


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.



O polioximetileno, ou geralmente conhecido como acetal, é um termoplástico que é muito apreciado por sua resistência, rigidez e excelentes qualidades antifricção Ainda assim, todo material versátil tem certos desafios que acompanham o processamento e a aplicação O principal é principalmente o empenamento e a deformação que se debruça principalmente Por que isso acontece e, o mais importante, como pode ser evitado? para se preocupar com as razões para esses males no comportamento característico do produto tornou-se particularmente necessário para o engenheiro, aquele que contempla a unidade de fabricação, ou o hobby iniciante para garantir as melhores conclusões possíveis do conceito inovador Este artigo estabelecerá as causas regulares de empenamento e deformação no POM e, em seguida, passará por maneiras de evitar isso, produzindo, em última análise, produtos finais de alta qualidade e funcionando Então leia e tome nota se precisar encontrar as melhores maneiras de usar esse material.

O polioximetileno (POM), mais comumente conhecido como acetal, é um termoplástico de alto desempenho altamente empregado em requisitos de impressão e fabricação 3 D com propriedades mecânicas typecast Também perceptível por sua alta rigidez, excelente resistência ao desgaste e excepcional estabilidade dimensional, essas propriedades constroem o POM como uma alternativa apropriada para componentes mecânicos de precisão, como engrenagens, rolamentos lisos e fixadores, porque essas peças exigem alguma tolerância e resistência ao estresse mecânico.
Considerando que o baixo atrito é uma propriedade mencionada anteriormente, também importante é que o POM encontre utilidade em aplicações em que a prevenção de atrito é fundamental No entanto, como muitos polys, o POM ainda é confiável e durável em aplicações desafiadoras Isso ocorre porque é resistente à umidade, impermeável a produtos químicos e não tem problemas quando confrontado com alguns solventes O POM, por sua vez, é um pouco sensível ao calor em comparação com muitos outros plásticos de engenharia, tanto quando enfrenta aplicação contínua em altas temperaturas quanto quando usado em aplicações quentes extremamente exigentes.
Desafios como empenamento são frequentemente criados por causa do resfriamento deficiente ou perfis de materiais não seguros Essas dificuldades podem ser superadas através da compreensão das limitações de materiais e da revisão dos parâmetros do processo para construir componentes confiáveis para aplicações de engenharia e arquitetura.
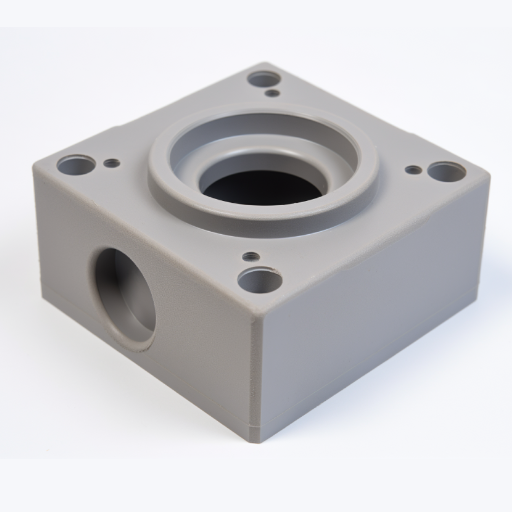
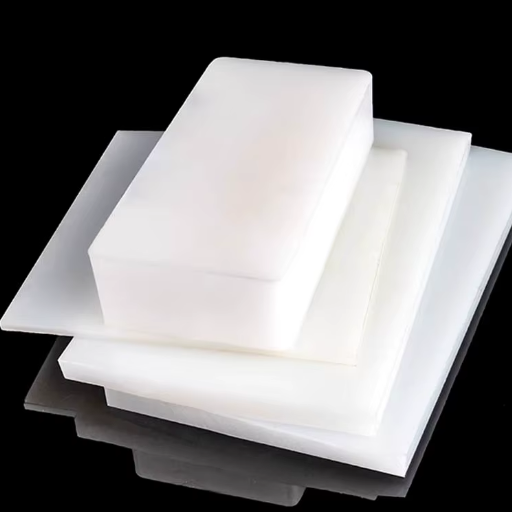
Blocos de polioximetileno (POM) são grande engrenagem de engenharia e design por causa de suas propriedades impactadas por um alto nível de desempenho e alto grau de versatilidade Sua alta resistência, extrema rigidez e baixo atrito permitiu que eles fossem usados nessas tolerâncias expectativas em qualquer caso para fazer aplicações que exigem resistência ou precisão Também é resistente ao desgaste, fadiga e impacto, porque é adequado para a fabricação de componentes como engrenagens, rolamentos e fixadores, onde a demanda é por um produto que forneça comportamento consistente quando colocado sob estresse.
