


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.



Polyoxymethylen oder allgemein als Acetal bekannt ist ein Thermoplast, der sehr geschätzt wird für seine Festigkeit, Steifigkeit, und ausgezeichnete Anti-Reibungs-Qualitäten Trotzdem hat jedes vielseitige Material bestimmte Herausforderungen begleiten die Verarbeitung und Anwendung Die wichtigste ist hauptsächlich die Verformung und Verformung, die hauptsächlich auf dem Warum passiert es und, was am wichtigsten ist, wie kann es vermieden werden? Gründe für diese Missstände in der charakteristischen Verhalten des Produkts zu beseitigen ist besonders notwendig geworden für den Ingenieur, der die Fertigungseinheit, oder der Anfänger Bastler, um die bestmöglichen Schlussfolgerungen des innovativen Konzepts zu gewährleisten Dieser Artikel wird die regelmäßigen Ursachen für Verformung und Verformung in POM festlegen und dann gehen durch Wege, um diese Qualität zu verhindern, letztendlich Endprodukte zu finden.

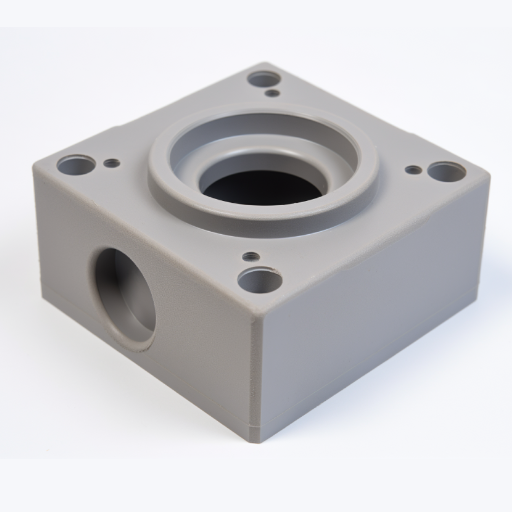
Polyoxymethylen (POM), besser bekannt als Acetal, ist ein Hochleistungs-Thermoplast, der häufig in 3 D-Druck- und Fertigungsanforderungen mit mechanischen Eigenschaften für den Typcast eingesetzt wird. Diese Eigenschaften zeichnen sich auch durch hohe Steifigkeit, hervorragende Verschleißfestigkeit und außergewöhnliche Dimensionsstabilität aus und konstruieren POM als geeignete Alternative für feinmechanische Komponenten wie Zahnräder, Gleitlager und Befestigungselemente, da diese Teile eine gewisse mechanische Spannungstoleranz und Festigkeit erfordern.
Während geringe Reibung eine bereits erwähnte Eigenschaft ist, ist es auch wichtig, dass POM in Anwendungen nützlich ist, bei denen Reibungsvermeidung von entscheidender Bedeutung ist. Wie viele Polys ist POM jedoch in anspruchsvollen Anwendungen immer noch zuverlässig und langlebig. Dies liegt daran, dass es feuchtigkeitsbeständig und unempfindlich gegenüber Chemikalien ist und keine Probleme mit einigen Lösungsmitteln hat. POM wiederum ist im Vergleich zu vielen anderen technischen Kunststoffen etwas wärmeempfindlich, sowohl bei kontinuierlicher Anwendung bei hohen Temperaturen als auch bei Verwendung in äußerst anspruchsvollen heißen Anwendungen.
Herausforderungen wie Verformung entstehen oft aufgrund schlechter Kühlung oder ungesicherter Materialprofile. Diese Schwierigkeiten können durch das Verständnis von Materialbeschränkungen und die Überarbeitung von Prozessparametern überwunden werden, um zuverlässige Komponenten für technische und architektonische Anwendungen zu bauen.
Blöcke aus Polyoxymethylen (POM) sind aufgrund ihrer Eigenschaften, die durch ein hohes Leistungsniveau und ein hohes Maß an Vielseitigkeit beeinträchtigt werden, ein großes technisches und konstruktives Getriebe. Seine hohe Festigkeit, extreme Steifigkeit und geringe Reibung ermöglichten es ihnen, in diesen Toleranzen eingesetzt zu werden. Erwartungen in jedem Fall, um Anwendungen zu realisieren, die Ausdauer oder Präzision erfordern. Es ist außerdem beständig gegen Verschleiß, Ermüdung und Stöße, da es für die Herstellung von Komponenten wie Zahnrädern, Lagern und Befestigungselementen geeignet ist, bei denen ein Produkt erforderlich ist, das bei Belastung ein gleichmäßiges Verhalten bietet.
