


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.



Le polyoxyméthylène, ou généralement connu sous le nom d'acétal, est un thermoplastique qui est très apprécié pour sa résistance, sa rigidité et ses excellentes qualités anti-friction Pourtant, chaque matériau polyvalent a certains défis accompagnant le traitement et l'application Le principal est surtout la déformation et la déformation qui s'attarde principalement sur Pourquoi cela se produit-il et, le plus important, comment peut-il être évité ? Pour mettre en avant les raisons de ces maux dans le comportement caractéristique du produit est devenu particulièrement nécessaire pour l'ingénieur, celui qui voit l'unité de fabrication, ou l'amateur débutant pour s'assurer que les meilleures conclusions possibles du concept innovant Cet article énoncera les causes régulières de la déformation et de la déformation dans POM et ensuite passer par des moyens finalement pour empêcher ce matériel de fonctionner.

Le polyoxyméthylène (POM), plus communément appelé acétal, est un thermoplastique haute performance très employé dans les exigences d'impression et de fabrication 3 D avec des propriétés mécaniques de typage Aussi perceptible pour sa rigidité élevée, excellente résistance à l'usure, et la stabilité dimensionnelle exceptionnelle, ces propriétés construisent POM comme une alternative appropriée pour les composants mécaniques de précision tels que les engrenages, les paliers lisses, et les attaches, parce que ces pièces nécessitent une certaine tolérance aux contraintes mécaniques et la résistance.
Alors que le faible frottement est une propriété mentionnée précédemment, il est également important que le POM trouve une utilité dans les applications où l'évitement du frottement est la clé Cependant, comme beaucoup de polys, le POM est toujours fiable et durable dans les applications difficiles Il en est ainsi parce qu'il est résistant à l'humidité, imperméable aux produits chimiques, et n'a pas de problèmes face à quelques solvants Le POM, à son tour, est quelque peu sensible à la chaleur par rapport à beaucoup d'autres plastiques techniques, à la fois lorsqu'il fait face à une application continue à des températures élevées et lorsqu'il est utilisé dans des applications chaudes extrêmement exigeantes.
Des défis comme le gauchissement sont souvent créés en raison d'un mauvais refroidissement ou de profils de matériaux non sécurisés. Ces difficultés peuvent être surmontées en comprenant les limites des matériaux et en révisant les paramètres du processus pour construire des composants fiables pour les applications d'ingénierie et d'architecture.
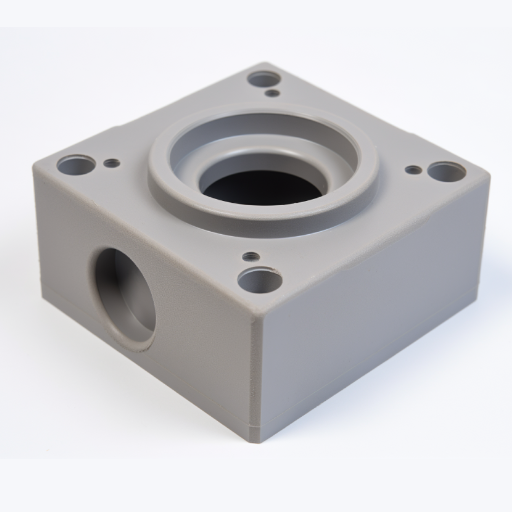
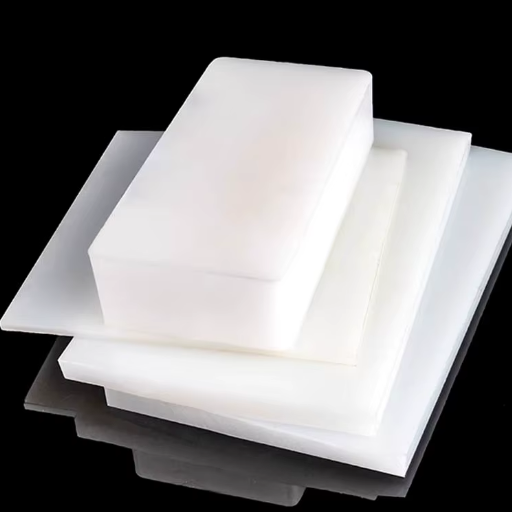
Les blocs de polyoxyméthylène (POM) sont des engrenages d'ingénierie et de conception importants en raison de leurs propriétés affectées par un niveau de performance élevé et un haut degré de polyvalence. Sa résistance élevée, son extrême rigidité et son faible frottement leur ont permis d'être utilisés dans ces attentes de tolérances dans tous les cas pour créer des applications nécessitant de l'endurance ou de la précision. Il résiste également à l'usure, à la fatigue et aux chocs, car il convient à la fabrication de composants tels que des engrenages, des roulements et des fixations, où la demande concerne un produit offrant un comportement cohérent lorsqu'il est soumis à des contraintes.
