


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.



Polyoxymethyleen, of algemeen bekend als acetaal, is een thermoplast die zeer wordt gewaardeerd om zijn sterkte, stijfheid, en uitstekende anti-wrijving kwaliteiten Toch heeft elk veelzijdig materiaal bepaalde uitdagingen die gepaard gaan met de verwerking en toepassing De belangrijkste is meestal de kromtrekken en vervorming die voornamelijk stilstaat Waarom gebeurt het en, belangrijker nog, hoe kan het worden vermeden? Om redenen voor deze kwalen in het karakteristieke gedrag van het product uit te zoeken is bijzonder noodzakelijk geworden voor de ingenieur, degene die de productie-eenheid, of de beginnende hobbyist om ervoor te zorgen dat de best mogelijke conclusies van het innovatieve concept Dit artikel zal de regelmatige oorzaken van kromtrekken en vervorming in POM vastleggen en vervolgens manieren om te voorkomen, te produceren uiteindelijk moet u noteren en uiteindelijk het materiaal te produceren.

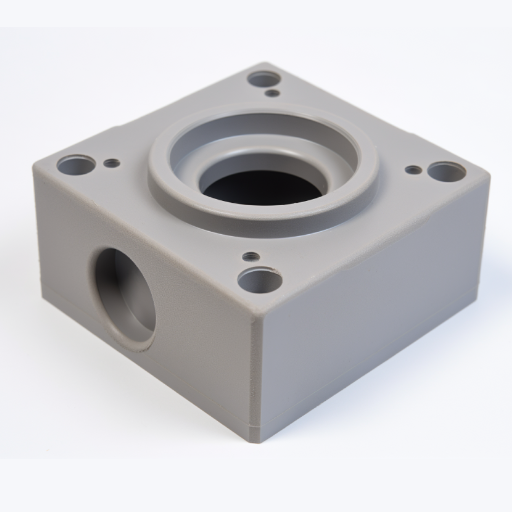
Polyoxymethyleen (POM), beter bekend als acetaal, is een high-performance thermoplast die zeer wordt gebruikt in 3D-printing en productievereisten met mechanische eigenschappen van typecast Ook merkbaar door zijn hoge stijfheid, uitstekende slijtvastheid en uitzonderlijke maatvastheid, construeren deze eigenschappen POM als een geschikt alternatief voor fijnmechanische componenten zoals tandwielen, glijlagers en bevestigingsmiddelen, omdat deze onderdelen enige mechanische spanningstolerantie en sterkte vereisen.
Terwijl lage wrijving een eerder genoemde eigenschap is, is het ook belangrijk dat POM bruikbaar is in toepassingen waarbij wrijvingsvermijding van cruciaal belang is. Zoals veel polys is POM echter nog steeds betrouwbaar en duurzaam in uitdagende toepassingen. Dit komt omdat het vochtbestendig is, ongevoelig voor chemicaliën en geen problemen heeft wanneer het met een paar oplosmiddelen wordt geconfronteerd. POM is op zijn beurt enigszins warmtegevoelig vergeleken met veel andere technische kunststoffen, zowel bij continue toepassing bij hoge temperaturen als bij gebruik in extreem veeleisende warme toepassingen.
Uitdagingen zoals kromtrekken worden vaak gecreëerd vanwege slechte koeling of onbeveiligde materiaalprofielen. Deze moeilijkheden kunnen worden overwonnen door materiaalbeperkingen te begrijpen en procesparameters te herzien om betrouwbare componenten voor technische en architectonische toepassingen te bouwen.