Eines der vorteilhaften Merkmale von POM, die für die Technik relevant sind, ist, dass POM eine außergewöhnliche Dimensionsstabilität besitzt Dieses Attribut ermöglicht es Komponenten, Form und Funktion auch unter einer Vielzahl quantitativer Änderungen der Umgebungsbedingungen, wie Temperaturschwankungen oder Feuchtigkeit, zu halten Dann ist POM, wegen seiner chemischen Stabilität, praktisch immer das ideale Material für Anwendungen, bei denen der Kontakt mit Kraftstoffen, Ölen und Lösungsmitteln an der Tagesordnung ist Aufgrund dieser Fähigkeit gewährleistet es einen dauerhaft zuverlässigen Betrieb mit nahezu keiner Wartung und minimiert so den Aufwand.
Kireketisch der mechanischen und chemischen Vorteile ermöglicht POM auch innovative Designs. Was seine Eigenschaften in der Bearbeitung betrifft, bietet POM diese zusätzliche Möglichkeit für die Spritzguss-CNC. Ein vielseitiger Eigenschaftenbereich gewährleistet die Präsenz von POM als technischer Kunststoff, der teilweise jeden dieser Typen und Designfunktionen auf dem Automobil-, Unterhaltungselektronik- und Industriemaschinenmarkt entwickelt, wo Effizienz und Leistung von entscheidender Bedeutung sind.
Verformung und Verformung sind häufige Probleme, die beim 3 D-Druck hauptsächlich mit POM-Materialien (Polyoxymethylen) auftreten Diese Herausforderungen tauchen typischerweise auf, weil das Material während des Drucks nicht gleichmäßig abkühlt Wenn die Kunststoffschichten schneller abkühlen als andere, entwickeln sich innere Spannungen, die zu abruptem Kräuseln oder Abschmelzen vom Druckbett führen können Dieses Ungleichgewicht kann zu unterschiedlichen Abmessungen führen und die Struktur des Teils könnte schwach werden.
Bei der Verformung spielen mehrere Faktoren eine Rolle, deren Manifestation durch unsachgemäße Betthaftung, nicht optimierte Temperatureinstellungen und Umweltfaktoren wie Luftzug oder Luftfeuchtigkeit entstehen könnte. Insbesondere bei POM stellen die hohe Schrumpfungsrate des Materials und die geringe Oberflächenenergie besonders große Herausforderungen dar. Kommt es zu keiner starken Bindung zwischen Material und Druckbett, können sich die Anfangsschichten vom Bett lösen oder sich verformen, da ein geeigneter Schrumpfungsmangel beobachtet werden kann.
Druckbetthaftung als unsachgemäße POM-freie Gebrauchsverformung und - verformung ist eine entscheidende Voraussetzung, um solche Verformungen zu korrigieren, es geht darum, das Druckbett heiß zu halten und Klebstoffe zu verwenden; der Drucker kann eingeschlossen und eine Zugsteuerung sichergestellt werden, durch die eine konstante Temperatur aufrechterhalten werden kann Feinabstimmung der Druckeinstellungen wie Optimierung der Bett - und Düsentemperatur, Anpassung der Druckgeschwindigkeit, kann interne Spannungen bis zu einem gewissen Grad entlasten Eine umsichtige Zusammensetzung all dieser Parameter macht POM und seine Homologen in der Lage, zuverlässige und qualitativ hochwertige Drucke zu liefern.

Polyoxymethylen (POM) wird eine beträchtliche Vielfalt in Bezug auf thermische Eigenschaften zugeschrieben, die mehrere Aspekte der Druckqualität beeinflussen Ein wesentlicher Aspekt von POM ist seine hohe kristalline Natur, die für seine hohe mechanische Festigkeit und Haltbarkeit verantwortlich ist Leider führt dieser Vorteil dann zu dem hohen Grad der Kontraktion während des Abkühlvorgangs, was dazu führt, dass sich das Material verzieht oder verformt; dieses Phänomen entsteht durch die Tendenz des Materials, ungleichmäßig zu schrumpfen, was dazu führt, dass innerhalb des gedruckten Objekts hohe innere Spannungen aufgebaut werden.