L'une des caractéristiques bénéfiques du POM pertinentes pour l'ingénierie est que le POM possède une stabilité dimensionnelle exceptionnelle Cet attribut permet aux composants de conserver leur forme et leur fonction même dans un large éventail de changements quantitatifs des conditions environnementales, tels que les variations de température ou l'humidité. Ensuite, le POM, en raison de sa stabilité chimique, est pratiquement toujours le matériau idéal à utiliser dans les applications où le contact avec les carburants, les huiles et les solvants est monnaie courante. En raison de cette capacité, il assure un fonctionnement durablement fiable et presque sans entretien, minimisant ainsi les dépenses.
Cirécetiquement des avantages mécaniques et chimiques, POM permet également des conceptions innovantes Quant à ses propriétés en usinage, POM offre cette opportunité supplémentaire de moulage par injection CNC. Une gamme polyvalente de propriétés assure la présence de POM en tant que plastique technique qui développe en partie chacun de ces types et fonctions de conception sur les marchés de l'automobile, de l'électronique grand public et des machines industrielles, où l'efficacité et les performances sont essentielles.
Le gauchissement et la déformation sont des problèmes courants qui se posent dans l'impression 3 D principalement avec des matériaux POM (polyoxyméthylène).Ces défis apparaissent généralement parce que le matériau ne refroidit pas uniformément lors de l'impression Lorsque les couches de plastique refroidissent plus rapidement que les autres, des contraintes internes se développent, provoquant un enroulement brusque ou une fusion loin du lit d'impression Ce déséquilibre peut entraîner des dimensions variables, et la structure de la pièce peut devenir faible.
Plusieurs facteurs jouent un rôle dans le gauchissement, dont la manifestation pourrait résulter d'une adhérence incorrecte du lit, de réglages de température non optimisés et de facteurs environnementaux comme les courants d'air ou l'humidité Spécifiquement pour le POM, le taux de retrait élevé du matériau et la faible énergie de surface présentent des défis particulièrement forts S'il arrive qu'une forte liaison ne se forme pas entre le matériau et le lit d'impression, les couches initiales peuvent se détacher du lit ou se déformer en forme, car un déficit de retrait approprié peut être observé.
L'adhérence du lit d'impression, en tant que déformation et déformation inappropriées à usage libre POM, est une condition préalable essentielle pour corriger de telles déformations Il s'agit de garder le lit d'impression chaud et d'utiliser des adhésifs ; l'imprimante peut être fermée et le contrôle du tirage assuré grâce auquel une température constante peut être maintenue. Le réglage fin des réglages d'impression tels que l'optimisation de la température du lit et de la buse, le réglage de la vitesse d'impression, peut soulager les contraintes internes dans une certaine mesure Une composition prudente de tous ces paramètres rend POM et ses homologues capables de fournir des impressions fiables et de haute qualité.

Le polyoxyméthylène (POM) est considéré comme présentant une diversité considérable en termes de propriétés thermiques qui influencent plusieurs aspects de la qualité d'impression Un aspect majeur du POM est sa haute nature cristalline, qui explique sa résistance mécanique et sa durabilité élevées Malheureusement, cet avantage conduit alors au degré élevé de contraction pendant le processus de refroidissement, conduisant le matériau à se déformer ou à se déformer ; ce phénomène provient de la tendance du matériau à rétrécir de manière non uniforme, ce qui entraîne l'accumulation de contraintes internes élevées au sein de l'objet imprimé.