Uma das características benéficas do POM relevantes para a engenharia é que o POM possui estabilidade dimensional excepcional Este atributo permite que os componentes mantenham a forma e a função mesmo sob uma ampla gama de mudanças quantitativas nas condições ambientais, como oscilações de temperatura ou umidade Então, o POM, por causa de sua estabilidade química, é praticamente sempre o material ideal para usar em aplicações onde o contato com combustíveis, óleos e solventes é comum Por causa dessa capacidade, garante uma operação durável e confiável com quase nenhuma manutenção, minimizando assim o desembolso.
Cireceticamente das vantagens mecânicas e químicas, o POM também permite projetos inovadores Quanto às suas propriedades na usinagem, o POM concede essa oportunidade extra para CNC de moldagem por injeção Uma gama versátil de propriedades garante a presença do POM como um plástico de engenharia que desenvolve parcialmente cada um desses tipos e funções de design nos mercados automotivo, eletrônico de consumo e de máquinas industriais, onde a eficiência e o desempenho são essenciais.
Deformar e deformação são problemas comuns que surgem na impressão 3 D principalmente com materiais POM (polioximetileno) Esses desafios normalmente surgem porque o material não esfria uniformemente durante a impressão Quando as camadas de plástico esfriam mais rapidamente do que outras, tensões internas se desenvolvem, causando ondulação abrupta ou sendo derretidas da base de impressão Esse desequilíbrio pode resultar em dimensões variadas, e a estrutura da peça pode ficar fraca.
Vários fatores desempenham um papel na deformação, cuja manifestação pode resultar de adesão inadequada do leito, configurações de temperatura não otimizadas e fatores ambientais como correntes de ar ou umidade Especificamente para POM, a alta taxa de encolhimento do material e a baixa energia superficial apresentam desafios particularmente fortes. Se acontecer que não se forme uma ligação forte entre o material e o leito de impressão, as camadas iniciais podem se desprender do leito ou distorcer a forma, pois pode ser observada uma deficiência de encolhimento adequada.
A adesão da cama de impressão, como deformação e deformação impróprias de uso livre de POM, é um pré-requisito crítico para corrigir tais deformações Envolve manter a cama de impressão quente e usar adesivos; a impressora pode ser fechada e o controle de tiragem garantido através do qual uma temperatura constante pode ser mantida As configurações de impressão de ajuste fino, como otimizar a temperatura da cama e do bico, ajustar a velocidade de impressão, podem aliviar as tensões internas até certo ponto Uma composição prudente de todos esses parâmetros torna o POM e seus homólogos capazes de fornecer impressões confiáveis e de alta qualidade.

Considera-se que o polioximetileno (POM) exibe uma diversidade considerável em termos de propriedades térmicas que influenciam vários aspectos da qualidade de impressão, Um aspecto principal do POM é a sua elevada natureza cristalina, que é responsável pela sua elevada resistência mecânica e durabilidade Infelizmente, este benefício leva então ao elevado grau de contração durante o processo de arrefecimento, levando o material a deformar-se ou deformar-se; este fenómeno decorre da tendência do material a encolher de forma não uniforme, resultando na construção de elevadas tensões internas no interior do objeto impresso.
