


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.



El polioximetileno, o generalmente conocido como acetal, es un termoplástico muy apreciado por su resistencia, rigidez y excelentes cualidades antifricción. Aún así, cada material versátil presenta ciertos desafíos que acompañan su procesamiento y aplicación. El principal es principalmente la deformación y deformación en la que se detiene principalmente. ¿Por qué sucede y, lo más importante, cómo se puede evitar? Desconcertar las razones de estos males en el comportamiento característico del producto se ha vuelto particularmente necesario para el ingeniero, quien contempla la unidad de fabricación o el aficionado principiante para asegurarse de las mejores conclusiones posibles del concepto innovador. Este artículo establecerá las causas habituales de deformación y deformación en POM y luego analizará formas de prevenirlo, produciendo en última instancia productos finales funcionales y de alta calidad. Así que lea y tome nota si necesita encontrar las mejores formas de utilizar este material.

El polioximetileno (POM), más comúnmente conocido como acetal, es un termoplástico de alto rendimiento altamente empleado en requisitos de impresión y fabricación 3D con propiedades mecánicas encasilladas. También notable por su alta rigidez, excelente resistencia al desgaste y excepcional estabilidad dimensional, estas propiedades construyen POM como una alternativa apropiada para componentes mecánicos de precisión como engranajes, cojinetes lisos y sujetadores, porque estas piezas requieren cierta tolerancia a la tensión mecánica y resistencia.
Si bien la baja fricción es una propiedad mencionada anteriormente, también es importante que POM encuentre utilidad en aplicaciones en las que evitar la fricción es clave. Sin embargo, como muchos polis, POM sigue siendo confiable y duradero en aplicaciones desafiantes. Esto se debe a que es resistente a la humedad, impermeable a los productos químicos y no tiene problemas cuando se enfrenta a unos pocos solventes. POM, a su vez, es algo sensible al calor en comparación con muchos otros plásticos de ingeniería, tanto cuando se enfrenta a una aplicación continua a altas temperaturas como cuando se utiliza en aplicaciones calientes extremadamente exigentes.
Desafíos como la deformación a menudo se crean debido a una refrigeración deficiente o a perfiles de materiales no asegurados. Estas dificultades pueden superarse comprendiendo las limitaciones de los materiales y revisando los parámetros del proceso para construir componentes confiables para aplicaciones arquitectónicas y de ingeniería.
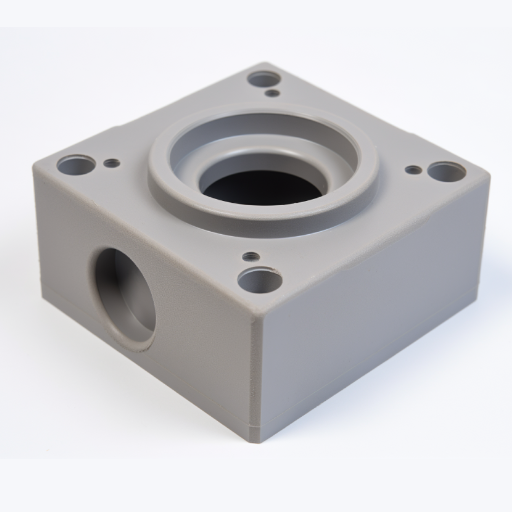
Los bloques de polioximetileno (POM) son grandes equipos de ingeniería y diseño debido a sus propiedades afectadas por un alto nivel de rendimiento y un alto grado de versatilidad. Su alta resistencia, extrema rigidez y baja fricción permitieron que se utilizaran en estas tolerancias y expectativas en cualquier caso para realizar aplicaciones que requieran resistencia o precisión. También es resistente al desgaste, la fatiga y el impacto, porque es adecuado para la fabricación de componentes como engranajes, cojinetes y sujetadores, donde la demanda es de un producto que proporcione un comportamiento consistente cuando se somete a tensión.