En plus de cela, la température de fusion relativement élevée du POM illustre la nécessité d'un contrôle précis de la température lors de l'extrusion et du chauffage du lit d'impression pendant le processus d'impression. Un mauvais contrôle de la température pourrait entraîner une mauvaise adhérence couche à couche et un risque élevé de déformation. De plus, sa faible conductivité thermique ralentit l'absorption de la chaleur, ce qui rend difficile sa répartition uniforme. Ces caractéristiques rendent généralement le comportement de refroidissement non uniforme pendant que l'ensemble de l'objet est encore imprimé. Cela encourage encore davantage la distorsion, en particulier sur les impressions de grande taille et les conceptions complexes où un refroidissement inégal peut être préjudiciable.
Une amélioration déduite de la consistance thermique et du contrôle tandis que l'impression 3 D est pivot Enfermant entièrement l'imprimante pour éliminer toute fluctuation de température est fondamentale ; l'étalonnage des paramètres essentiels comme les températures des buses et du lit remplacera la contrainte interne atténuante Améliorer la stabilité dimensionnelle dans les pièces fabriquées-cela est particulièrement intéressant à imprimer en POM-attribuable à un lit chauffé et au refroidissement progressif ultérieur Tenir constamment aux propriétés thermiques réduira, avec un succès considérable, le risque de déformation et de déformation.
Le filament POM est très sujet à l'absorption d'humidité, ce qui a un impact considérable sur ses performances pendant le processus d'impression 3 D. Le filament POM absorbe l'humidité de l'air lorsqu'il est exposé à un environnement humide. Cette humidité peut provoquer des effets néfastes tels qu'une diminution de la résistance du matériau, une perte de qualité de surface et la présence de bulles ou de cordages lors de l'impression. Ces problèmes sont dus à la vaporisation d'une humidité abondante du filament lorsqu'il est chauffé, donc interférer avec un processus d'extrusion fluide. La qualité d’impression affectée est courante.
Le stockage et la préparation sont des stratégies clés Utiliser des récipients hermétiques avec des sachets déshydratants Le pré-séchage est une étape importante pour éliminer l'humidité absorbée avant la consommation afin de garantir des impressions de haute qualité et une utilisation efficace des propriétés mécaniques.
La déformation dans l'impression 3 D est principalement causée par un refroidissement et une contraction inégaux du matériau pendant le processus d'impression. Cependant, des facteurs environnementaux tels que les fluctuations de température, les courants d'air et l'humidité sont également des problèmes primordiaux contribuant à l'aggravation de ce problème. Le flux thermique et l’hygroscopie sont considérés comme les principaux facteurs contributifs qui conduisent à l’improbabilité de la stabilité requise pour les résultats escomptés.
Les variations de température créent des vitesses de refroidissement locales différentes dans la pièce, entraînant des contraintes internes qui déforment la pièce. Maintenir la température ambiante constante en protégeant avec une imprimante fermée ou une chambre qui emprisonne et retient principalement la chaleur permet de minimiser les problèmes susmentionnés lors de l'impression de matériaux comme le POM, qui sont naturellement enclins à rétrécir.
Une humidité accrue peut affecter le gauchissement via les propriétés du matériau, en particulier dans les matériaux qui pourraient facilement absorber l'humidité. Pour minimiser cela, il est nécessaire de garantir une faible humidité dans l'environnement d'impression et les filaments sont correctement séchés et stockés. De plus, éloigner l'imprimante de tout type de directions telles que les climatiseurs ou les fenêtres peut aider à maintenir toutes les impressions immobiles au fil du temps.
Le gauchissement des pièces peut être observé dans les pièces en Polyoxyméthylène (POM), créant un problème indésirable dans la conception tout en essayant d'obtenir de bons résultats Il est d'une importance capitale pour que l'on prenne des mesures pour égaliser les contraintes et maintenir la minceur de la paroi La stratégie la plus puissante est d'établir la cohérence de l'épaisseur de la paroi dans la mesure du possible, car les variations conduiront donc à un refroidissement différent des sections fondues et peuvent par la suite conduire à un gauchissement. Les transitions des caractéristiques de lissage, utilisant des filets au lieu d'arêtes vives, dérivent également rapidement vers la reconstruction des conditions de contrainte pendant la production.
Il est essentiel que la conception tienne compte du retrait qui se produira. Le POM a un taux de retrait plus élevé que les autres matériaux qui doivent être pris en compte afin de maintenir la précision dimensionnelle requise. Il est nécessaire d'avoir les tolérances nécessaires dans la conception pour tenir compte du retrait du matériau en résistant de manière indésirable au concept de retrait uniforme. Par exemple, renforcer la structure avec des nervures peut être bénéfique, mais elles doivent être bien disposées afin qu'aucun point de pression ne soit soulevé inutilement.