Além disso, a temperatura de fusão relativamente alta do POM exemplifica a necessidade de controle preciso de temperatura na extrusão e aquecimento do leito de impressão durante o processo de impressão. O mau controle da temperatura pode resultar em má adesão camada a camada e alto risco de deformação. Além disso, sua baixa condutividade térmica é lenta na absorção de calor, dificultando sua distribuição uniforme. Essas características geralmente tornam o comportamento de resfriamento não uniforme enquanto todo o objeto ainda está sob impressão. Isso incentiva ainda mais a distorção, especialmente em impressões de grande porte e designs complexos onde o resfriamento desigual pode ser prejudicial.
Um aprimoramento inferido da consistência térmica e do controle enquanto a impressão 3 D é fundamental Envolver totalmente a impressora para eliminar quaisquer flutuações de temperatura é fundamental; calibrar parâmetros essenciais como as temperaturas do bico e da cama substituirá a mitigação da tensão interna Melhorar a estabilidade dimensional nas peças fabricadas - isso é particularmente interessante para imprimir em POM - atribuível a uma cama aquecida e subsequente resfriamento gradual Tendendo consistentemente às propriedades térmicas reduzirá, com considerável sucesso, o risco de empenamento e deformação.
O filamento POM é muito propenso à absorção de umidade, o que afeta consideravelmente seu desempenho durante o processo de impressão 3 D. O filamento POM absorve a umidade do ar quando exposto a um ambiente úmido Essa umidade pode causar efeitos desagradáveis, como diminuição da resistência do material, perda da qualidade da superfície e presença de bolhas ou encordoamento durante a impressão Esses problemas são suportados pela vaporização da umidade abundante do filamento quando aquecido, interferindo em um processo de extrusão suave. A qualidade de impressão afetada é comum, portanto.
Armazenamento e preparação são estratégias chave Utilizar recipientes herméticos com saquetas dessecantes A pré-secagem é um passo importante para remover a humidade absorvida antes do consumo para garantir impressões de alta qualidade e utilização eficaz das propriedades mecânicas.
O empenamento na impressão 3 D é causado principalmente pelo resfriamento e contração desiguais do material durante o processo de impressão No entanto, fatores ambientais como flutuações de temperatura, correntes de ar e umidade também são questões primordiais que contribuem para o agravamento deste problema Tanto o fluxo térmico quanto a higroscopia são vistos como principais fatores contribuintes que levam à improbabilidade da estabilidade necessária para os resultados pretendidos.
As variações de temperatura criam taxas de resfriamento locais diferentes na peça, levando a tensões internas que deformam a peça. Manter a temperatura ambiente constante protegendo com uma impressora fechada ou uma câmara que retém e retém principalmente o calor permite que os problemas mencionados sejam minimizados ao imprimir materiais como o POM, que são naturalmente inclinados a encolher.
O aumento da umidade pode afetar o empenamento através das propriedades do material, especialmente em materiais que poderiam facilmente absorver a umidade Para minimizar isso, é necessário garantir que haja baixa umidade no ambiente de impressão e que os filamentos sejam devidamente secos e armazenados. Além disso, localizar a impressora longe de tipos de direções como aparelhos de ar condicionado ou janelas pode ajudar a manter todas as impressões imóveis ao longo do tempo.
O empenamento de peças pode ser observado em peças de Polioximetileno (POM), criando um problema indesejável no projeto enquanto se tenta obter bons resultados É de suma importância que se tome medidas para equalizar as tensões e manter a espessura da parede A estratégia mais potente é estabelecer a consistência da espessura da parede sempre que possível, pois as variações levarão, portanto, a um resfriamento diferente das seções fundidas e podem subsequentemente levar ao empenamento. A suavização das transições de características, usando filetes em vez de arestas vivas, também deriva rapidamente em direção à reconstrução das condições de tensão durante a produção.
É crítico que o projeto leve em consideração o encolhimento que ocorrerá O POM tem uma taxa de encolhimento mais alta em comparação com outros materiais que devem ser considerados para manter a precisão dimensional necessária. É necessário ter as tolerâncias necessárias no projeto para levar em conta o encolhimento do material sob resistência ao conceito de encolhimento uniforme de uma forma indesejável Por exemplo, fortalecer a estrutura com nervuras pode ser benéfico, mas elas devem ser bem dispostas para que nenhum ponto de pressão seja aumentado desnecessariamente.