Una de las características beneficiosas de POM relevantes para la ingeniería es que POM posee una estabilidad dimensional excepcional. Este atributo permite que los componentes mantengan forma y función incluso bajo una amplia gama de cambios cuantitativos en las condiciones ambientales, como cambios de temperatura o humedad. Entonces, POM, debido a su estabilidad química, es prácticamente siempre el material ideal para usar en aplicaciones donde el contacto con combustibles, aceites y solventes es común. Debido a esta capacidad, asegura un funcionamiento duradero y confiable con casi ningún mantenimiento, minimizando así el desembolso.
Directamente de las ventajas mecánicas y químicas, POM también permite diseños innovadores. En cuanto a sus propiedades en el mecanizado, POM otorga esa oportunidad adicional para el moldeo por inyección CNC. La versátil gama de propiedades asegura la presencia de POM como plástico de ingeniería que desarrolla parcialmente cada uno de estos tipos y funciones de diseño en los mercados de automoción, electrónica de consumo y máquinas industriales, donde la eficiencia y el rendimiento son esenciales.
La deformación y la deformación son problemas comunes que surgen en la impresión 3D principalmente con materiales POM (polioximetileno). Estos desafíos suelen surgir porque el material no se enfría uniformemente durante la impresión. Cuando las capas de plástico se enfrían más rápidamente que otras, se desarrollan tensiones internas que provocan un rizado abrupto o se derriten lejos del lecho de impresión. Este desequilibrio puede dar lugar a dimensiones variables y la estructura de la pieza puede debilitarse.
Varios factores influyen en la deformación, cuya manifestación podría deberse a una adherencia inadecuada del lecho, ajustes de temperatura no optimizados y factores ambientales como corrientes de aire o humedad. Específicamente para POM, la alta tasa de contracción del material y la baja energía superficial presentan desafíos particularmente fuertes. Si sucede que no se forma una unión fuerte entre el material y el lecho de impresión, las capas iniciales pueden desprenderse del lecho o deformarse en forma, ya que se puede observar una deficiencia de contracción adecuada.
La adhesión del lecho de impresión, como deformación y deformación inadecuadas sin POM, es un requisito previo crítico para corregir tales deformaciones. Implica mantener el lecho de impresión caliente y utilizar adhesivos; la impresora se puede cerrar y garantizar el control de corrientes de aire mediante el cual se puede mantener una temperatura constante. Ajustar los ajustes de impresión, como optimizar la temperatura del lecho y la boquilla, ajustar la velocidad de impresión, puede aliviar las tensiones internas hasta cierto punto. Una composición prudente de todos estos parámetros hace que POM y sus homólogos sean capaces de ofrecer impresiones confiables y de alta calidad.

Se considera que el polioximetileno (POM) exhibe una diversidad considerable en términos de propiedades térmicas que influyen en varios aspectos de la calidad de impresión. Un aspecto importante de POM es su alta naturaleza cristalina, lo que explica su alta resistencia mecánica y durabilidad. Desafortunadamente, este beneficio conduce al alto grado de contracción durante el proceso de enfriamiento, lo que lleva al material a deformarse o deformarse; Este fenómeno surge de la tendencia del material a encogerse de manera no uniforme, lo que resulta en una acumulación de altas tensiones internas dentro del objeto impreso.
Además de eso, la temperatura de fusión relativamente alta de POM ejemplifica la necesidad de un control preciso de la temperatura en la extrusión y el calentamiento del lecho de impresión durante el proceso de impresión. Un control deficiente de la temperatura podría dar como resultado una adhesión deficiente de capa a capa y un alto riesgo de deformación. Además, su baja conductividad térmica es lenta a la hora de absorber calor, lo que dificulta su distribución uniforme. Estas características generalmente hacen que el comportamiento de enfriamiento no sea uniforme mientras todo el objeto aún está impreso. Esto fomenta aún más la distorsión, especialmente en impresiones de gran tamaño y diseños complejos donde el enfriamiento desigual puede ser perjudicial.
