


Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.


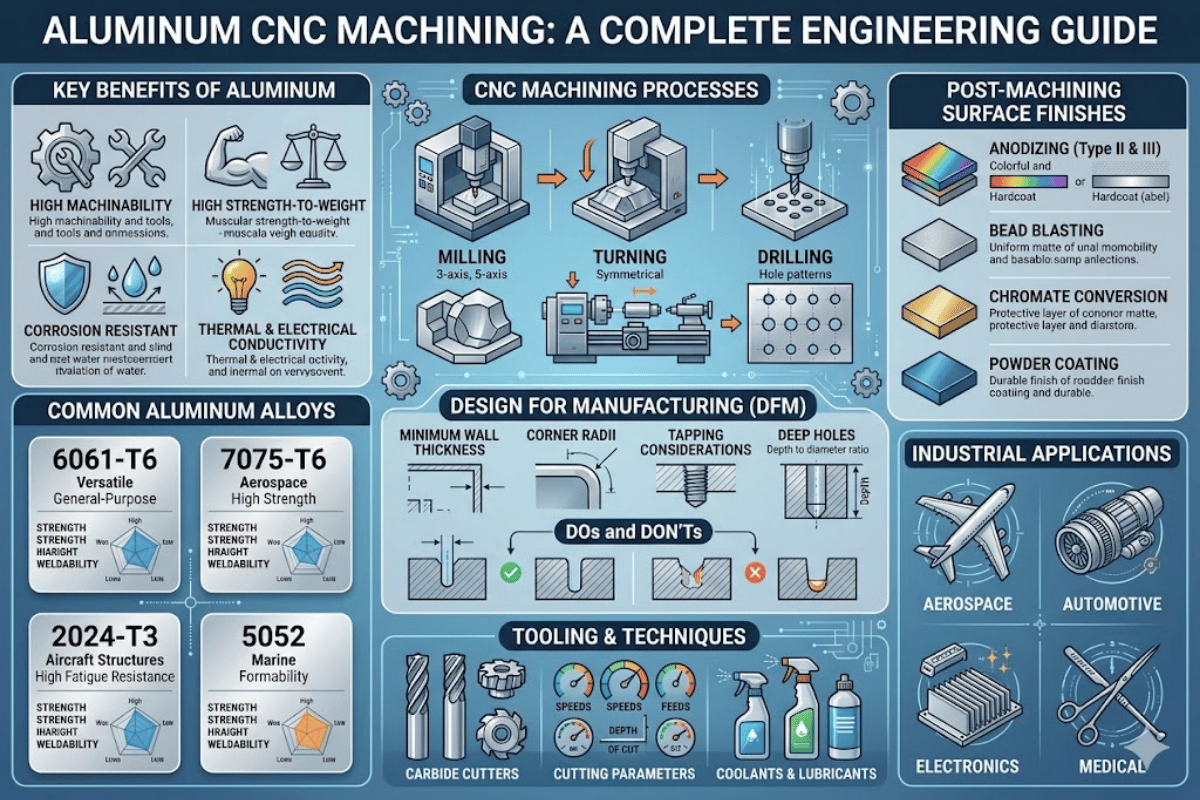
The Engineer’s Guide to Aluminum CNC Machining: Alloys, Parameters, and Cost Control
| Most Machined Alloy | 6061-T6 (tensile strength: 310 MPa / 45,000 psi) |
| High-Strength Alternative | 7075-T6 (tensile strength: 572 MPa / 83,000 psi) |
| Typical Tolerance | ±0.005 in. standard; ±0.0005 in. precision |
| Spindle Speed Range | 600–20,000+ RPM (carbide tooling) |
| Shop Rate (3-Axis) | $70–$125 per hour |
| Shop Rate (5-Axis) | $150–$250 per hour |
| Common Surface Finishes | Type II anodize (5–25 µm), Type III hardcoat (25–100 µm) |
| Machinability vs. Steel | 3–4× faster material removal rate |
Among non-ferrous metals, aluminum dominates CNC machining volume. Why? It cuts faster, tool life is better, and finished parts weigh roughly one-third as much as the same part in steel. Selecting the wrong alloy, running improper parameters or not following design-for-manufacturability best practices can make all those advantages go straight to the scrap bin – not to mention increase costs dramatically. The key to excellent aluminum machining stems from match-up of alloy, process and parameters to finished part specifications.
This article discusses the engineering trade-offs that truly matter – alloy selection, machining parameters, finishing choices and cost control. Data points and references used are all verifiable, and key recommendations are based on measured results.
Three measurable factors drive this dominance: low density, easy machinability and inherent corrosion resistance. With a density of 2.7 grams per cubic centimeter, aluminum will weigh approximately sixty-five percent less than steel (7.8 grams per cubic centimeter) and forty percent less than titanium (4.5 grams per cubic centimeter) based on values from the Titanium Processing Center.
In terms of machinability, the benefit is easily quantifiable. Aluminum CNC machining cycles three to four times quicker than steel or titanium parts from the same block as aluminum chips cut off of tools weigh less and generate lower cutting forces – thus the faster cycle times and cost savings.
A natural oxide layer also provides corrosion resistance without additional coating – however, most machined aluminum components still undergo anodizing or other exterior finishing processes for aerospace, automotive or electronics applications that require higher level of corrosion protection.
| Property | Aluminum | Steel (Mild) | Titanium (Ti-6Al-4V) |
|---|---|---|---|
| Density (g/cm³) | 2.7 | 7.8 | 4.5 |
| Specific Strength (kN·m/kg) | 110–120 | 45–50 | ~200 |
| Relative Machining Speed | 1× (baseline) | 0.25–0.33× | 0.15–0.25× |
| Natural Corrosion Resistance | Yes (oxide layer) | No (rusts) | Yes (oxide layer) |
Combining low weight with high specific strength, aluminum delivers about twice the specific strength of mild steel – thus it remains the default heavy structure choice in the presence of titanium’s budgetary considerations.