Darüber hinaus verdeutlicht die relativ hohe Schmelztemperatur von POM die Notwendigkeit einer präzisen Temperaturregelung bei der Extrusion und Druckbettheizung während des Druckvorgangs Eine schlechte Kontrolle der Temperatur könnte zu einer schlechten Schicht-zu-Schicht-Haftung und einem hohen Risiko einer Verformung führen Darüber hinaus absorbiert seine geringe Wärmeleitfähigkeit die Wärme nur langsam, was eine gleichmäßige Verteilung erschwert. Diese Eigenschaften machen das Kühlverhalten normalerweise ungleichmäßig, während das gesamte Objekt noch unter Druck ist. Dies fördert noch mehr die Verformung, insbesondere bei großen Drucken und komplexen Designs, bei denen eine ungleichmäßige Kühlung schädlich sein kann.
Eine abgeleitete Verbesserung der thermischen Konsistenz und Kontrolle, während der 3 D-Druck von zentraler Bedeutung ist Vollständig den Drucker umschließen, um jegliche Temperaturschwankungen zu beseitigen, ist von grundlegender Bedeutung; die Kalibrierung wesentlicher Parameter wie Düsen - und Betttemperaturen wird die mildernde innere Spannung ersetzen Verbesserung der Dimensionsstabilität in hergestellten Teilen - dies ist besonders interessant, in POM zu drucken, das einem beheizten Bett und anschließender allmählicher Abkühlung zuzuordnen ist Die konsequente Pflege der thermischen Eigenschaften wird mit erheblichem Erfolg das Risiko von Verzug und Verformung verringern.
POM-Filament ist sehr anfällig für Feuchtigkeitsaufnahme, was seine Leistung während des 3 D-Druckprozesses erheblich beeinflusst POM-Filament absorbiert Feuchtigkeit aus der Luft, wenn es einer feuchten Umgebung ausgesetzt wird Diese Feuchtigkeit kann böse Effekte wie eine Abnahme der Materialfestigkeit, Verlust der Oberflächenqualität, und Vorhandensein von Blasen oder Schnüren während des Drucks verursachen Diese Probleme werden durch die Verdampfung reichlich Feuchtigkeit aus dem Filament bei Erwärmung getragen, was einen reibungslosen Extrusionsprozess beeinträchtigt. Eine beeinträchtigte Druckqualität ist daher häufig.
Lagerung und Zubereitung sind Schlüsselstrategien Verwenden Sie luftdichte Behälter mit Trockenmittelbeuteln Die Vortrocknung ist ein wichtiger Schritt, um absorbierte Feuchtigkeit vor dem Verzehr zu entfernen, um hochwertige Drucke und eine effektive Nutzung der mechanischen Eigenschaften zu garantieren.
Verformungen im 3 D-Druck werden hauptsächlich durch ungleichmäßige Abkühlung und Kontraktion des Materials während des Druckvorgangs verursacht, jedoch sind auch Umweltfaktoren wie Temperaturschwankungen, Zugluft und Feuchtigkeit vorrangige Probleme, die zur Verschlechterung dieses Problems beitragen Sowohl der thermische Fluss als auch die Hygroskopie werden als Hauptfaktoren angesehen, die zur Unwahrscheinlichkeit der für die beabsichtigten Ergebnisse erforderlichen Stabilität führen.
Temperaturschwankungen erzeugen unterschiedliche lokale Abkühlraten in dem Teil, was zu inneren Spannungen führt, die das Teil verzerren. Wenn Sie die Umgebungstemperatur durch Abschirmung mit einem geschlossenen Drucker oder einer Kammer, die Wärme einschließt und hauptsächlich speichert, konstant halten, können die oben genannten Probleme beim Drucken von Materialien wie POM minimiert werden, die von Natur aus zum Schrumpfen neigen.
Eine erhöhte Luftfeuchtigkeit kann sich über die Materialeigenschaften auf die Verformung auswirken, insbesondere bei Materialien, die leicht Feuchtigkeit absorbieren könnten. Um dies zu minimieren, muss sichergestellt werden, dass in der Druckumgebung eine niedrige Luftfeuchtigkeit herrscht und die Filamente ordnungsgemäß getrocknet und gelagert werden. Außerdem kann die Lokalisierung des Druckers außerhalb solcher Richtungen wie Klimaanlagen oder Fenster dazu beitragen, dass alle Drucke über einen längeren Zeitraum hinweg stillstehen.
