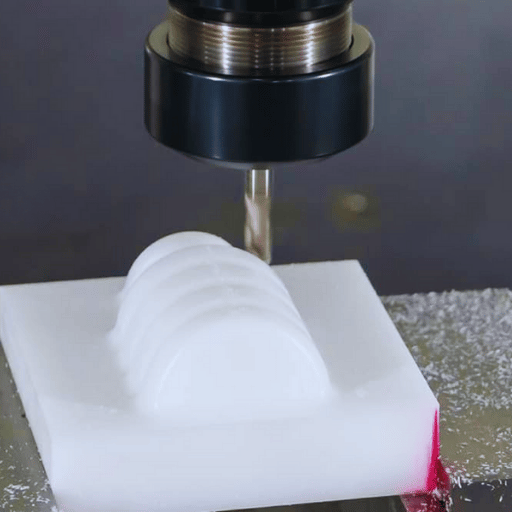
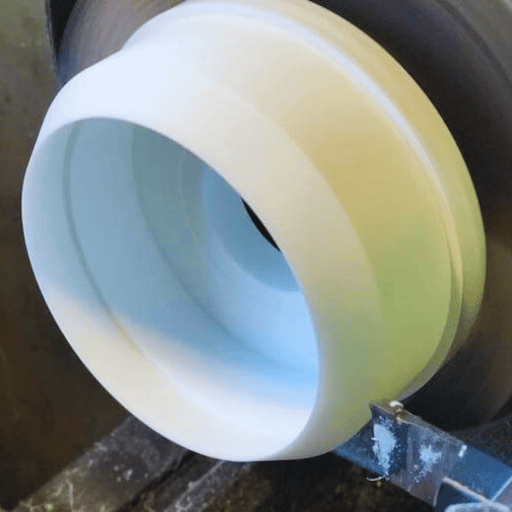
Check out our image gallery displaying custom PTFE Machined Precision Parts, machined to specification and performance standards with expert craftsmanship.



"This is the third time we have had issues with our PTFE parts measuring differently. The dimensions shift, and we fail QC inspections for the third time."
PTFE has an extremely high thermal expansion coefficient (100 - 200 x 10⁻⁶/°C). We machine at a temperature controlled environment and stabilize the parts before doing the final measurement. We also take into account the 65 - 77 °F thermal transition zone, wherein the expansion of PTFE is 5 times greater.
"After the parts have been machined and look good, we come in the next day to see warped parts that have been sitting. We have had to scrap entire batches of parts due to the distortion."
Before and after each of the machining operations, we do stress-relief annealing. We have a custom soft-jaw fixture that is designed to contour to the part to eliminate any clamping deformation.
“There is no way to achieve the ±0.001” tolerances that we require given how PTFE is made and supplied''
With the use of cryogenic tooling and temperature regulation during machining and inspection CMM tolerances of ±.001” (±0.025mm) can be achieved. We assist you in determining the tolerances required for the functionality of the part(s).
“There is little to no way of getting the stringy burrs PTFE jobs come back with and without damaging the parts.”
The use of cryogenic deburring tool and controlled feed rates during machining of PTFE parts to minimize burrs, and thermal coupled borders will improve the edge quality of the parts without stringy burrs. Each part to be delivered will pass a burr-free edge deburring inspection.
“Right after machining, PTFE parts will be visually OK without much defects. PTFE stringy threads easily fail. PTFE parts attributes. Threads screw them out almost immediately.”
The use of a form tap threads are installed by displacing PTFE, thus forming a thread instead of a cutting tap that will produce a weaker thread. Using a torque. Thread engagement is also optimized to form correct and desired threads. There will also be no part that will exceed the required maximum torque for the screws.
"Our PTFE seals lose sealing force over time. Parts slowly deform under constant pressure and fail in service."
We can recommend filled PTFE grades, such as glass, carbon, and/or bronze, as they tend to have superior performance in regards to creep. Moreover, we design for creep with adequate wall thickness and recommend spring-energized seal designs for cases where continuous sealing force is a must.
"We're machining from solid rod and wasting 70% of the expensive PTFE material. Costs are out of control."
We can offer near-net-shape compression molding as a primary processing technique to deliver blanks, minimizing machine stock. In cases of high-volume orders, we can improve layout for the blanks, minimizing material and time consumed in machining, while we also optimize the volume of the layout for blanks.
"Suppliers quote 6-8 weeks for PTFE parts. We need them in days, not months, to meet our production schedule."