Por último, a orientação dessa peça no piso de fabricação precisa ser otimizada As dimensões do empilhamento para que a tensão seja minimizada durante o resfriamento é uma excelente maneira de resolver a integridade estrutural da peça As estruturas de suporte adequadamente projetadas no processo de fabricação ajudam a eliminar gradientes de temperatura desiguais que podem causar empenamento Uma combinação dos tratamentos mecânicos e de engenharia de processo certos pode melhorar o desempenho das peças POM, reduzindo problemas como empenamento.
É fundamental ajustar suas configurações operacionais durante os trabalhos de impressão de filamentos POM para que o material tenha todas as oportunidades de maximizar a saída O POM é um material, oferecendo o melhor quando é aquecido corretamente Um controle muito fino das temperaturas deve ser implementado para que nenhum bloqueio de deformação e separação de camadas interfira em nossos projetos.
| Configuração | Valor Recomendado |
|---|---|
| Temperatura do Bico | 210 °C 230 |
| Temperatura da cama aquecida | 100 °C 120 |
| Velocidade de impressão | 20 40 mm/s |
A adesão do leito é uma questão crítica para estruturas POM bem-sucedidas que podem ser bem fundamentadas em uma seleção de superfície alinhada com adesivos, como o uso de placas de vidro tratadas com adesão ou design de vidro com fita adesiva para POM. Além disso, manter uma câmara fechada ou aquecida pode ajudar muito na regulação da temperatura e proteger a impressão da brisa e/ou condições de trabalho desfavoráveis, como empenamento.
Além disso, tendo um efeito ampliado na qualidade de impressão através das velocidades de impressão, as velocidades de impressão podem ser reduzidas ainda mais As velocidades mais lentas são geralmente melhores com POM, cerca de 20 mm/s de manipulação, uma vez que o material exigirá mais tempo para esfriar e firmar entre as camadas Além disso, um gerenciamento criterioso de configurações de resfriamento e retração é contemplado para ajudar a conter adversidades de encordoamento ou outras manchas superficiais Com pequenos ajustes nessas qualidades, pode-se começar a fabricar impressões precisas e bem feitas que exploram intrincadamente a resistência e a longevidade dos filamentos POM.
Obter a aderência crítica à cama é particularmente importante ao trabalhar com POM Você deve ter uma cama termalizada antes de pairar acima de não realmente qualquer outra força potencial para manter o calor afastado Para minimizar o empenamento, a temperatura da cama aquecida precisa estar em torno de 100-120 °C. Além disso, a estabilidade da temperatura no ambiente de trabalho, assistida por um gabinete, trabalha no sentido de combater as flutuações de temperatura que afetaram adversamente a impressão.
Para aumentar ainda mais a adesão, colocar uma camada adesiva adequada na base de impressão é bastante útil. Por exemplo, um adesivo pode ser feito usando uma fina camada de cola, algumas folhas pegajosas ou um pouco de paciência com alguns sprays de tratamento de superfície para que nada aconteça com a peça. Os processos fornecidos produzem uma rugosidade superficial otimizada que permite um pouco maior de adesão entre as duas partes para permitir que a primeira camada adira de forma eficaz. A base de impressão limpa é o melhor controle para cancelar a presença de poeira e graxa para obter os benefícios desejados.
Obter a cama de impressão achatada o máximo possível é um processo frequentemente esquecido, ainda é o cerne da questão A cobertura da cama definitivamente não resultará não apenas em adesão desigual, o que dará impressões corrompidas ou mesmo nenhuma impressora, mas muito provavelmente encontrará uma maneira de tudo entre calibração regular do nível da cama e altura do bico na cama também pode garantir significativamente um bom alcance de adesão Implementadas em conjunto, essas abordagens diminuiriam significativamente a chance de empenamento e outras questões relativas à adesão, que podem ocorrer no POM, e poderiam garantir a obtenção de uma impressão mais suave com resultados de qualidade.