Die Verformung von Teilen kann in Polyoxymethylen (POM) - Teilen beobachtet werden, wodurch ein unerwünschtes Problem bei der Konstruktion entsteht, während man versucht, gute Ergebnisse zu erzielen Es ist von größter Bedeutung, dass man Maßnahmen zur Angleichung der Spannungen und zur Aufrechterhaltung der Wanddünnung ergreift Die wirksamste Strategie besteht darin, die Konsistenz der Wanddicke nach Möglichkeit herzustellen, da Variationen daher zu einer unterschiedlichen Abkühlung geschmolzener Abschnitte führen und anschließend zu Verformungen führen können Glättungsmerkmalsübergänge, bei denen Filets anstelle scharfer Kanten verwendet werden, treiben auch während der Produktion schnell in Richtung wiederaufbauender Spannungsbedingungen.
Es ist von entscheidender Bedeutung, dass die Konstruktion die auftretende Schrumpfung berücksichtigt POM hat eine höhere Schrumpfungsrate im Vergleich zu anderen Materialien, die berücksichtigt werden müssen, um die erforderliche Maßgenauigkeit aufrechtzuerhalten. Es ist notwendig, die notwendigen Toleranzen in der Konstruktion zu haben, um Materialschrumpfung zu berücksichtigen, wenn man dem Konzept der gleichmäßigen Schrumpfung auf unwillkommene Weise widersteht. Beispielsweise kann eine Verstärkung der Struktur mit Rippen von Vorteil sein, sie müssen jedoch gut ausgelegt werden, damit keine Druckpunkte unnötig angehoben werden.
Schließlich muss die Ausrichtung dieses Teils auf dem Fertigungsboden optimiert werden Stapelabmessungen, damit die Belastung während des Abkühlens minimiert wird, sind eine hervorragende Möglichkeit, die strukturelle Integrität des Teils zu lösen Richtig gestaltete Stützstrukturen im Herstellungsprozess helfen dabei, ungleichmäßige Temperaturgradienten zu beseitigen, die zu Verwerfungen führen könnten Eine Kombination der richtigen mechanischen und prozesstechnischen Behandlungen kann die Leistung von POM-Teilen verbessern und gleichzeitig Probleme wie Verformungen reduzieren.
Es ist entscheidend, Ihre Betriebseinstellungen während der POM-Filamentdruckarbeiten so zu feilen, dass das Material jede Möglichkeit erhält, die Leistung zu maximieren POM ist ein Material, das das Beste bietet, wenn es richtig erwärmt wird Eine sehr feine Temperaturkontrolle muss implementiert werden, damit keine Verformungs- und Schichttrennungssperren unsere Projekte beeinträchtigen.
| Einstellung | Empfohlener Wert |
|---|---|
| Düsentemperatur | 210 230°C |
| Beheizte Betttemperatur | 100 120°C |
| Druckgeschwindigkeit | 20 – 40 mm/s |
Die Betthaftung ist ein so kritisches Thema für erfolgreiche POM-Rahmen, die in einer Oberflächenpflückung im Einklang mit Klebstoffen gut fundiert sein können, wie z. B. die Verwendung von haftbehandelten Glasplatten oder klebstoffgebundenem Glasdesign für POM. Darüber hinaus könnte die Aufrechterhaltung einer geschlossenen oder beheizten Kammer die Temperaturregulierung erheblich unterstützen und den Druck vor Brisen und/oder ungünstigen Arbeitsbedingungen wie Verformungen schützen.
Darüber hinaus können die Druckgeschwindigkeiten durch eine verstärkte Wirkung auf die Druckqualität durch Manipulation der Druckgeschwindigkeiten entweder weiter reduziert werden. Niedrigere Geschwindigkeiten sind bei POM im Allgemeinen besser, etwa 2040 mm/s, da das Material mehr Zeit zum Abkühlen und Festigen zwischen den Schichten benötigt. Darüber hinaus wird über eine umsichtige Verwaltung der Kühl- und Rückzugseinstellungen nachgedacht, um Saitenwiderstände oder andere Oberflächenfehler zu unterdrücken. Mit kleinen Anpassungen dieser Eigenschaften kann man beginnen, präzise und gut durchgesetzte Drucke herzustellen, die die Festigkeit und Langlebigkeit von POM-Filamenten auf komplizierte Weise ausnutzen.