Enfin, l'orientation de cette pièce sur le plancher de fabrication doit être optimisée Les dimensions d'empilement afin que les contraintes soient minimisées pendant le refroidissement sont un excellent moyen de résoudre l'intégrité structurelle de la pièce Des structures de support correctement conçues dans le processus de fabrication aident à éliminer les gradients de température inégaux qui pourraient provoquer un gauchissement. Une combinaison des bons traitements mécaniques et d’ingénierie des processus peut améliorer les performances des pièces POM tout en réduisant des problèmes tels que la déformation.
Il est essentiel d'affiner vos paramètres opérationnels pendant les travaux d'impression de filament POM afin que le matériau ait toutes les chances de maximiser la production. POM est un matériau offrant le meilleur lorsqu'il est correctement réchauffé. Un contrôle très fin des températures doit être mis en œuvre afin qu'aucun verrouillage de déformation et de séparation des couches n'interfère avec nos projets.
| Réglage | Valeur Recommandée |
|---|---|
| Température de la buse | 210 °C 230 °C |
| Température du lit chauffé | 100 °C 120 °C |
| Vitesse d'impression | 20 40 mm/s |
L'adhérence du lit est un problème crucial pour les cadres POM réussis qui peuvent être bien fondés dans un pic de surface en ligne avec des adhésifs tels que l'utilisation de plaques de verre traitées par adhérence ou de conception en verre scotché pour POM. De plus, le maintien d'une chambre fermée ou chauffée pourrait grandement faciliter la régulation de la température et protéger l'impression des brises et/ou des conditions de travail défavorables, comme la déformation.
De plus, ayant un effet amplifié sur la qualité d'impression grâce à la manipulation des vitesses d'impression, les vitesses d'impression peuvent soit être réduites davantage Les vitesses plus lentes sont généralement meilleures avec le POM, environ 2040 mm/s, puisque le matériau nécessitera plus de temps pour refroidir et raffermir entre les couches De plus, une gestion judicieuse des réglages de refroidissement et de rétraction est envisagée pour aider à apaiser les adversités de cordage ou autres imperfections de surface Avec de petits ajustements sur ces qualités on peut commencer à fabriquer des impressions précises et bien faites qui exploitent avec complexité la résistance et la longévité des filaments POM.
Obtenir l'adhérence critique au lit est particulièrement important lorsque vous travaillez avec POM Vous devriez avoir un lit thermalisé avant de planer au-dessus pas vraiment toute autre force potentielle pour garder la chaleur à l'écart Pour minimiser la déformation, la température du lit réchauffé doit être d'environ 100-120 °C Par ailleurs, la stabilité de la température dans l'environnement de travail, assisté par une enceinte, travaille à lutter contre les fluctuations de température qui ont affecté négativement l'impression.
Pour augmenter encore l'adhérence, il est très utile de placer une couche adhésive appropriée sur le lit d'impression. Par exemple, un adhésif peut être réalisé en utilisant une fine couche de colle, quelques feuilles collantes ou un peu de patience avec certains sprays de traitement de surface afin que rien n'arrive à la pièce. Les processus fournis produisent une rugosité de surface optimisée qui permet une adhérence un peu accrue entre les deux parties pour laisser la première couche adhérer efficacement. Le lit d'impression propre est le meilleur contrôle pour annuler la présence de poussière et de graisse afin d'obtenir les avantages souhaités.
Faire aplatir le lit d'impression autant que possible est un processus fréquemment négligé, pourtant c'est le nœud du problème Le remplissage du lit n'entraînera certainement pas non seulement une adhérence inégale, ce qui donnera des impressions corrompues ou même pas d'imprimantes, mais trouvera très probablement un moyen de tout le reste Un étalonnage régulier du niveau du lit et de la hauteur de la buse sur le lit peut également assurer de manière significative une bonne portée d'adhérence Mis en œuvre ensemble, ces approches diminueraient considérablement le risque de déformation et d'autres problèmes concernant l'adhérence, qui peuvent survenir dans POM, et pourraient garantir l'obtention d'une impression plus douce avec des résultats de qualité.