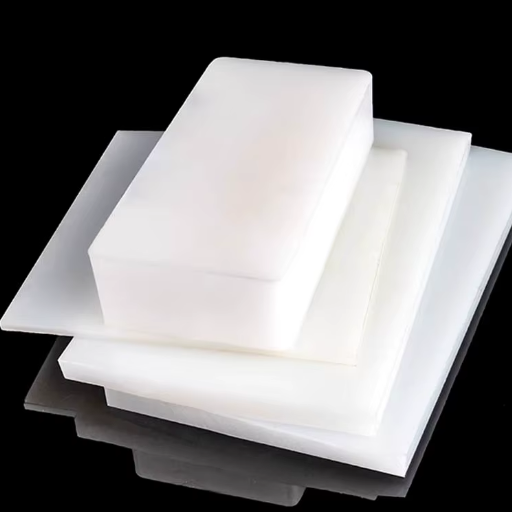
Blokken polyoxymethyleen (POM) zijn een grote versnelling van techniek en ontwerp vanwege hun eigenschappen die worden beïnvloed door een hoog prestatieniveau en een hoge mate van veelzijdigheid. Door de hoge sterkte, extreme stijfheid en lage wrijving konden ze in ieder geval bij deze toleranties worden gebruikt om toepassingen te maken die uithoudingsvermogen of precisie vereisen. Het is ook bestand tegen slijtage, vermoeidheid en schokken, omdat het geschikt is voor de vervaardiging van componenten zoals tandwielen, lagers en bevestigingsmiddelen, waarbij de vraag bestaat naar een product dat consistent gedrag biedt wanneer het onder spanning wordt gezet.
Een van de gunstige kenmerken van POM die relevant is voor de techniek is dat POM een uitzonderlijke maatvastheid bezit. Dankzij dit kenmerk kunnen componenten vorm en functie behouden, zelfs onder een breed scala aan kwantitatieve veranderingen in omgevingsomstandigheden, zoals temperatuurschommelingen of vochtigheid. Vervolgens is POM, vanwege zijn chemische stabiliteit, vrijwel altijd het ideale materiaal om te gebruiken in toepassingen waar contact met brandstoffen, oliën en oplosmiddelen gebruikelijk is. Vanwege dit vermogen verzekert het een duurzaam betrouwbare werking zonder onderhoud, waardoor de kosten worden geminimaliseerd.
Cirecetisch gezien de mechanische en chemische voordelen maakt POM ook innovatieve ontwerpen mogelijk. Wat betreft zijn eigenschappen bij het bewerken, biedt POM die extra kans voor het spuitgieten van CNC. Een veelzijdig scala aan eigenschappen verzekert de aanwezigheid van POM als technisch plastic dat elk van dergelijke typen en ontwerpfuncties gedeeltelijk ontwikkelt in de automobiel-, consumentenelektronica- en industriële machinemarkten, waar efficiëntie en prestaties essentieel zijn.
Vervorming en vervorming zijn veel voorkomende problemen die zich voordoen bij 3D-printen, voornamelijk met POM-materialen (polyoxymethyleen).Deze uitdagingen duiken doorgaans op omdat het materiaal niet gelijkmatig afkoelt tijdens het printen. Wanneer de lagen plastic sneller afkoelen dan andere, ontstaan er interne spanningen, waardoor abrupt krullen ontstaat of wegsmelt van het printbed. Deze onbalans kan resulteren in verschillende afmetingen en de structuur van het onderdeel kan zwak worden.
Verschillende factoren spelen een rol bij het kromtrekken, waarvan de manifestatie het gevolg kan zijn van onjuiste bedhechting, niet-geoptimaliseerde temperatuurinstellingen en omgevingsfactoren zoals luchttrekkingen of vochtigheid. Specifiek voor POM vormen de hoge krimpsnelheid van het materiaal en de lage oppervlakte-energie bijzonder sterke uitdagingen. Als het gebeurt dat er geen sterke binding ontstaat tussen het materiaal en het printbed, kunnen de beginlagen loskomen van het bed of in vorm vervormen, omdat een geschikt krimptekort kan worden waargenomen.
Printbedhechting, als oneigenlijk POM vrij gebruik kromtrekken en vervorming, is een kritische voorwaarde om dergelijke vervormingen te corrigeren Het houdt in dat het printbed heet blijft en lijmen worden gebruikt; de printer kan worden ingesloten en de trekregeling wordt verzekerd waardoor een constante temperatuur kan worden gehandhaafd. Het fijnafstellen van printinstellingen zoals het optimaliseren van de bed- en spuitmondtemperatuur, het aanpassen van de printsnelheid, kan interne spanningen tot op zekere hoogte verlichten. Een verstandige samenstelling van al deze parameters maakt POM en zijn homologen in staat betrouwbare en hoogwaardige afdrukken te leveren.