Besonders wichtig bei der Arbeit mit POM ist die kritische Haftung am Bett. Bevor Sie mit der Maus darüber fahren, sollten Sie ein thermisiertes Bett haben, keine wirkliche potenzielle Festigkeit, um die Hitze fernzuhalten. Um Verformungen zu minimieren, muss die Temperatur des erwärmten Bettes etwa 100-120°C betragen. Darüber hinaus trägt die Temperaturstabilität in der Arbeitsumgebung, unterstützt durch ein Gehäuse, dazu bei, Temperaturschwankungen zu bekämpfen, die sich negativ auf den Druck auswirken.
Um die Haftung weiter zu erhöhen, ist das Anbringen einer richtigen Klebeschicht auf dem Druckbett sehr nützlich. Beispielsweise kann ein Klebstoff mit einer dünnen Klebeschicht, ein paar klebrigen Blättern oder etwas Geduld mit einigen Oberflächenbehandlungssprays hergestellt werden, sodass dem Teil nichts passiert. Die bereitgestellten Verfahren erzeugen eine optimierte Oberflächenrauheit, die eine etwas erhöhte Haftung zwischen den beiden Teilen ermöglicht, um die erste Schicht effektiv haften zu lassen. Das saubere Druckbett ist die beste Kontrolle, um das Vorhandensein von Staub und Fett zu unterdrücken, um die gewünschten Vorteile zu erzielen.
Das Druckbett so weit wie möglich flach zu bekommen ist ein häufig übersehener Vorgang, dennoch ist es der Knackpunkt Das Toppen des Bettes wird definitiv nicht nur zu einer ungleichmäßigen Haftung führen, die zu beschädigten Drucken oder sogar zu keinen Druckern führt, sondern höchstwahrscheinlich einen Weg zu allem dazwischen finden Eine regelmäßige Kalibrierung der Betthöhe und der Düsenhöhe auf dem Bett kann auch eine gute Haftungsreichweite erheblich gewährleisten. Zusammen umgesetzt würden diese Ansätze das Risiko einer Verformung und anderer Probleme im Zusammenhang mit der Haftung, die bei POM auftreten können, erheblich verringern und könnten das Erreichen eines sanfteren Drucks mit Qualitätsergebnissen gewährleisten.

Eine ordnungsgemäße Temperaturkontrolle ist entscheidend, um die besten Ergebnisse beim 3 D-Druck mit POM-Filamenten zu erzielen Der empfohlene Düsentemperaturbereich liegt typischerweise zwischen 210°C und 230°C, während die Betttemperatur zwischen 100°C und 130°C eingestellt werden kann. Das Auftreffen auf die Harmonie zwischen diesen Temperaturen kommt dem ordnungsgemäßen Schmelzen und der Haftung zwischen Filament und Bett zugute und trägt somit auch dazu bei, Probleme wie Verformungen oder Schichtabstände beim Drucken abzuwehren. Darüber hinaus muss sich die Verwendung von Gehäusen oder anderen Mitteln zur Wärmeerhaltung positiv auf die Unterdrückung der Schwankungen der Umgebungsbedingungen auswirken, die zur Verbesserung der Druckqualität erforderlich sind.
Eine weitere Schlüsselrolle für eine reibungslose Ausgabe ist die Einstellung der Kalibrierung, schließlich kann die Bettnivellierung nicht vernachlässigt werden, da sie den richtigen Abstand der Düsenhöhe vom Druckbett weg vorgibt und dadurch die Haftung und Druckgenauigkeit beeinflusst. Die Kontrolle der Düsenhöhe trägt dazu bei, eine perfekte Verbindung der ersten Schicht mit der Druckbettkomponente sicherzustellen und so die Wahrscheinlichkeit einer Verschiebung oder eines schwachen Fundaments zu verringern. Unterschiedliche Entscheidungen in der Düsengröße führen zu einer Variation in der Extrusion des Filaments, wodurch eine Neukalibrierung der Betthöhe erforderlich wird. Zur weiteren Perfektionierung des Nivellierungsprozesses können Feeler-Mess- oder Papiertestmethoden eingesetzt werden.
Der letzte Teil der Herstellung von Trajektorien speziell für POM-Filamente sollte die Druckzuverlässigkeit erhöhen. Normalerweise ist für POM wenig Abkühlung die Regel, aber etwas Abkühlung für den zweiten Fall oder die Verlangsamung der Geschwindigkeit oder der Druck sehr komplexer Schichten ist der Weg, um jeden Verlust der strukturellen Integrität aufgrund von Überhitzung zu retten. Vergessene Faktoren beeinflussen den gesamten 3 D-Druckprozess: Haben Sie gute Temperaturmanagement-, Niveaumittel- und Kühlsysteme, und wir können darauf vertrauen, dass großartige Ergebnisse erzielt werden.