O controle adequado da temperatura é fundamental para alcançar os melhores resultados com impressão 3 D usando filamentos POM A faixa de temperatura recomendada do bico normalmente cai entre 210 °C e 230 °C, enquanto a temperatura do leito pode ser ajustada entre 100 °C e 130 °C. Alcançar a harmonia entre essas temperaturas beneficia a fusão e adesão adequadas entre o filamento e o leito e, portanto, também ajuda a afastar problemas como empenamento ou separações de camadas ao imprimir Além disso, o uso de invólucros ou outros meios de preservação do calor deve ter um efeito positivo ao suprimir a flutuação das condições ambientais necessárias para melhorar a qualidade da impressão.
Mais um papel fundamental para alcançar uma saída suave é definir a calibração Afinal, o nivelamento da cama não pode ser negligenciado, uma vez que dita a distância correta da altura do bico longe da cama de impressão, afetando assim a adesão e a precisão da impressão Manter a altura do bico sob controle ajuda a garantir a ligação perfeita da primeira camada com o componente da cama de impressão, reduzindo assim as chances de deslocamento ou uma base fraca Diferentes escolhas no tamanho do bico resultam em variação na extrusão do filamento, necessitando assim de recalibração do nível da cama Os métodos de teste de calibre ou papel de Feeler podem ser usados para aperfeiçoar ainda mais o processo de nivelamento.
A última parte de fazer trajetórias específicas para filamentos POM deve ver aumentar a confiabilidade da impressão Pouco resfriamento é geralmente a regra para POM, mas algum resfriamento para o segundo caso ou para diminuir a velocidade ou imprimir camadas muito complexas é a maneira de resgatar qualquer perda de integridade estrutural devido ao superaquecimento Fatores esquecidos afetam o processo geral de impressão 3 D: ter boa gestão de temperatura, nivelamento e sistemas de refrigeração no lugar, e podemos confiar que grandes resultados virão.
Isso é crucialmente importante quando se trata de projetar as peças de impressão ideais e filamentos POM Os intervalos de altura da camada são tipicamente de 0,1 mm a 0,2 mm, dependendo do equilíbrio desejado de detalhes para o comprimento As camadas mais finas dão um nível aumentado de precisão a projetos mais arriscados, mas também levam mais tempo para imprimir o todo Da mesma forma, com uma altura de camada maior, a impressora leva menos tempo, mas ainda oferece a maior parte da força necessária para qualquer peça.
A velocidade de impressão é altamente crucial no cenário velocidades mais baixas, por exemplo, em torno de 30-50 mm/s, resultarão em aquecimento e ligação uniformes às camadas anteriores Mas velocidades mais altas podem criar defeitos como ligação fraca, separação de camadas ou empenamento (especialmente no POM: exibe encolhimento e requer um manuseio e processamento muito suaves).Será importante testar as configurações e encontrar a melhor configuração de velocidade com base na complexidade e tamanho de cada situação.
Além disso, este artefato combina altura de camada e velocidade de impressão, incorporando outros parâmetros da impressão É importante fazer uma sessão de calibração completa sobre o melhor teste de impressão antes de iniciar um grande projeto; isso, por sua vez, garante que todos se preocupem em otimizar as configurações para o filamento e o design a ser usado Esses truques ajudarão o POM a ter sucesso em impressoras 3 D visando a melhor qualidade e desempenho.
As estruturas de suporte desempenham um papel crítico na garantia da precisão e qualidade das peças impressas em 3 D, evitando a deformação durante a operação de impressão Estes destinam-se a ancorar itens que estão livremente posicionados acima dos espaços, ou são deslocados um pouco da plataforma de construção A falta de suporte adequado forçará um item a deformar-se ou colapsar com seu próprio peso, resultando em uma falha na impressão e desperdício de material.