Un contrôle adéquat de la température est essentiel pour obtenir les meilleurs résultats avec l'impression 3 D à l'aide de filaments POM La plage de température recommandée pour les buses se situe généralement entre 210 °C et 230 °C, tandis que la température du lit peut être réglée entre 100 °C et 130 °C. Le fait de trouver l'harmonie entre ces températures profite à la bonne fusion et à l'adhésion entre le filament et le lit et contribue donc également à conjurer des problèmes comme la déformation ou les séparations de couches lors de l'impression De plus, l'utilisation d'enceintes ou d'autres moyens de conservation de la chaleur doit avoir un effet positif sur la suppression de la fluctuation des conditions environnementales nécessaires pour améliorer la qualité de l'impression.
Un autre rôle clé pour obtenir un rendement fluide est de régler l'étalonnage Après tout, le nivellement du lit ne peut pas être négligé car il dicte la distance correcte de la hauteur de la buse par rapport au lit d'impression, affectant ainsi l'adhérence et la précision de l'impression. Garder la hauteur de la buse en échec contribue à garantir une liaison parfaite de la première couche avec le composant du lit d'impression, réduisant ainsi les risques de déplacement ou de fondation faible. Différents choix de taille de buse entraînent une variation de l'extrusion du filament, nécessitant ainsi un recalibrage du niveau. Les méthodes de test de la jauge Feeler ou du papier peuvent être utilisées pour perfectionner davantage le processus de nivellement.
La dernière partie de la réalisation des trajectoires spécifiques aux filaments POM devrait voir la fiabilité de l'impression augmenter Peu de refroidissement est généralement la règle pour POM, mais un certain refroidissement pour le deuxième cas ou pour ralentir la vitesse ou imprimer des couches très complexes est le moyen de sauver toute perte d'intégrité structurelle due à la surchauffe Les facteurs oubliés affectent le processus global d'impression 3 D : ont une bonne gestion de la température, le niveau, et les systèmes de refroidissement en place, et nous pouvons avoir confiance que de grands résultats viendront.
Ceci est d'une importance cruciale lorsqu'il s'agit de concevoir les pièces d'impression optimales et les filaments POM Les intervalles de hauteur des couches sont typiquement de 0,1 mm à 0,2 mm, selon l'équilibre souhaité des détails à la longueur Les couches plus fines donnent un niveau de précision accru aux conceptions plus risquées, mais prennent aussi plus de temps pour imprimer l'ensemble De même, avec une hauteur de couche plus grande, l'imprimante prend moins de temps mais offre toujours la majeure partie de la résistance nécessaire pour n'importe quelle pièce.
La vitesse d'impression est hautement cruciale dans le scénario Des vitesses plus faibles, par exemple, autour de 30-50 mm/s, entraîneront un chauffage et une liaison uniformes aux couches précédentes Mais des vitesses plus élevées pourraient créer des défauts tels qu'une faible liaison, une séparation des couches ou un gauchissement (en particulier dans POM : il présente un retrait et nécessite une manipulation et un traitement très doux).Il sera important de tester les réglages et de trouver le meilleur réglage de vitesse en fonction de la complexité et de la taille de chaque situation.
De plus, cet artefact combine la hauteur de la couche et la vitesse d'impression tout en incorporant d'autres paramètres de l'impression Il est important de faire une session d'étalonnage complète sur le meilleur test d'impression avant de commencer un grand projet ; cela garantit à son tour que tout le monde se soucie d'optimiser les paramètres du filament et de la conception à utiliser. Ces astuces aideront POM à réussir sur les imprimantes 3 D ciblant la meilleure qualité et performance.
Les structures de support jouent un rôle essentiel pour assurer la précision et la qualité des pièces imprimées en 3 D en empêchant la déformation pendant l'opération d'impression, celles-ci sont destinées à ancrer les articles qui sont librement positionnés au-dessus des espaces, ou sont déplacés quelque peu de la plate-forme de construction Le manque de support approprié forcera un article à se déformer ou à s'effondrer avec son propre poids, ce qui entraînera soit une impression ratée et un gaspillage de matériel.
Pour garantir que les structures sont extrêmement efficaces, le placement stratégique de ces supports doit aider à gérer la production de matériaux et la facilité de retrait. Les facteurs à prendre en compte lors de la conception des supports incluent alors l'inclinaison du surplomb, l'orientation des impressions et le type de matériau imprimé. Le logiciel Slicer facilite la personnalisation des différents éléments tels que la densité du support, les motifs et le placement, le tout au prix de l'optimisation de l'utilisation des matériaux et éventuellement de la découpe des étapes de post-traitement.