Dies ist von entscheidender Bedeutung, wenn es um die Gestaltung der optimalen Druckteile und POM-Filamente geht Die Schichthöhenintervalle betragen typischerweise von 0,1 mm bis 0,2 mm, abhängig von der gewünschten Detailbalance bis zur Länge Dünnere Schichten geben riskanteren Designs ein erhöhtes Maß an Präzision, brauchen aber auch länger, um das Ganze zu drucken Ähnlich nimmt der Drucker bei einer größeren Schichthöhe weniger Zeit in Anspruch, bietet aber dennoch den größten Teil der für jedes Teil notwendigen Festigkeit.
Die Druckgeschwindigkeit ist in dem Szenario von großer Bedeutung. Niedrigere Geschwindigkeiten, zum Beispiel etwa 30-50 mm/s, führen zu einer gleichmäßigen Erwärmung und Bindung an die vorherigen Schichten. Höhere Geschwindigkeiten können jedoch zu Defekten wie schwacher Bindung, Schichttrennung oder Verformung führen (insbesondere bei POM: Es weist eine Schrumpfung auf und erfordert eine sehr schonende Handhabung und Verarbeitung). Es wird wichtig sein, die Einstellungen zu testen und die beste Geschwindigkeitseinstellung basierend auf der Komplexität und Größe jeder Situation zu finden.
Des Weiteren kombiniert dieses Artefakt Schichthöhe und Druckgeschwindigkeit, während andere Parameter des Drucks integriert werden Es ist wichtig, eine vollständige Kalibrierungssitzung auf dem besten Drucktest zu machen, bevor ein großes Projekt gestartet wird; dies wiederum stellt sicher, dass jeder sich um die Optimierung der Einstellungen am Filament und das zu verwendende Design kümmert Diese Tricks werden POM helfen, bei 3 D-Druckern erfolgreich zu sein, die auf die beste Qualität und Leistung abzielen.
Stützstrukturen spielen eine entscheidende Rolle bei der Gewährleistung der Genauigkeit und Qualität der 3 D-gedruckten Teile, indem sie Verformungen während des Druckvorgangs verhindern. Diese sollen Gegenstände verankern, die frei über Räumen positioniert sind oder etwas von der Bauplattform verschoben werden. Mangelnde richtige Unterstützung zwingt einen Gegenstand dazu, sich mit seinem eigenen Gewicht zu verformen oder zusammenzubrechen, was entweder zu einem ausgefallenen Druck und Materialverschwendung führt.
Um sicherzustellen, dass die Strukturen äußerst effektiv sind, muss die strategische Platzierung solcher Träger bei der Verwaltung der Materialausgabe und der einfachen Entfernung hilfreich sein. Zu den Faktoren, die bei der Gestaltung von Stützen zu berücksichtigen sind, gehören dann die Neigung des Überhangs, die Ausrichtung der Drucke und die Art des Materials, mit dem gedruckt wird. Eine Slicer-Software unterstützt die Anpassung der verschiedenen Elemente wie Trägerdichte, Muster und Platzierung, alles auf Kosten der Optimierung des Materialverbrauchs und möglicherweise des Schneidens von Nachbearbeitungsschritten.
Eine gute Kalibrierung und das Experimentieren mit der notwendigen Stützeinstellung ermöglicht es, die Endergebnisse vollständig zu verwirklichen. Das Entfernen von Stützstrukturen ohne Beschädigung eines Drucks erfordert eine sorgfältige Behandlung, und in diesem Zusammenhang kann die Verwendung löslicher Materialien bei komplizierten Designs Wunder bewirken. Wenn die Unterstützung in allen Fällen ordnungsgemäß erfolgt, erhöht sie die Haltbarkeit, verringert die Verformungschancen und verleiht der Ausgabe eines 3D-Drucks eine hochwertige Verarbeitung.
Bei POM und einigen anderen Materialien wird eine Verformung erkannt, wenn die Außenkanten eines 3 D-Drucks beginnen, sich von der Bauplattform abzuheben. Durch dieses Brühheben entsteht eine verzerrte Form, die keiner der beabsichtigten Konstruktion mehr folgt. Weitere Symptome können beobachtet werden, darunter sichtbare Risse an Ecken oder scharfen Kanten und eine abwechslungsreiche Oberflächenbeschaffenheit, die sehr stark auf die Materialspannung während der Abkühlphase zurückzuführen ist.