Polyoxymethyleen (POM) wordt geacht een aanzienlijke diversiteit te vertonen wat betreft thermische eigenschappen die verschillende aspecten van de printkwaliteit beïnvloeden Een belangrijk aspect van POM is de hoge kristallijne aard ervan, die verantwoordelijk is voor de hoge mechanische sterkte en duurzaamheid. Helaas leidt dit voordeel vervolgens tot de hoge mate van samentrekking tijdens het koelproces, waardoor het materiaal kromtrekt of vervormt; dit fenomeen komt voort uit de neiging van het materiaal om niet-uniform te krimpen, wat resulteert in hoge interne spanningen die worden opgebouwd in het gedrukte object.
Daarnaast illustreert de relatief hoge smelttemperatuur van POM de noodzaak van nauwkeurige temperatuurregeling bij extrusie en bedverhitting tijdens het printproces Een slechte regeling van de temperatuur kan resulteren in een slechte hechting van laag tot laag en een hoog risico op kromtrekken. Bovendien is de lage thermische geleidbaarheid ervan traag in het absorberen van warmte, waardoor het moeilijk wordt om deze gelijkmatig te verdelen. Deze kenmerken maken het koelgedrag meestal niet-uniform terwijl het hele object nog in druk is. Dit bevordert zelfs nog meer vervorming, vooral bij grote afdrukken en complexe ontwerpen waarbij ongelijkmatige koeling schadelijk kan zijn.
Een afgeleide verbetering van de thermische consistentie en controle terwijl 3D-printen van cruciaal belang is Volledig omsluiten van de printer om eventuele temperatuurschommelingen te elimineren is van fundamenteel belang; het kalibreren van essentiële parameters zoals mondstuk - en bedtemperaturen zal de verzachtende interne spanning vervangen Verbetering van de maatvastheid in gefabriceerde onderdelen - dit is bijzonder interessant om in POM te printen - toe te schrijven aan een verwarmd bed en daaropvolgende geleidelijke koeling Consequent neigen naar thermische eigenschappen zal, met aanzienlijk succes, het risico op kromtrekken en vervorming verminderen.
POM filament is zeer gevoelig voor vochtopname, wat de prestaties tijdens het 3D printproces aanzienlijk beïnvloedt POM filament absorbeert vocht uit de lucht wanneer blootgesteld aan een vochtige omgeving Dit vocht kan vervelende effecten veroorzaken zoals een afname van de materiaalsterkte, verlies van oppervlaktekwaliteit, en aanwezigheid van bellen of stringing tijdens het printen Deze problemen worden veroorzaakt door de verdamping van overvloedig vocht uit het filament wanneer het wordt verwarmd vandaar, waardoor een soepel extrusieproces wordt verstoord. De aangetaste printkwaliteit komt daarom vaak voor.
Opslag en bereiding zijn sleutelstrategieën Gebruik luchtdichte containers met zakjes droogmiddel Voordrogen is een belangrijke stap om geabsorbeerd vocht te verwijderen vóór consumptie om afdrukken van hoge kwaliteit en effectief gebruik van mechanische eigenschappen te garanderen.
Het kromtrekken bij 3D-printen wordt voornamelijk veroorzaakt door ongelijkmatige koeling en samentrekking van het materiaal tijdens het printproces. Omgevingsfactoren zoals temperatuurschommelingen, tocht en vochtigheid zijn echter ook belangrijke kwesties die bijdragen aan de verergering van dit probleem. Zowel thermische stroming als hygroscopie worden gezien als de belangrijkste factoren die bijdragen aan de onwaarschijnlijkheid van de stabiliteit die nodig is voor de beoogde resultaten.
Temperatuurvariaties creëren verschillende lokale koelsnelheden in het onderdeel, wat leidt tot interne spanningen die het onderdeel kromtrekken. Door de omgevingstemperatuur constant te houden door afscherming met een afgesloten printer of een kamer die warmte vasthoudt en voornamelijk vasthoudt, kunnen de bovengenoemde problemen worden geminimaliseerd bij het printen van materialen zoals POM, die van nature geneigd zijn te krimpen.