Thanks to our in-stock PTFE materials, dedicated PTFE machining cells, and streamlined processes, we can deliver prototypes in 5-7 days and production parts in 2-3 weeks. For critical needs, we can offer expedited options.

PTFE and high-performance polymers are the core of our capabilities with over 50,000 components turning out every year.
Temperature is held at 68±2°F to control thermal expansion. Utilizing the same temperature for inspection is synonymous with accuracy.
ISO 9001:2015, AS9100D (aerospace) and ISO 13485 (medical) certified. Full traceability and documentation available.
The feedback on suggestions for improving your PTFE design such as the Design for Manufacturability is provided in every quote.
5-day prototypes and scaled productions from a single item to tens of thousands, all of the exact spec and the assured same standard of quality.
Material selection, comparison, and thermal expansion calculations for precision PTFE machining.
A: PTFE operations done by machines entail using sharp tools and ensuring the feeds are at the right rate. Apart from that, the correct spindle settings will produce machined parts with close tolerances from Teflon. Since the material is quite soft and exhibits minimal frictional resistance, PTFE also exhibits a feature of stickiness in its consistency when worked upon. Thus minimal firmholds should be considered, optimizing a suitable path with good machinery. Determining the cutting and cutting processing parameters will directly influence surface-finishes and burr denial. Estimation of maximum extravasation, as well as venous unwind upon polymetric extensional flow of raw edge plastic, will contribute to a quality precise teflon machining and custom ptfe parts.
A: Material properties that include the chemical integrity; a low friction coefficient; a high thermal stability, and excellent insulation properties form an influential role for ptfe materials in cnc machining. Compared to metals, ptfe has sharp thermal properties, and it may adversely react towards excessive temperature over long milling times. Furthermore, its softness causes it to deform; therefore, presentation with sharp tools should assist in avoiding burrs, leading to specific mechanical properties in a machined part of ptfe.
A: There are many different ways that polycrystalline diamond (PCD) tool inserts are made. Multiple manufacturing techniques can produce a PCD tool' however, despite the variances in their specifics, Symons always uses them precisely to meet the desired result.
A: PTFE is selected for its distinctive features: chemically inert behavior, excellent thermal resistance, low friction, and insulation. These advantages make ptfe ideal for medical devices and equipment used in processing chemicals, as well as in electrical insulation. Its non-stick surface and temperature stability make ptfe useful in seals and gaskets, as well as in custom ptfe parts for various industries that need chemically inert and low friction materials.
A: Achieving tight tolerances and finish surface is more dependent on machining parameters and tooling with ptfe. Even though PTFE is easy to machine with CNC, it tends to elastically deform, so shops are encouraged to use sharp carbide or diamond coated tools, and controlled feeds with finishing passes to reduce burr formation. Proper fixturing and temperature of machining are essential in holding tolerance to surface finishes of sealing surfaces and precision teflon machining.
A: Challenges dealing with CNC machining PTFE involve dealing with the material’s softness, the potential for galling and smearing, and the issue of thermal expansion when cutting. A machining shop will need to ensure that the right tooling and machining materials are used and that effective cutting techniques are chosen to reduce the chance of a burr being created by the cutting tool. These cutting techniques may involve the use of a climbing mill or pecking cycles. Because PTFE is chemically inert and has a slippery surface, proper fixturing is important in order to avoid any loss of control of the material when machining PTFE as the machining process requires considerable CNC movements and torque to maintain the required tolerances in CNC machining.
A: Typical applications of PTFE include the manufacture of insulation components, medical device components, seals, valve parts, bearing and bushing assemblies. PTFE is used extensively in the aerospace, food processing, chemical, and electronic industries. PTFE’s use is the result of its unmatched chemical resistance with a wide range of low friction, and superior thermal stability. This broad range of use, versatility of materials, and the ability to machine PTFE to manufacture complex components with precision encourages CNC machining and milling plastics shops to manufacture custom PTFE components.
A: Choosing the right grade of PTFE and CNC machining strategy relies a lot on the mechanical and thermal properties and the resistance and exposure of the part to chemicals and the wear surfaces. Standard virgin PTFE is excellent for a low coefficient of friction and chemical inertness; however, filled grades (glass-filled or carbon-filled) increase wear resistance and lower cold flow. A good CNC machining service will take the customer through the materials selection for CNC machining as well as the proper turning and milling methods and possible design modifications to achieve the required tolerances and surface finishes for the intended applications of the finished machined PTFE parts.