Una mejora inferida de la consistencia y el control térmicos, mientras que la impresión 3D es fundamental. Cerrar completamente la impresora para eliminar cualquier fluctuación de temperatura es fundamental; La calibración de parámetros esenciales como las temperaturas de la boquilla y del lecho sustituirá la tensión interna atenuante. Mejorar la estabilidad dimensional en las piezas fabricadas (es particularmente interesante imprimir en POM) atribuible a un lecho calentado y posterior enfriamiento gradual. El cuidado constante de las propiedades térmicas reducirá, con considerable éxito, el riesgo de deformación y deformación.
El filamento POM es muy propenso a la absorción de humedad, lo que afecta considerablemente su rendimiento durante el proceso de impresión 3D. El filamento POM absorbe la humedad del aire cuando se expone a un ambiente húmedo. Esta humedad puede causar efectos desagradables como una disminución en la resistencia del material, pérdida de calidad de la superficie y presencia de burbujas o encordados durante la impresión. Estos problemas surgen de la vaporización de la abundante humedad del filamento cuando se calienta, lo que interfiere con un proceso de extrusión suave. Por lo tanto, la calidad de impresión afectada es común.
El almacenamiento y la preparación son estrategias clave. Utilice recipientes herméticos con sobres desecantes. El presecado es un paso importante para eliminar la humedad absorbida antes del consumo para garantizar impresiones de alta calidad y un uso eficaz de las propiedades mecánicas.
La deformación en la impresión 3D se debe principalmente al enfriamiento desigual y la contracción del material durante el proceso de impresión. Sin embargo, factores ambientales como las fluctuaciones de temperatura, las corrientes de aire y la humedad también son cuestiones primordiales que contribuyen al empeoramiento de este problema. Tanto el flujo térmico como la higroscopia se consideran los principales factores contribuyentes que conducen a la improbabilidad de la estabilidad requerida para los resultados previstos.
Las variaciones de temperatura crean diferentes velocidades de enfriamiento local en la pieza, lo que genera tensiones internas que deforman la pieza. Mantener constante la temperatura ambiente protegiéndola con una impresora cerrada o una cámara que atrapa y principalmente retiene el calor permite minimizar los problemas antes mencionados al imprimir materiales como POM, que están naturalmente inclinados a encogerse.
El aumento de la humedad puede afectar la deformación a través de las propiedades del material, especialmente en materiales que podrían absorber humedad fácilmente. Para minimizar esto, es necesario asegurarse de que haya poca humedad en el entorno de impresión y que los filamentos se sequen y almacenen adecuadamente. Además, ubicar la impresora lejos de direcciones como aires acondicionados o ventanas puede ayudar a mantener todas las impresiones quietas con el tiempo.
La deformación de las piezas se puede observar en piezas de polioximetileno (POM), lo que crea un problema indeseable en el diseño al intentar lograr buenos resultados. Es de suma importancia tomar medidas para igualar las tensiones y mantener la delgadez de la pared. La estrategia más potente es establecer la consistencia del espesor de la pared siempre que sea posible, ya que las variaciones conducirán a un enfriamiento diferente de las secciones fundidas y posteriormente pueden provocar deformaciones. Las transiciones de características de alisado, utilizando filetes en lugar de bordes afilados, también se desvían rápidamente hacia condiciones de tensión de reconstrucción durante la producción.
Es fundamental que el diseño tenga en cuenta la contracción que se producirá. POM tiene una tasa de contracción más alta en comparación con otros materiales que deben considerarse para mantener la precisión dimensional requerida. Es necesario tener las tolerancias necesarias en el diseño para tener en cuenta la contracción del material al resistir el concepto de contracción uniforme de una manera no deseada. Por ejemplo, fortalecer la estructura con nervaduras puede ser beneficioso, pero deben disponerse bien para que no se aumenten puntos de presión innecesariamente.
Por último, es necesario optimizar la orientación de esa pieza en el piso de fabricación. Apilar dimensiones para minimizar la tensión durante el enfriamiento es una excelente manera de resolver la integridad estructural de la pieza. Las estructuras de soporte diseñadas adecuadamente en el proceso de fabricación ayudan a eliminar gradientes de temperatura desiguales que podrían causar deformación. Una combinación de los tratamientos mecánicos y de ingeniería de procesos adecuados puede mejorar el rendimiento de las piezas de POM y al mismo tiempo reducir problemas como la deformación.