Een verhoogde luchtvochtigheid kan de kromtrekken beïnvloeden via de materiaaleigenschappen, vooral in materialen die gemakkelijk vocht kunnen absorberen. Om dit te minimaliseren, is het noodzakelijk om ervoor te zorgen dat er een lage luchtvochtigheid is in de printomgeving en dat de filamenten op de juiste manier worden gedroogd en opgeslagen. Ook kan het plaatsen van de printer uit de buurt van dergelijke richtingen, zoals airconditioners of ramen, helpen om alle afdrukken na verloop van tijd stil te houden.
Het kromtrekken van onderdelen kan worden waargenomen in Polyoxymethyleen (POM) onderdelen, waardoor een ongewenst probleem in het ontwerp ontstaat terwijl wordt geprobeerd goede resultaten te bereiken Het is van het grootste belang voor iemand om maatregelen te nemen om de spanningen te egaliseren en de dunheid van de wand te behouden De krachtigste strategie is om waar mogelijk consistentie van de wanddikte vast te stellen, omdat variaties daarom zullen leiden tot verschillende afkoeling van gesmolten secties en vervolgens kunnen leiden tot kromtrekken. Overgangen van gladmakende kenmerken, waarbij gebruik wordt gemaakt van filets in plaats van scherpe randen, driften ook snel naar het opnieuw opbouwen van spanningsomstandigheden tijdens de productie.
Het is van cruciaal belang dat bij het ontwerp rekening wordt gehouden met de krimp die zal optreden. POM heeft een hogere krimpsnelheid vergeleken met andere materialen waarmee rekening moet worden gehouden om de vereiste maatnauwkeurigheid te behouden. Het is noodzakelijk om de nodige toleranties in het ontwerp te hebben om rekening te houden met materiaalkrimp onder weerstand tegen het concept van uniforme krimp op een ongewenste manier. Het versterken van de constructie met ribben kan bijvoorbeeld nuttig zijn, maar ze moeten goed worden ingedeeld zodat er geen drukpunten onnodig worden verhoogd.
Ten slotte moet de oriëntatie van dat onderdeel op de productievloer worden geoptimaliseerd. Het stapelen van afmetingen zodat spanning tijdens het afkoelen wordt geminimaliseerd, is een uitstekende manier om de structurele integriteit van het onderdeel op te lossen. Goed ontworpen steunconstructies in het productieproces helpen ongelijke temperatuurgradiënten te elimineren die kromtrekken kunnen veroorzaken. Een combinatie van de juiste mechanische en procestechnische behandelingen kan de prestaties van POM-onderdelen verbeteren en tegelijkertijd problemen als kromtrekken verminderen.
Het is van cruciaal belang om uw operationele instellingen tijdens POM-filamentprintwerken te verfijnen, zodat het materiaal alle kansen krijgt om de output te maximaliseren. POM is een materiaal dat het beste biedt als het correct wordt verwarmd. Er moet een zeer fijne temperatuurregeling worden geïmplementeerd, zodat geen verknoping en vergrendelingen voor laagscheiding onze projecten zullen verstoren.
| Instelling | Aanbevolen Waarde |
|---|---|
| Mondstuktemperatuur | 210 & 230°C |
| Verwarmde Bedtemperatuur | 100 120°C |
| Printsnelheid | 20-10 mm/s |
Bedhechting is zo'n cruciaal probleem voor succesvolle POM-frames die goed gefundeerd kunnen zijn in een oppervlaktekeuze in lijn met lijmen zoals het gebruik van met hechting behandelde glasplaten of met lijm afgeplakt glasontwerp voor POM. Bovendien kan het onderhouden van een afgesloten of verwarmde kamer enorm helpen bij de temperatuurregeling en de print beschermen tegen wind en/of ongunstige werkomstandigheden, zoals kromtrekken.