Un bon étalonnage et une expérimentation avec le réglage de support nécessaire est ce qui permet d'actualiser pleinement les résultats finaux La suppression des structures de support sans endommager une impression repose sur un traitement délicat, et dans ce contexte, l'utilisation de matériaux solubles peut faire des merveilles pour des conceptions complexes Si dans tous les cas, le support est fait correctement, il améliore la durabilité, réduit les chances de déformation et donne une finition de haute qualité à la sortie d'une impression 3 D.
Dans le POM et dans certains autres matériaux, la déformation est identifiée lorsque les bords extérieurs d'une impression 3 D commencent à se soulever de la plate-forme de construction Ce levage par brassage crée une forme déformée qui ne suit plus aucun des modèles prévus D'autres symptômes peuvent être visités, notamment des fissures visibles aux coins ou aux arêtes vives et une finition de surface variée qui est très due à la tension du matériau pendant la phase de refroidissement.
Un autre symptôme courant ici est le désalignement des pièces, dans lequel les dépôts ne parviennent souvent pas à coller les uns sur les autres - et ne collent pas bien les uns sur les autres - à n'importe quelle couche pendant le processus d'impression. Cela entraîne une mauvaise intégrité structurelle, rendant les pièces finales mal adaptées à l'assemblage dans un système plus grand. Imprime que la chaîne peut présenter n'importe quelle manière de déformation, de l'intérieur vers l'extérieur ; ceux-ci dépendront à la fois des températures de refroidissement ou de fluctuation des extrémités chaudes pendant l'impression.
Pour la détection et l'identification de ces anomalies, se référer à la couleur, à la finition, ou à tout autre signe physique de l'objet fini, dès qu'il se refroidit Si un sol plat en béton est disponible, il pourrait révéler un détachement avec des zones de non-niveau évidentes La déformation par traçage dès son début précoce pointera vers un processus d'adhésion et de détachement de couche faible La reconnaissance précoce de ces symptômes ouvre la voie à des solutions plus puissantes et à un niveau accru de qualité d'impression.
Lorsqu'il s'agit de pièces déformées, la première chose qui vient habituellement à l'esprit est la détermination du degré et de la cause de la déformation. Dans certaines situations, l'ajout de chaleur à une zone endommagée spécifique peut être très efficace pour remettre la pièce déformée dans sa forme originale. Fournir un chauffage doux en utilisant un pistolet thermique ou de l'eau chaude sur la région déformée jusqu'à ce que la zone restante devienne suffisamment douce pour être pressée contre une surface plane ou un moule fabriqué. De cette manière, le refroidissement devrait conserver la forme nouvelle et corrigée.
Poncer et remplir la pièce en cas de déformation sévère pourrait également faire la magie Commencez par poncer d'abord la zone déformée d'une manière qui laisserait la surface uniforme, puis utilisez un matériau de remplissage ou adhésif pour combler les espaces ou affaiblir les pièces. Une fois l'adhésif réglé, poncez à nouveau jusqu'à la surface. Cette méthode sera généralement qualifiée d'efficace si la déformation fait que la pièce ne fonctionne pas.
Modifier et améliorer les paramètres d'une nouvelle impression est préférable si la mise à l'échelle est sévère ou si l'intégrité structurelle est compromise en raison de la déformation. Des paramètres tels que l'adhésion de la couche, la température du lit d'impression et le refroidissement doivent être modifiés. L'utilisation du matériau avec la moindre déformation pourrait réduire les problèmes récurrents dans les impressions futures. Ces mesures éliminent les mauvais résultats du reconditionnement et de la nouvelle production.
Pour prévenir le gauchissement lors de l'usinage CNC POM, une attention particulière doit être prise en termes de sélection des matériaux et de conditions environnementales L'utilisation de matériau POM de haute qualité avec des propriétés uniformes est une grande étape pour limiter le gauchissement La concurrence est importante si nous voulons supprimer ce qui se passe On ne peut pas négliger l'effet stabilisant que les conditions environnementales telles que la température et l'humidité au sein du centre de travail ont sur le matériau.