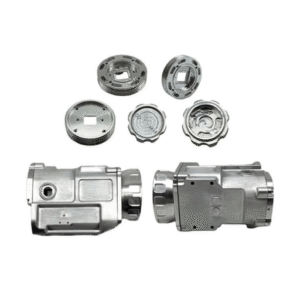
Not all CNC aluminum alloys machine the same. The following four alloys comprise 90 percent of all CNC aluminum tooling and machined parts used in aerospace, automotive, marine and general industrial end uses. Material selection should be based on the specific loading, corrosion environment and whether the CNC machined aluminum parts will be welded afterwards.
| Alloy | Tensile Strength | Yield Strength | Hardness | Weldability | Best Application |
|---|---|---|---|---|---|
| 6061-T6 | 310 MPa (45 ksi) | 276 MPa (40 ksi) | 95 HB | Excellent | General structural, fixtures, housings |
| 7075-T6 | 572 MPa (83 ksi) | 510 MPa (74 ksi) | 150 HB | Poor | Aerospace load-bearing, defense |
| 2024-T351 | 469 MPa (68 ksi) | 324 MPa (47 ksi) | 120 HB | Poor | Fatigue-critical aircraft structures |
| 5052-H32 | 228 MPa (33 ksi) | 193 MPa (28 ksi) | 60 HB | Excellent | Marine hardware, sheet metal parts |
Begin with 6061-T6 – it covers about 80% of CNC aluminum parts at the lowest raw material cost. Move to 7075-T6 only if the structural calculations specify minimum tensile strength of 400 MPa – be aware that this alloy will sacrifice weldability. For corrosion resistant but less strong marine use or general industrial parts, choose 5052 alloy – it costs less and delivers good corrosion resistance.
📐 Engineering Note
The alloy specification matters – a lot. For example, 6061-T6 (solution heat-treated and artificially aged) will have nearly twice the yield strength as 6061-O (wrought in the annealed condition). Be sure to specify the full alloy-and-temper per ASTM B209 in order to prevent receiving the wrong material.
A less than optimal choice – ordering 7075 when the part would achieve structural integrity in 6061. The difference in material costs ranges from 30-50%. There is also the loss of the welded property. Run a primary stress analysis (load) calculation first – the results usually support 6061 as the optimal alloy solution. Confirm your aluminum CNC machining service alloy needs up-front to prevent delays.
Choosing the right CNC process for aluminum parts makes the difference between acceptable geometry and an economical cost per piece. Three primary process families handle the majority of aluminum CNC work: milling, turning, and multi-axis machining.
| Process | Geometry Fit | Tolerance Range | Cost Tier | Best For |
|---|---|---|---|---|
| 3-Axis CNC Milling | Prismatic, 2.5D features | ±0.005 in. | $70–$125/hr | Flat parts, enclosures, brackets |
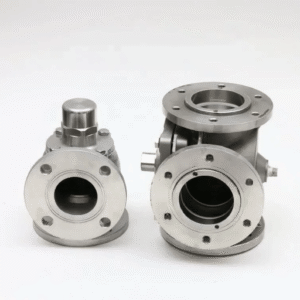
| CNC Turning | Rotational symmetry | ±0.002 in. | $60–$100/hr | Shafts, spacers, threaded fittings |
| 5-Axis CNC Milling | Complex 3D surfaces, undercuts | ±0.0005 in. | $150–$250/hr | Aerospace components, impellers |
| Swiss Machining | Small, slender parts (L/D > 3:1) | ±0.0002 in. | $80–$150/hr | Medical pins, electronic connectors |
CNC milling aluminum on a 3-axis machine supplies the most part shapes at the lowest hourly rate. Leave 5-axis milling for parts that cannot be created in 2-3 setups on a 3-axis. Two setups are faster and less costly than a single 5-axis run for a part that does not have multiple faces requiring dual angles of approach.
3-axis milling aluminum rapid prototyping optimized for quick turnaround – generally with a turnaround of 3-5 business days for simple geometries
Like steel, wrong parameters cause machining problems with aluminum. If running too slow causes tool rub and built-up edge (BUE), then running too fast causes chatter and rough surface finish. These speed and feed plans come from carbide tooling handbooks and are safe for most aluminum alloys:
| Parameter | HSS Tooling | Carbide Tooling |
|---|---|---|
| Spindle Speed (RPM) | 600–1,200 | 5,000–20,000+ |
| Surface Speed (SFM) | 200–400 | 800–1,500 |
| Chip Load (mm/tooth) | 0.05–0.10 | 0.08–0.15 |
| Depth of Cut (axial) | ≤0.5× cutter diameter | ≤1× cutter diameter |
| Recommended Flutes | 2 flute | 2–3 flute, high helix (45°) |
📐 Engineering Note — Feed Rate Calculation
Feed Rate (mm/min) = RPM × Number of Flutes × Chip Load. For a 2-flute carbide end mill at 10,000 RPM with 0.10 mm/tooth chip load: 10,000 × 2 × 0.10 = 2,000 mm/min. Reference: University of Florida MAE Design Lab.
What is so special about 2-3 flutes? This metal produces long, stringy chips. Fewer flutes – larger chip gullets – provide more space for chips to leave the cut and avoid re-cutting for better finish. A tool with a 40-45 helix angle pulls chips up and away from work and prevents re-cutting.
Using steel cutting parameters like low RPM and low feed rate in aluminum results in rub and built-up edge on the cutter, work hardening, and poor tolerance. Aluminum requires higher RPM and higher feed rate for efficiency and quality.
In HSM machine configurations (spindle speeds 15,000 RPM+) with light side engagement, material removal rates of 500 cm/min in 6061 aluminum are practical – several times greater than common steel parameters.