Bovendien, met een vergroot effect op de printkwaliteit door het manipuleren van printsnelheden, kunnen printsnelheden verder worden verlaagd. Langzamere snelheden zijn over het algemeen beter met POM, ongeveer 20.40 mm/s, omdat het materiaal meer tijd nodig zal hebben om af te koelen en vast te zetten tussen lagen. Bovendien wordt een oordeelkundig beheer van koel- en intrekkingsinstellingen overwogen om snaartegenslagen of andere oneffenheden in het oppervlak te helpen onderdrukken. Met kleine aanpassingen aan deze kwaliteiten kan men beginnen met het vervaardigen van nauwkeurige en goed uitgevoerde afdrukken die op ingewikkelde wijze de sterkte en levensduur van POM-filamenten benutten.
Het verkrijgen van de kritische hechting aan het bed is vooral belangrijk bij het werken met POM. U moet een thermisch bed hebben voordat u boven beweegt, niet echt enige andere potentiële sterkte om de warmte weg te houden. Om kromtrekken te minimaliseren, moet de temperatuur van het verwarmde bed rond de 100-120 °C liggen. Bovendien werkt temperatuurstabiliteit in de werkomgeving, bijgestaan door een behuizing, aan het bestrijden van temperatuurschommelingen die de afdruk nadelig hebben beïnvloed.
Om de hechting verder te vergroten is het plaatsen van een goede lijmlaag op het printbed zeer nuttig. Een lijm kan bijvoorbeeld worden gedaan met behulp van een dunne laag lijm, een paar plakkerige vellen of een beetje geduld met sommige oppervlaktebehandelingssprays, zodat er niets met het onderdeel gebeurt. De geleverde processen produceren een geoptimaliseerde oppervlakteruwheid die een iets grotere hechting tussen de twee delen mogelijk maakt om de eerste laag effectief te laten hechten. Het schone printbed is de beste controle voor het opheffen van de aanwezigheid van stof en vet om de gewenste voordelen te bereiken.
Het printbed zoveel mogelijk plat krijgen is een vaak over het hoofd gezien proces, maar toch is het de kern van de zaak Het toppen van het bed zal zeker niet alleen resulteren in een ongelijkmatige hechting, wat corrupte afdrukken of zelfs geen printers zal opleveren, maar hoogstwaarschijnlijk een manier zal vinden om alles daartussenin te vinden. Regelmatige kalibratie van bedniveau en mondstukhoogte op het bed kan ook aanzienlijk zorgen voor een goed hechtingsbereik. Samen geïmplementeerd zouden deze benaderingen de kans op kromtrekken en andere problemen met betrekking tot hechting, die zich kunnen voordoen bij POM, aanzienlijk verkleinen en het bereiken van een soepelere afdruk met kwaliteitsresultaten kunnen garanderen.

Een goede temperatuurregeling is van cruciaal belang om de beste resultaten te bereiken met 3D-printen met behulp van POM-filamenten Het aanbevolen temperatuurbereik van de spuitmond ligt doorgaans tussen 210 °C en 230 °C, terwijl de bedtemperatuur kan worden ingesteld tussen 100 °C en 130 °C. Het bereiken van de harmonie tussen deze temperaturen komt het juiste smelten en hechten tussen filament en bed ten goede en helpt daarom ook problemen zoals kromtrekken of laagscheidingen bij het printen af te weren. Bovendien zal het gebruik van behuizingen of andere middelen voor warmtebehoud een positief effect hebben op het onderdrukken van de fluctuatie van omgevingsomstandigheden die nodig zijn om de printkwaliteit te verbeteren.
Nog een sleutelrol om een soepele output te bereiken is het instellen van de kalibratie Bed nivellering kan immers niet worden verwaarloosd, omdat het de juiste afstand van de mondstukhoogte van het printbed dicteert, waardoor de hechting en printnauwkeurigheid worden beïnvloed Het onder controle houden van de mondstukhoogte helpt om een perfecte binding van de eerste laag met de printbedcomponent te garanderen, waardoor de kans op verschuiven of een zwakke fundering wordt verkleind Verschillende keuzes in mondstukgrootte resulteren in variatie in de extrusie van filament, waardoor herkalibratie van het bedniveau noodzakelijk is. Er kunnen voelermeter- of papiertestmethoden worden gebruikt om het nivelleringsproces verder te perfectioneren.