La sélection appropriée des outils et le choix des réglages appropriés de la machine facilitent encore l'usinage de précision Les arêtes de coupe bénéficieraient également du processus de normalisation Ainsi c'est ainsi qu'elles se dresseront pour chauffer facilement et éviter la déformation Des vitesses de coupe, des débits d'alimentation et des applications de liquide de refroidissement appropriés contribuent encore à améliorer la précision de l'usinage et à réduire le risque de déformation.
Une réglementation complète de la production ainsi que des moyens finaux de contrôle de qualité ne peuvent fournir que des produits identiques. Même si une évaluation régulière des pièces usinées pour détecter tout signe de déformation ou défaut observable serait en mesure de détecter un problème alors qu'il en est encore à un stade précoce. En combinant le choix du matériau, l'usinage précis et l'assurance qualité, la stabilité à long terme et les performances du marché des pièces POM doivent être maintenues de manière efficace.
Q : Puisque POM a tendance à se déformer et à se déformer facilement, que faut-il faire en termes d'étapes initiales ?
R : Optimiser les paramètres d'impression : utiliser un lit d'impression chauffé (100-120 °C), réduire la vitesse d'impression, assurer une hauteur de première couche appropriée et imprimer dans un boîtier L'utilisation d'un radeau ou d'un bord et d'aides à l'adhésion comme des bâtonnets de colle ou des laques spéciales permet également de maintenir la planéité pendant le refroidissement.
Q : Comment la dilatation thermique affecte-t-elle la déformation du filament POM ?
R : Le POM a un coefficient de dilatation thermique élevé, ce qui signifie qu'il se rétrécit considérablement lors du refroidissement Le contrôle des gradients thermiques via des enceintes et des lits chauffés (environ 70 °C de température ambiante de la chambre) minimise le frisage et maintient des dimensions stables.
Q : Quelle approche est la meilleure : radeaux, bords ou pinces ?
R : Les radeaux et les bords augmentent l'empreinte de la première couche et sont fortement recommandés. Pour les grandes pièces, le serrage mécanique combiné à des revêtements adhésifs comme une laque ou une laque peut protéger davantage la pièce contre les contraintes de refroidissement.
Q : Quels revêtements et adhésifs de surface de lit sont bons pour POM ?
R : Les solutions courantes incluent les bâtonnets de colle, la laque et les adhésifs spéciaux. Ceux-ci augmentent la rugosité de la surface et la force de liaison. L’expérimentation est essentielle pour trouver le revêtement spécifique qui fonctionne avec votre machine et votre lot de filaments.
Q : Comment la température et la vitesse du hotend influencent-elles la déformation ?
R : Des températures de hotend plus élevées améliorent la liaison inter-couches et réduisent les contraintes internes. À l’inverse, des vitesses lentes et des premières couches épaisses gèrent le retrait. Cependant, la surchauffe augmente la dilatation thermique, nécessitant un équilibre minutieux des paramètres.
Q : Un boîtier et des ventilateurs de refroidissement peuvent-ils empêcher la déformation du POM ?
R : Oui. Une enceinte stabilise la température ambiante et empêche un refroidissement rapide Vous devez limiter ou désactiver les ventilateurs de refroidissement des pièces pour réduire les gradients thermiques, aidant ainsi les pièces à rester plates lorsqu'elles atteignent la température ambiante.
Q : Comment POM se compare-t-il avec PLA ou Nylon ?
R : Le POM est plus problématique que le PLA en raison d'une dilatation thermique plus élevée et d'un frottement plus faible. Le nylon est également confronté à des problèmes de retrait mais diffère en termes de ténacité. Le POM nécessite des températures de lit nettement plus élevées et un contrôle environnemental plus strict que le PLA.
Q : Quelles sont les prochaines étapes de dépannage si les correctifs courants échouent ?
R : Testez un paramètre à la fois dans des expériences contrôlées (température du lit, adhésifs, radeaux, enceintes).Si les défauts persistent, envisagez de modifier la marque du filament ou la configuration de l'équipement/de la buse, car certains lots de filaments spécifiques peuvent être sujets à des taux de défauts plus élevés.
Mélanges POM/EVA avec un futur utilitaire en dépôt fondu
Cette étude explore comment le mélange de POM avec EVA peut réduire les effets de déformation dans les spécimens imprimés en 3 D.
Lisez l'article ici