Design for manufacturability determines whether your aluminum parts can leave the CNC machine within tolerance, within budget. Follow these rules even for low-precision aluminum parts to avoid the greatest causes of machining work, scrap, and rework
Designs that specify ±0.001 in. tolerances when ±0.005 in. is enough just costs you more in machining 2x over. Tight tolerances mean slower feeds, more interruptions for measurement, and more off-line climate-controlled inspection. Strongly consider applying tight callouts on mating surfaces and other critical datums.
For aluminum parts that you assemble after machining, add 0.05-0.10 mm of extra stock on mating surfaces to accommodate the buildup of anodizing thickness. Type III hardcoat anodize deposits 25-50 m per side, which has implications for press-fit and bearing bore dimensions. Have your custom aluminum parts supplier verify these allowances before machining.
Machined aluminum achieves the best surface finishes with the type of anodize specified by the military specification MIL-A-8625, although other mechanical and chemical options are available.
| Finish | Thickness | Hardness | Cost Range | Best Application |
|---|---|---|---|---|
| Type II Anodize | 5–25 µm | 200–400 HV | $0.50–$2.00/ft² | Decorative, moderate corrosion protection |
| Type III Hardcoat | 25–100 µm | 60–70 HRC | $2.00–$6.00/ft² | Wear-critical, military/aerospace |
| Bead Blasting | N/A (surface texture) | No hardness change | $0.25–$1.00/ft² | Uniform matte appearance, pre-anodize prep |
| Powder Coating | 50–100 µm | 2H–4H pencil hardness | $1.00–$3.00/ft² | Outdoor exposure, color matching |
| Chromate Conversion | 0.25–1.0 µm | Minimal | $0.30–$0.80/ft² | Electrical conductivity preservation |
✔ Advantages of Type III Hardcoat
⚠ Limitations of Type III Hardcoat
Type II anodize with a dye step yields the best overall cost, appearance, and corrosion resistance for most CNC aluminum parts. Consider Type III only if the aluminum will encounter abrasive contact, sliding wear, or need to meet military procurement requirements.

An accurate understanding of the relative costs of CNC aluminum parts allows designers to confirm design decisions that will reduce cost without affecting part performance.
Be aware that often material cost is not the dominant cost factor, but machine time is.
Five Strategies to Reduce Aluminum CNC Part Cost
Design complexity accounts for 30-50% of CNC aluminum part manufacturing costs, and complex features can significantly extend cycle times or increase scrap. Use the DFM checklist above to identify possible cost reductions before sending a file to a machine shop. Avoiding design modifications later on can make a tremendous difference on cost.
Beginning with a CNC machining partner that can advise on part design changes that will reduce machining costs 10-30% before cutting the first chip can be invaluable if ability to control costs is paramount.
Require tight tolerance aluminum components produced using the correct alloy and surface finish for your needs?
Leveloper factory in Shenzhen has more than 80 CNC machining centers that have experienced 17 years of manufacturing aluminum, steel, titanium and engineering plastics. The machining data and DFM recommendations described in this guide are derived from the cost and tolerance benchmarks of our factory floor – we machine large quantities in aluminum 6061 and 7075 for aerospace, medical and automation purposes. We machine hundreds of aluminum items per month using 3-axis, 5-axis and Swiss type CNC centers.