Het laatste deel van het maken van trajecten specifiek voor POM filamenten moet de betrouwbaarheid van de print zien stijgen Weinig koeling is meestal de regel voor POM, maar enige koeling voor het tweede geval of om de snelheid te vertragen of zeer complexe lagen af te drukken is de manier om elk verlies van structurele integriteit als gevolg van oververhitting te redden Vergeten factoren beïnvloeden het algehele 3D-printproces: hebben een goed temperatuurbeheer, niveau en koelsystemen op hun plaats, en we kunnen erop vertrouwen dat er geweldige resultaten zullen komen.
Dit is van cruciaal belang als het gaat om het ontwerpen van de optimale printonderdelen en POM-filamenten De laaghoogte-intervallen zijn doorgaans van 0,1 mm tot 0,2 mm, afhankelijk van de gewenste balans tussen detail en lengte Dunnere lagen geven een verhoogde mate van precisie aan meer risicovolle ontwerpen, maar het duurt ook langer om het geheel te printen. Op dezelfde manier kost de printer bij een grotere laaghoogte minder tijd, maar biedt hij nog steeds de meeste sterkte die nodig is voor elk onderdeel.
De printsnelheid is van cruciaal belang in het scenario. Lagere snelheden, bijvoorbeeld ongeveer 30-50 mm/s, zullen resulteren in uniforme verwarming en verbinding met de voorgaande lagen. Maar hogere snelheden kunnen defecten veroorzaken zoals zwakke hechting, laagscheiding of kromtrekken (vooral bij POM: het vertoont krimp en vereist een zeer zachte behandeling en verwerking). Het zal belangrijk zijn om de instellingen te testen en de beste snelheidsinstelling te vinden op basis van de complexiteit en grootte van elke situatie.
Verder combineert dit artefact laaghoogte en printsnelheid terwijl andere parameters van de print worden verwerkt Het is belangrijk om een volledige kalibratiesessie te maken op de beste printtest voordat je een groot project start; dit zorgt er op zijn beurt voor dat iedereen zich bekommert om het optimaliseren van de instellingen voor het filament en het te gebruiken ontwerp. Deze trucs zullen POM helpen slagen bij 3D-printers die zich richten op de beste kwaliteit en prestaties.
Ondersteuningsstructuren spelen een cruciale rol bij het waarborgen van de nauwkeurigheid en kwaliteit van de 3D-geprinte onderdelen door vervorming tijdens het afdrukken te voorkomen. Deze zijn bedoeld om items te verankeren die vrij boven ruimtes zijn geplaatst, of enigszins van het bouwplatform zijn verplaatst. Gebrek aan goede ondersteuning zal een item dwingen te vervormen of in te storten met zijn eigen gewicht, wat resulteert in een mislukte afdruk en materiaalverspilling.
Om ervoor te zorgen dat de structuren uiterst effectief zijn, moet de strategische plaatsing van dergelijke steunen helpen bij het beheren van de materiaaluitvoer en het gemak van verwijdering. Factoren waarmee rekening moet worden gehouden bij het ontwerpen van steunen zijn onder meer de helling van de overhang, de oriëntatie van de afdrukken en het type materiaal waarmee wordt afgedrukt. Slicer-software helpt bij het aanpassen van de verschillende elementen, zoals de steundichtheid, patronen en plaatsing, allemaal ten koste van het optimaliseren van het materiaalgebruik en mogelijk het snijden van nabewerkingsstappen.
Goede kalibratie en experimenteren met de nodige ondersteuningsinstelling is wat het mogelijk maakt om de uiteindelijke resultaten volledig te actualiseren Het verwijderen van ondersteunende structuren zonder een afdruk te beschadigen, is afhankelijk van een delicate behandeling, en in deze context kan het gebruik van oplosbare materialen wonderen doen voor ingewikkelde ontwerpen Als de ondersteuning in alle gevallen op de juiste manier wordt uitgevoerd, verbetert het de duurzaamheid, verlaagt het de vervormingskansen en geeft het een hoogwaardige afwerking aan de uitvoer van een 3D-afdruk.