Ein weiteres häufiges Symptom ist hier eine teilweise Fehlausrichtung, bei der Ablagerungen während des Druckvorgangs oft nicht aneinander haften - und nicht gut an irgendeiner Schicht aneinander haften. Dies führt zu einer schlechten strukturellen Integrität, wodurch die endgültigen Teile für den Zusammenbau in einem größeren System ungeeignet sind. Drucke, dass eine Verformung in irgendeiner Weise auftreten kann, von innen nach außen; Die Temperaturen hängen sowohl von den Kühl- als auch von den Hot-End-Schwankungtemperaturen während des Druckens ab.
Zur Erkennung und Identifizierung dieser Anomalien verweisen wir auf die Farbe, das Finish oder alle anderen physikalischen Anzeichen des fertigen Objekts, sobald es abkühlt, Wenn ein flacher Betonboden verfügbar ist, könnte er eine Ablösung mit offensichtlichen unebenen Bereichen erkennen lassen Die Verfolgung der Verformung von Anfang an wird auf einen schwachen Schichthaftungs- und Ablösungsprozess hinweisen. Die frühzeitige Erkennung dieser Symptome ebnet den Weg für leistungsfähigere Lösungen und ein erhöhtes Maß an Druckqualität.
Beim Umgang mit verzogenen Teilen fällt mir zunächst meist die Bestimmung des Grades und der Ursache der Verformung ein, in manchen Situationen kann die Wärmezufuhr zu einem bestimmten beschädigten Bereich durchaus effektiv sein, um das verzogene Teil wieder in seine ursprüngliche Form zu bringen, indem man mit einer Heißluftpistole oder heißem Wasser auf den verzogenen Bereich sorgt, bis der verbleibende Bereich ausreichend weich wird, um gegen eine ebene Fläche oder eine gefertigte Form zu drücken Auf diese Weise wird erwartet, dass die Kühlung die neue und korrigierte Form beibehält.
Das Schleifen und Füllen des Teils bei starken Verformungen könnte ebenfalls den Zauber bewirken. Beginnen Sie damit, zunächst den verzogenen Bereich so abzuschleifen, dass die Oberfläche gleichmäßig bleibt, und verwenden Sie dann Füll- oder Klebematerial, um Lücken zu schließen oder die Teile zu schwächen. Sobald der Klebstoff fest ist, schleifen Sie ihn erneut auf die Oberfläche. Diese Methode wird normalerweise als wirksam bezeichnet, wenn die Verformung dazu führt, dass das Teil nicht funktioniert.
Das Ändern und Verbessern der Einstellungen für einen neuen Druck ist am besten, wenn die Skalierung schwerwiegend ist oder die strukturelle Integrität durch Verformung beeinträchtigt wird. Parameter wie Schichthaftung, Druckbetttemperatur und Abkühlung sollten geändert werden. Die Verwendung des Materials mit der geringsten Verformung könnte wiederkehrende Probleme in zukünftigen Drucken reduzieren. Diese Maßnahmen beseitigen die schlechten Ergebnisse sowohl der Aufbereitung als auch der Neuproduktion.
Zur Verhinderung von Verformungen bei der POM CNC Bearbeitung ist besondere Rücksicht auf Materialauswahl und Umgebungsbedingungen zu nehmen, Die Verwendung von hochwertigem POM Material mit gleichmäßigen Eigenschaften ist ein großer Schritt zur Begrenzung von Verformungen Gleichlauf ist wichtig, wenn wir dieses Geschehen unterdrücken wollen Man kann den stabilisierenden Effekt nicht vernachlässigen, den Umgebungsbedingungen wie Temperatur und Luftfeuchtigkeit innerhalb des Arbeitszentrums über das Material haben.
Die richtige Auswahl der Werkzeuge und die Wahl der geeigneten Maschineneinstellungen helfen weiter bei der Präzisionsbearbeitung Die Schneiden würden auch vom Normalisierungsprozess profitieren Somit werden sie der leichten Hitze standhalten und Verformungen vermeiden Richtige Schnittgeschwindigkeiten, Vorschubraten, Kühlmittelanwendungen tragen weiter dazu bei, die Präzision der Bearbeitung zu verbessern und das Risiko von Verformungen zu verringern.