Para garantir que as estruturas sejam extremamente eficazes, a colocação estratégica de tais suportes tem que auxiliar no gerenciamento da saída de material e na facilidade de remoção Fatores a serem considerados no projeto de suportes, em seguida, incluem a inclinação da saliência, orientação das impressões e o tipo de material que está sendo impresso com. O software Slicer auxilia personalizações dos vários elementos, como a densidade de suporte, padrões e colocação, tudo ao custo de otimizar o uso de material e, possivelmente, cortar etapas de pós-processamento.
Uma boa calibração e experimentação com a configuração de suporte necessária é o que torna possível atualizar completamente os resultados finais A remoção de estruturas de suporte sem danificar uma impressão depende de um tratamento delicado e, neste contexto, o uso de materiais solúveis pode fazer maravilhas para projetos intrincados Se em todo e qualquer caso, o suporte for feito corretamente, aumenta a durabilidade, reduz as chances de deformação e dá um acabamento de alta qualidade à saída de uma impressão 3 D.
No POM e em alguns outros materiais, a deformação é identificada quando as bordas externas de uma impressão 3 D começam a levantar da plataforma de construção, Este levantamento de fabricação de cerveja cria uma forma distorcida que não segue mais nenhum dos projetos pretendidos Outros sintomas podem ser visitados, incluindo rachaduras visíveis nos cantos ou bordas afiadas e um acabamento superficial variado que é muito devido à tensão do material durante a fase de resfriamento.
Outro sintoma comum aqui é o desalinhamento de partes, em que os depósitos muitas vezes não conseguem aderir uns aos outros - e não grudam uns nos outros bem - em qualquer camada durante o processo de impressão Isso resulta em má integridade estrutural, tornando as peças finais inadequadas para montagem em um sistema maior. Impressões que urdidura podem apresentar qualquer tipo de deformação, de dentro para fora; os que dependerão tanto do resfriamento quanto das temperaturas flutuantes do hot-end durante a impressão.
Para a detecção e identificação dessas anomalias, consulte a cor, o acabamento ou quaisquer outros sinais físicos do objeto acabado, assim que ele esfriar Se um piso plano de concreto estiver disponível, ele poderá revelar descolamento com áreas óbvias e desníveis. O rastreamento do empenamento desde o seu início apontará para um processo fraco de adesão e desprendimento da camada. O reconhecimento precoce desses sintomas abre caminho para soluções mais poderosas e um maior nível de qualidade de impressão.
Ao lidar com peças deformadas, a coisa inicial que geralmente vem à mente é a determinação do grau e causa do empenamento Em algumas situações, adicionar calor a uma área danificada específica pode ser bastante eficaz em obter a parte deformada de volta em sua forma original Fornecer aquecimento suave usando uma pistola de calor ou água quente sobre a região deformada até que a área restante se torne suficientemente macia para pressionar contra uma superfície plana ou molde fabricado Desta forma, espera-se que o resfriamento retenha a forma nova e corrigida.
Lixar e encher a peça em caso de empenamento severo também pode fazer a mágica Comece primeiro lixando a área deformada de uma maneira que deixaria a área de superfície uniforme, depois use material de enchimento ou adesivo para preencher lacunas ou enfraquecer as peças Uma vez que o adesivo esteja ajustado, lixe novamente até a superfície novamente Este método geralmente será chamado de eficaz se a deformação estiver fazendo com que a peça não funcione.
Modificar e melhorar as configurações para uma nova impressão é melhor se a escala for severa ou a integridade estrutural for comprometida devido à deformação Parâmetros como adesão da camada, temperatura da cama de impressão e resfriamento devem ser modificados O uso do material com a menor deformação pode reduzir problemas recorrentes em impressões futuras. Essas medidas eliminam os maus resultados tanto do recondicionamento quanto da nova produção.
Para evitar o empenamento durante a usinagem CNC POM, é necessário tomar consideração especial em termos de seleção de materiais e condições ambientais O uso de material POM de alta qualidade com propriedades uniformes é um grande passo para limitar o empenamento A concordância é importante se quisermos suprimir esse acontecimento Não se pode negligenciar o efeito estabilizador que as condições ambientais, como temperatura e umidade dentro do centro de trabalho, têm sobre o material.