Bij POM en sommige andere materialen wordt kromtrekken vastgesteld wanneer de buitenranden van een 3D-print van het bouwplatform beginnen te stijgen, door dit brouwlifting ontstaat een vervormde vorm die geen van de beoogde ontwerpen meer volgt Andere symptomen kunnen worden bezocht, waaronder zichtbare scheuren bij hoeken of scherpe randen en een gevarieerde oppervlakteafwerking die zeer sterk te wijten is aan de spanning van materiaal tijdens de koelfase.
Een ander veel voorkomend symptoom hier is een gedeeltelijke verkeerde uitlijning, waarbij afzettingen vaak niet op elkaar blijven plakken - en tijdens het drukproces niet goed op elkaar blijven plakken, dit resulteert in een slechte structurele integriteit, waardoor de uiteindelijke onderdelen niet geschikt zijn voor montage in een groter systeem. Drukken dat schering enige vorm van vervorming kan vertonen, van binnen naar buiten; deze zullen tijdens het afdrukken zowel afhankelijk zijn van koel- als hot-end-fluctuerende temperaturen.
Voor de detectie en identificatie van deze afwijkingen, verwijzen naar de kleur, afwerking of andere fysieke tekenen van het afgewerkte object, zodra het afkoelt Als er een vlakke betonnen vloer beschikbaar is, kan dit loslating met duidelijke gebieden op onvlakte sporen Het kromtrekken vanaf het vroege begin zal wijzen op een hechtings- en loslatingsproces van een zwakke laag. Vroegtijdige herkenning van deze symptomen maakt een weg vrij voor krachtigere oplossingen en een hoger niveau van printkwaliteit.
Bij kromgetrokken delen is het eerste wat meestal in je opkomt de bepaling van de mate en oorzaak van het kromtrekken, in sommige situaties kan het toevoegen van warmte aan een specifiek beschadigd gebied behoorlijk effectief zijn om het kromgetrokken deel weer in zijn oorspronkelijke vorm te krijgen Zorg voor zachte verwarming door een warmtepistool of heet water op het kromgetrokken gebied te gebruiken totdat het resterende gebied voldoende zacht wordt om tegen een vlak oppervlak of een gefabriceerde mal te drukken. Op deze manier wordt verwacht dat koeling de nieuwe en gecorrigeerde vorm behoudt.
Schuren en vullen van het onderdeel in geval van ernstige kromtrekken kan ook de magie doen Begin met het eerst afschuren van het kromgetrokken gebied op een manier die het oppervlak gelijk zou laten, gebruik dan vulmiddel of kleefmateriaal om gaten te overbruggen of verzwak de onderdelen Zodra de lijm is gezet, zand weer naar het oppervlak te egaliseren Deze methode zal meestal effectief worden genoemd als het kromtrekken ervoor zorgt dat het onderdeel niet functioneert.
Het aanpassen en verbeteren van instellingen voor een nieuwe afdruk is het beste als de schaal ernstig is of de structurele integriteit in gevaar komt als gevolg van kromtrekken. Parameters zoals laaghechting, printbedtemperatuur en koeling moeten worden aangepast. Het gebruik van het materiaal met de minste kromtrekken kan terugkerende problemen bij toekomstige afdrukken verminderen. Deze maatregelen elimineren de slechte resultaten van zowel reconditionering als nieuwe productie.
Voor het voorkomen van kromtrekken tijdens POM CNC-bewerking moet speciale aandacht worden besteed in termen van materiaalkeuze en omgevingsomstandigheden Het gebruik van hoogwaardig POM-materiaal met uniforme eigenschappen is een grote stap in het beperken van kromtrekken Concurrence is belangrijk als we dit willen onderdrukken Men kan het stabiliserende effect dat omgevingsomstandigheden zoals temperatuur en vochtigheid binnen het werkcentrum hebben op het materiaal niet verwaarlozen.
De juiste selectie van gereedschappen en het kiezen van de juiste machine-instellingen helpt verder bij precisiebewerking. De snijkanten zouden ook profiteren van het normalisatieproces. Zo kunnen ze gemakkelijk opstaan om te verwarmen en vervorming te voorkomen. Goede snijsnelheden, toevoersnelheden en koelmiddeltoepassingen helpen de bewerkingsprecisie verder te verbeteren en het risico op vervorming te verminderen.