Es fundamental ajustar la configuración operativa durante los trabajos de impresión de filamentos de POM para que el material tenga todas las oportunidades de maximizar la producción. POM es un material que ofrece lo mejor cuando se calienta correctamente. Se debe implementar un control muy fino de las temperaturas para que ningún bloqueo por deformación y separación de capas interfiera con nuestros proyectos.
| Configuración | Valor recomendado |
|---|---|
| Temperatura de la boquilla | 210 --230°C |
| Temperatura de la cama calentada | 100 -120°C |
| Velocidad de impresión | 20 ñan 40 mm/s |
La adhesión a la cama es una cuestión crítica para marcos de POM exitosos que pueden estar bien fundamentados en una selección de superficie en línea con adhesivos como el uso de placas de vidrio tratadas por adhesión o un diseño de vidrio con cinta adhesiva para POM. Además, mantener una cámara cerrada o calentada podría ayudar enormemente a regular la temperatura y proteger la impresión de brisas y/o condiciones de trabajo desfavorables, como la deformación.
Además, al tener un efecto magnificado sobre la calidad de la impresión mediante la manipulación de las velocidades de impresión, las velocidades de impresión se pueden reducir aún más. Las velocidades más lentas son generalmente mejores con POM, alrededor de 20-40 mm/s, ya que el material requerirá más tiempo para enfriarse y reafirmarse entre capas. Además, se contempla una gestión juiciosa de los ajustes de enfriamiento y retracción para ayudar a sofocar adversidades de encordado u otras imperfecciones de la superficie. Con pequeños ajustes en estas cualidades se puede comenzar a fabricar impresiones precisas y bien hechas que exploten intrincadamente la resistencia y longevidad de los filamentos de POM.
Obtener la adherencia crítica a la cama es particularmente importante cuando se trabaja con POM. Debe tener una cama termalizada antes de pasar el cursor sobre ninguna otra resistencia potencial para mantener alejado el calor. Para minimizar la deformación, la temperatura de la cama calentada debe rondar los 100-120°C. Además, la estabilidad de la temperatura en el entorno de trabajo, asistida por un recinto, contribuye a combatir las fluctuaciones de temperatura que afectan negativamente a la impresión.
Para aumentar aún más la adhesión, es bastante útil colocar una capa adhesiva adecuada sobre el lecho de impresión. Por ejemplo, se puede hacer un adhesivo usando una fina capa de pegamento, algunas láminas pegajosas o un poco de paciencia con algunos aerosoles de tratamiento de superficies para que no le pase nada a la pieza. Los procesos proporcionados producen una rugosidad superficial optimizada que permite una adhesión un poco mayor entre las dos partes para permitir que la primera capa se adhiera de manera efectiva. La cama de impresión limpia es el mejor control para cancelar la presencia de polvo y grasa para lograr los beneficios deseados.
Aplanar la cama de impresión tanto como sea posible es un proceso que con frecuencia se pasa por alto, pero es el quid de la cuestión. Definitivamente, derribar la cama no sólo dará como resultado una adhesión desigual, lo que dará impresiones corruptas o incluso ninguna impresora, sino que muy probablemente encontrará una manera de lograr todo lo demás. La calibración regular del nivel de la cama y la altura de la boquilla en la cama también puede garantizar significativamente un buen alcance de adhesión. Implementados juntos, estos enfoques disminuirían significativamente la posibilidad de deformación y otros problemas relacionados con la adhesión que pueden ocurrir en POM, y podrían garantizar lograr una impresión más suave con resultados de calidad.