Vollständige Produktionsregulierung zusammen mit endgültigen Mitteln der Qualitätskontrolle kann nur identische Produkte liefern Während eine regelmäßige Bewertung der bearbeiteten Teile auf etwaige Verformungszeichen oder beobachtbare Mängel in der Lage wäre, ein Problem aufzuspüren, wenn es sich noch in einem frühen Stadium befindet Durch die Kombination von Materialauswahl, präziser Bearbeitung und Qualitätssicherung sollen die langfristige Stabilität und Marktleistung von POM-Teilen auf effektive Weise aufrechterhalten werden.
F: Was sollte in Bezug auf die ersten Schritte getan werden, da POM dazu neigt, sich leicht zu verziehen und zu verformen?
A: Druckeinstellungen optimieren: Verwenden Sie ein beheiztes Druckbett (100-120°C), reduzieren Sie die Druckgeschwindigkeit, sorgen Sie für die richtige Höhe der ersten Schicht und drucken Sie innerhalb eines Gehäuses. Die Verwendung eines Floßes oder einer Krempe und Hafthilfsmittel wie Klebestifte oder Speziallacke tragen auch dazu bei, die Ebenheit beim Abkühlen aufrechtzuerhalten.
F: Wie wirkt sich die Wärmeausdehnung auf die Verformung des POM-Filaments aus?
A: POM hat einen hohen Wärmeausdehnungskoeffizienten, schrumpft also beim Abkühlen deutlich, die Steuerung von Wärmegradienten über Gehäuse und beheizte Betten (etwa 70°C Umgebungskammertemp) minimiert das Kräuseln und hält stabile Abmessungen aufrecht.
F: Welcher Ansatz ist der beste: Flöße, Krempen oder Klammern?
A: Sowohl Flöße als auch Krempen erhöhen die Grundfläche der ersten Schicht und werden dringend empfohlen. Bei großen Teilen kann die mechanische Klemmung in Kombination mit Klebeschichtungen wie Haarspray oder Lack das Teil zusätzlich gegen Kühlbelastung sichern.
F: Welche Bettoberflächenbeschichtungen und Klebstoffe sind gut für POM?
A: Gängige Lösungen sind Klebestifte, Haarspray, und Spezialklebstoffe Diese erhöhen die Oberflächenrauheit und die Haftfestigkeit Experimentieren ist der Schlüssel, um die spezifische Beschichtung zu finden, die mit Ihrer Maschine und Filamentcharge funktioniert.
F: Wie beeinflussen Hotend-Temperatur und -Geschwindigkeit die Verformung?
A: Höhere Hotend-Temperaturen verbessern die Verbindung zwischen den Schichten und verringern die innere Spannung. Umgekehrt verwalten langsame Geschwindigkeiten und dicke erste Schichten die Schrumpfung. Eine Überhitzung erhöht jedoch die Wärmeausdehnung und erfordert ein sorgfältiges Parametergleichgewicht.
F: Können ein Gehäuse und Kühlventilatoren eine POM-Verformung verhindern?
A: Ja. Ein Gehäuse stabilisiert die Umgebungstemperatur und verhindert eine schnelle Abkühlung. Sie sollten Teilkühlventilatoren begrenzen oder deaktivieren, um thermische Gradienten zu reduzieren und so zu helfen, dass Teile flach bleiben, wenn sie Raumtemperatur erreichen.
F: Wie ist POM im Vergleich zu PLA oder Nylon?
A: POM ist aufgrund der höheren Wärmeausdehnung und geringeren Reibung problematischer als PLA. Nylon hat auch Schrumpfungsprobleme, unterscheidet sich aber in der Zähigkeit POM erfordert im Vergleich zu PLA deutlich höhere Betttemperaturen und eine strengere Umweltkontrolle.
F: Was sind die nächsten Schritte zur Fehlerbehebung, wenn gängige Korrekturen fehlschlagen?
A: Testen Sie einen Parameter nach dem anderen in kontrollierten Experimenten (Betttemperatur, Klebstoffe, Flöße, Gehäuse).Wenn Defekte bestehen bleiben, sollten Sie eine Änderung der Filamentmarke oder des Geräte-/Düsenaufbaus in Betracht ziehen, da einige spezifische Filamentchargen zu höheren Defektraten neigen können.
POM/EVA-Mischungen mit zukünftigem Nutzen in verschmolzener Ablagerung
Diese Studie untersucht, wie das Mischen von POM mit EVA Verformungseffekte in 3 D-gedruckten Proben reduzieren kann.
Lesen Sie den Artikel hier