A seleção adequada de ferramentas e a escolha das configurações apropriadas da máquina auxiliam ainda mais na usinagem de precisão As arestas de corte também se beneficiariam do processo de normalização Assim, é como elas resistirão ao calor facilmente e evitarão a deformação Velocidades de corte adequadas, taxas de alimentação e aplicações de refrigerante ajudam ainda mais a melhorar a precisão da usinagem e diminuir o risco de deformação.
A regulamentação total da produção, juntamente com os meios finais de controle de qualidade, pode fornecer apenas produtos idênticos. Embora a avaliação regular das peças usinadas para quaisquer sinais de empenamento ou defeitos observáveis seja capaz de rastrear um problema quando ele ainda está em um estágio inicial. Ao combinar a escolha do material, a usinagem precisa e a garantia de qualidade, a estabilidade a longo prazo e o desempenho de mercado das peças POM devem ser mantidos de forma eficaz.
P: Como o POM tende a deformar e deformar-se facilmente, o que deve ser feito em termos de etapas iniciais?
A: Otimize as configurações de impressão: use uma cama de impressão aquecida (100-120 °C), reduza a velocidade de impressão, garanta a altura adequada da primeira camada e imprima dentro de um gabinete O uso de uma jangada ou aba e auxiliares de adesão, como bastões de cola ou lacas especiais, também ajuda a manter a planicidade durante o resfriamento.
Q: Como a expansão térmica afeta a deformação do filamento POM?
R: POM tem um alto coeficiente de expansão térmica, o que significa que ele encolhe significativamente após o resfriamento Controlar gradientes térmicos através de gabinetes e leitos aquecidos (cerca de 70 °C temperatura da câmara ambiente) minimiza o enrolamento e mantém dimensões estáveis.
P: Qual abordagem é melhor: jangadas, abas ou pinças?
A: Tanto as jangadas quanto as abas aumentam a pegada da primeira camada e são altamente recomendadas Para peças grandes, a fixação mecânica combinada com revestimentos adesivos como spray de cabelo ou laca pode proteger ainda mais a peça contra a tensão de resfriamento.
Q: Quais revestimentos e adesivos de superfície de cama são bons para POM?
R: As soluções comuns incluem bastões de cola, spray de cabelo e adesivos especiais Estes aumentam a rugosidade da superfície e a resistência de união A experimentação é a chave para encontrar o revestimento específico que funciona com sua máquina e lote de filamentos.
Q: Como a temperatura e a velocidade do hotend influenciam a deformação?
A: As temperaturas mais altas do hotend melhoram a ligação entre camadas e reduzem o esforço interno, Inversamente, as velocidades lentas e as primeiras camadas grossas gerenciam o encolhimento No entanto, o superaquecimento aumenta a expansão térmica, exigindo um equilíbrio cuidadoso dos parâmetros.
Q: Pode um cerco e os fãs refrigerando impedir a deformação de POM?
A: Sim. um cerco estabiliza a temperatura ambiente e impede refrigerar rápido Você deve limitar ou desativar ventiladores refrigerando da peça para reduzir gradientes térmicos, ajudando as peças permanecem lisas enquanto alcançam a temperatura ambiente.
Q: Como o POM se compara com PLA ou Nylon?
R: O POM é mais problemático que o PLA devido à maior expansão térmica e menor atrito O nylon também enfrenta problemas de encolhimento, mas difere na tenacidade O POM requer temperaturas de leito significativamente mais altas e um controle ambiental mais rigoroso em comparação com o PLA.
P: Quais são as próximas etapas de solução de problemas se as correções comuns falharem?
A: Teste um parâmetro de cada vez em experimentos controlados (temperatura da cama, adesivos, jangadas, invólucros).Se os defeitos persistirem, considere alterar a marca do filamento ou a configuração do equipamento/bocal, pois alguns lotes de filamentos específicos podem estar sujeitos a taxas de defeitos mais altas.
POM/EVA combina com utilidade futura em deposição fundida
Este estudo explora como a mistura de POM com EVA pode reduzir os efeitos de deformação em espécimes impressos em 3 D.
Leia o artigo aqui