El control adecuado de la temperatura es fundamental para lograr los mejores resultados con la impresión 3D utilizando filamentos POM. El rango de temperatura recomendado de la boquilla normalmente cae entre 210°C y 230°C, mientras que la temperatura del lecho se puede establecer entre 100°C y 130°C. Lograr la armonía entre estas temperaturas beneficia la fusión y adhesión adecuadas entre el filamento y el lecho y, por lo tanto, también ayuda a evitar problemas como deformaciones o separaciones de capas al imprimir. Además, el uso de gabinetes u otros medios de conservación del calor tendrá un efecto positivo al suprimir la fluctuación de las condiciones ambientales necesarias para mejorar la calidad de la impresión.
Una función clave más para lograr una salida suave es configurar la calibración. Después de todo, no se puede descuidar la nivelación del lecho, ya que dicta la distancia correcta de la altura de la boquilla lejos del lecho de impresión, lo que afecta la adhesión y la precisión de la impresión. Mantener la altura de la boquilla bajo control ayuda a garantizar una unión perfecta de la primera capa con el componente del lecho de impresión, reduciendo así las posibilidades de desplazamiento o una base débil. Las diferentes opciones en el tamaño de la boquilla dan como resultado una variación en la extrusión del filamento, lo que requiere la recalibración del nivel del lecho. Se pueden utilizar métodos de prueba de papel o calibre de sonda para perfeccionar aún más el proceso de nivelación.
La última parte de la creación de trayectorias específicas para los filamentos de POM debería aumentar la confiabilidad de la impresión. La regla suele ser poco enfriamiento para POM, pero algo de enfriamiento para el segundo caso o para reducir la velocidad o imprimir capas muy complejas es la manera de rescatar cualquier pérdida de integridad estructural debido al sobrecalentamiento. Los factores olvidados afectan el proceso general de impresión 3D: cuentan con buenos sistemas de gestión de temperatura, nivelación y enfriamiento, y podemos confiar en que se obtendrán grandes resultados.
Esto es de vital importancia cuando se trata de diseñar las piezas de impresión y los filamentos POM óptimos. Los intervalos de altura de la capa suelen ser de 0,1 mm a 0,2 mm, dependiendo del equilibrio deseado entre detalle y longitud. Las capas más delgadas brindan un mayor nivel de precisión a diseños más riesgosos, pero también tardan más en imprimir el conjunto. De manera similar, con una altura de capa mayor, la impresora tarda menos tiempo pero aún ofrece la mayor resistencia necesaria para cualquier pieza.
La velocidad de impresión es muy crucial en este escenario. Velocidades más bajas, por ejemplo, alrededor de 30-50 mm/s, darán como resultado un calentamiento y unión uniformes a las capas anteriores. Pero velocidades más altas pueden crear defectos como unión débil, separación de capas o deformación (especialmente en POM: presenta contracción y requiere un manejo y procesamiento muy suave). Será importante probar los ajustes y encontrar el mejor ajuste de velocidad según la complejidad y el tamaño de cada situación.
Además, este artefacto combina la altura de la capa y la velocidad de impresión incorporando otros parámetros de la impresión. Es importante realizar una sesión de calibración completa en la mejor prueba de impresión antes de iniciar un gran proyecto; esto a su vez garantiza que todos se preocupen por optimizar la configuración del filamento y el diseño a utilizar. Estos trucos ayudarán a POM a tener éxito en impresoras 3D con la mejor calidad y rendimiento.
Las estructuras de soporte desempeñan un papel fundamental para garantizar la precisión y calidad de las piezas impresas en 3D al evitar la deformación durante la operación de impresión. Estos están destinados a anclar elementos que se colocan libremente sobre los espacios o que se desplazan un poco de la plataforma de construcción. La falta de soporte adecuado obligará a un artículo a deformarse o colapsar con su propio peso, lo que provocará una impresión fallida y un desperdicio de material.
Para garantizar que las estructuras sean extremadamente efectivas, la ubicación estratégica de dichos soportes debe ayudar a gestionar la producción de material y la facilidad de eliminación. Los factores a considerar al diseñar soportes incluyen la inclinación del saliente, la orientación de las impresiones y el tipo de material con el que se imprime. El software Slicer ayuda a personalizar los diversos elementos, como la densidad, los patrones y la ubicación del soporte, todo a costa de optimizar el uso del material y posiblemente cortar los pasos de posprocesamiento.