Volledige productieregulering samen met de uiteindelijke middelen voor kwaliteitscontrole kunnen alleen identieke producten opleveren. Terwijl regelmatige evaluatie van de bewerkte onderdelen op eventuele kromtrekkende tekens of waarneembare defecten een probleem zou kunnen opsporen wanneer het zich nog in een vroeg stadium bevindt. Door materiaalkeuze, nauwkeurige bewerking en kwaliteitsborging te combineren, moeten de stabiliteit op lange termijn en de marktprestaties van POM-onderdelen op een effectieve manier worden gehandhaafd.
Vraag: Wat moet er worden gedaan in termen van eerste stappen, aangezien POM de neiging heeft gemakkelijk te kromtrekken en te vervormen?
A: Optimaliseer de afdrukinstellingen: gebruik een verwarmd printbed (100-120 °C), verlaag de afdruksnelheid, zorg voor een goede hoogte van de eerste laag en print binnen een behuizing. Het gebruik van een vlot of rand en hechthulpmiddelen zoals lijmsticks of speciale lakken helpt ook de vlakheid tijdens het afkoelen te behouden.
Vraag: Hoe beïnvloedt thermische uitzetting de vervorming van POM-filamenten?
A: POM heeft een hoge thermische uitzettingscoëfficiënt, wat betekent dat het aanzienlijk krimpt bij afkoeling Het regelen van thermische gradiënten via behuizingen en verwarmde bedden (rond 70 °C omgevingskamertemperatuur) minimaliseert het krullen en behoudt stabiele afmetingen.
Vraag: Welke aanpak is het beste: vlotten, randen of klemmen?
A: Zowel vlotten als randen vergroten de voetafdruk van de eerste laag en worden ten zeerste aanbevolen. Voor grote onderdelen kan mechanisch klemmen in combinatie met zelfklevende coatings zoals haarspray of lak het onderdeel verder beveiligen tegen verkoelende spanning.
Q: Welke bedoppervlakcoatings en lijmen zijn goed voor POM?
A: Veel voorkomende oplossingen zijn onder meer lijmsticks, haarlak en speciale lijmen. Deze verhogen de oppervlakteruwheid en hechtsterkte. Experimenteren is de sleutel tot het vinden van de specifieke coating die werkt met uw machine- en filamentbatch.
Q: Hoe beïnvloeden hotend temperatuur en snelheid vervorming?
A: Hogere hotend temperaturen verbeteren de inter-layer binding en verminderen interne spanning Omgekeerd beheren lage snelheden en dikke eerste lagen krimp Oververhitting verhoogt echter de thermische uitzetting, waardoor een zorgvuldige parameterbalans nodig is.
Vraag: Kunnen een behuizing en koelventilatoren POM-vervorming voorkomen?
A: Ja. Een behuizing stabiliseert de omgevingstemperatuur en voorkomt snelle koeling U moet de koelventilatoren van onderdelen beperken of uitschakelen om de thermische gradiënten te verminderen, zodat onderdelen vlak blijven wanneer ze op kamertemperatuur komen.
Vraag: Hoe verhoudt POM zich tot PLA of nylon?
A: POM is problematischer dan PLA vanwege hogere thermische uitzetting en lagere wrijving Nylon heeft ook te maken met krimpproblemen, maar verschilt in taaiheid. POM vereist aanzienlijk hogere bedtemperaturen en strengere omgevingscontrole vergeleken met PLA.
Vraag: Wat zijn de volgende stappen voor probleemoplossing als veelvoorkomende oplossingen mislukken?
A: Test één parameter tegelijk in gecontroleerde experimenten (bedtemperatuur, lijmen, vlotten, behuizingen).Als er defecten blijven bestaan, overweeg dan om het filamentmerk of de opstelling van de apparatuur/mondstuk te veranderen, aangezien sommige specifieke filamentbatches gevoelig kunnen zijn voor hogere defectpercentages.
POM/EVA vermengt zich met toekomstig nut in gefuseerde depositie
Deze studie onderzoekt hoe het mengen van POM met EVA de kromtrekken effecten in 3D-geprinte exemplaren kan verminderen.
Lees het artikel hier