Una buena calibración y experimentación con la configuración de soporte necesaria es lo que permite actualizar completamente los resultados finales. Quitar las estructuras de soporte sin dañar una impresión depende de un tratamiento delicado y, en este contexto, el uso de materiales solubles puede hacer maravillas para diseños complejos. Si en todos y cada uno de los casos el soporte se realiza correctamente, mejora la durabilidad, reduce las posibilidades de deformación y proporciona un acabado de alta calidad a la salida de una impresión 3D.
En POM y algunos otros materiales, la deformación se identifica cuando los bordes exteriores de una impresión 3D comienzan a levantarse de la plataforma de construcción. Este levantamiento cervecero crea una forma distorsionada que ya no sigue ninguno de los diseños previstos. Se pueden visitar otros síntomas, incluidas grietas visibles en las esquinas o bordes afilados y un acabado superficial variado que se debe en gran medida a la tensión del material durante la fase de enfriamiento.
Otro síntoma común aquí es la desalineación de partes, en la que los depósitos a menudo no se pegan entre sí (y no se pegan bien entre sí) en ninguna capa durante el proceso de impresión. Esto da como resultado una integridad estructural deficiente, lo que hace que las piezas finales no sean adecuadas para el ensamblaje en un sistema más grande. Impresiones que deforman pueden presentar cualquier tipo de deformación, desde adentro hacia afuera; los que dependerán tanto de temperaturas de enfriamiento como de fluctuación del extremo caliente durante la impresión.
Para la detección e identificación de estas anomalías, consulte el color, el acabado o cualquier otro signo físico del objeto terminado, tan pronto como se enfríe. Si hay un piso plano de concreto disponible, podría revelar desprendimiento con áreas obvias desniveladas. Rastrear la deformación desde su inicio apuntará hacia un proceso débil de adhesión y desprendimiento de capas. El reconocimiento temprano de estos síntomas allana el camino para soluciones más potentes y un mayor nivel de calidad de impresión.
Cuando se trata de piezas deformadas, lo inicial que normalmente me viene a la mente es la determinación del grado y la causa de la deformación. En algunas situaciones, agregar calor a un área dañada específica puede ser bastante efectivo para que la pieza deformada vuelva a su forma original. Proporcione un calentamiento suave usando una pistola de calor o agua caliente sobre la región deformada hasta que el área restante se vuelva lo suficientemente suave como para presionar contra una superficie plana o un molde fabricado. De esta manera, se espera que el enfriamiento conserve la forma nueva y corregida.
Lijar y llenar la pieza en caso de deformación severa también podría hacer la magia. Comience lijando primero el área deformada de una manera que deje el área de superficie uniforme, luego use material de relleno o adhesivo para cerrar espacios o debilitar las piezas. Una vez que el adhesivo esté fraguado, lije nuevamente para igualar la superficie nuevamente. Este método generalmente se considerará efectivo si la deformación hace que la pieza no funcione.
Modificar y mejorar la configuración para una nueva impresión es mejor si el escalado es severo o la integridad estructural se ve comprometida debido a la deformación. Se deben modificar parámetros como la adhesión de la capa, la temperatura del lecho de impresión y el enfriamiento. El uso del material con la más mínima deformación podría reducir los problemas recurrentes en futuras impresiones. Estas medidas eliminan los malos resultados tanto del reacondicionamiento como de la nueva producción.
Para evitar la deformación durante el mecanizado CNC de POM, se debe tener especial consideración en términos de selección de materiales y condiciones ambientales. El uso de material POM de alta calidad con propiedades uniformes es un gran paso para limitar la deformación. La concurrencia es importante si queremos suprimir esto. No se puede descuidar el efecto estabilizador que las condiciones ambientales como la temperatura y la humedad dentro del centro de trabajo tienen sobre el material.
La selección adecuada de herramientas y la elección de la configuración adecuada de la máquina ayudan aún más en el mecanizado de precisión. Los filos de corte también se beneficiarían del proceso de normalización. Así es como resistirán fácilmente el calor y evitarán la deformación. Las velocidades de corte, las velocidades de alimentación y las aplicaciones de refrigerante adecuadas ayudan aún más a mejorar la precisión del mecanizado y reducir el riesgo de deformación.
La regulación total de la producción junto con los medios finales de control de calidad sólo pueden ofrecer productos idénticos. Si bien la evaluación periódica de las piezas mecanizadas para detectar signos de deformación o defectos observables podría localizar un problema cuando aún se encuentra en una etapa temprana. Al combinar la elección del material, el mecanizado preciso y la garantía de calidad, la estabilidad a largo plazo y el rendimiento en el mercado de las piezas POM se mantendrán de manera eficaz.
P: Dado que la POM tiende a deformarse y deformarse fácilmente, ¿qué se debe hacer en términos de pasos iniciales?
R: Optimice la configuración de impresión: use una cama de impresión calentada (100-120°C), reduzca la velocidad de impresión, garantice la altura adecuada de la primera capa e imprima dentro de un recinto. El uso de una balsa o ala y ayudas de adhesión como barras de pegamento o lacas especiales también ayuda a mantener la planitud durante el enfriamiento.
P: ¿Cómo afecta la expansión térmica a la deformación del filamento POM?
R: POM tiene un alto coeficiente de expansión térmica, lo que significa que se contrae significativamente al enfriarse. El control de los gradientes térmicos a través de recintos y lechos calentados (alrededor de 70°C de temperatura ambiente de la cámara) minimiza el rizado y mantiene dimensiones estables.
P: ¿Qué enfoque es mejor: balsas, ala o abrazaderas?
R: Tanto las balsas como las alas aumentan la huella de la primera capa y son muy recomendables. Para piezas grandes, la sujeción mecánica combinada con revestimientos adhesivos como laca para el cabello o laca puede asegurar aún más la pieza contra la tensión de enfriamiento.
P: ¿Qué revestimientos y adhesivos para superficies de lecho son buenos para POM?
R: Las soluciones comunes incluyen barras de pegamento, laca para el cabello y adhesivos especiales. Estos aumentan la rugosidad de la superficie y la fuerza de unión. La experimentación es clave para encontrar el recubrimiento específico que funcione con su máquina y lote de filamentos.
P: ¿Cómo influyen la temperatura y la velocidad del hotend en la deformación?
R: Las temperaturas más altas del hotend mejoran la unión entre capas y reducen la tensión interna. Por el contrario, las velocidades lentas y las primeras capas gruesas gestionan la contracción. Sin embargo, el sobrecalentamiento aumenta la expansión térmica, lo que requiere un cuidadoso equilibrio de parámetros.
P: ¿Pueden una carcasa y ventiladores de refrigeración evitar la deformación de POM?
R: Sí. Un recinto estabiliza la temperatura ambiente y evita un enfriamiento rápido. Debe limitar o desactivar los ventiladores de enfriamiento de piezas para reducir los gradientes térmicos, lo que ayuda a que las piezas permanezcan planas a medida que alcanzan la temperatura ambiente.
P: ¿Cómo se compara POM con PLA o nailon?
R: El POM es más problemático que el PLA debido a una mayor expansión térmica y una menor fricción. El nailon también enfrenta problemas de contracción, pero difiere en su tenacidad. POM requiere temperaturas de lecho significativamente más altas y un control ambiental más estricto en comparación con PLA.
P: ¿Cuáles son los siguientes pasos para solucionar problemas si fallan las correcciones comunes?
R: Pruebe un parámetro a la vez en experimentos controlados (temperatura del lecho, adhesivos, balsas, gabinetes). Si los defectos persisten, considere cambiar la marca del filamento o la configuración del equipo/boquilla, ya que algunos lotes de filamentos específicos pueden ser propensos a tasas de defectos más altas.
POM/EVA se combina con la utilidad futura en la deposición fusionada
Este estudio explora cómo la combinación de POM con EVA puede reducir los efectos de deformación en muestras impresas en 3D.
Lea el artículo aquí









