


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


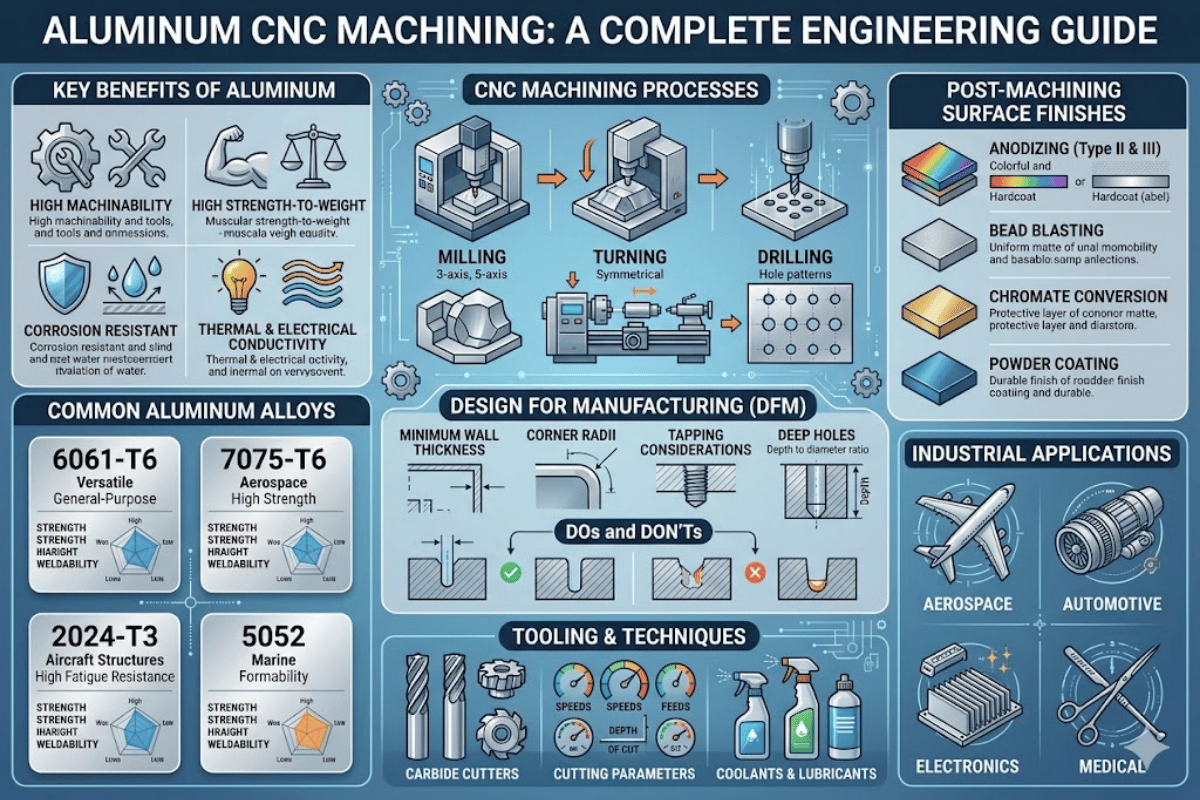
Guida dell'ingegnere alla lavorazione CNC in alluminio: leghe, parametri e controllo dei costi
| Lega più lavorata | 6061-T6 (resistenza alla trazione: 310 MPa/45.000 psi) |
| Alternativa ad alta forza | 7075-T6 (resistenza alla trazione: 572 MPa/83.000 psi) |
| Tolleranza Tipica | ±0,005 pollici. standard; ±0,0005 pollici. precisione |
| Gamma di velocità del mandrino | 600+ RPM 20.000 (utensili in carburo) |
| Tariffa Negozio (3 assi) | $70 A BASE DI $125 all'ora |
| Tariffa Negozio (5 assi) | $150 A BASE DI AROMA $250 all'ora |
| Finiture superficiali comuni | Anodizzazione di tipo II (525 µm), rivestimento duro di tipo III 10 µm) |
| Macchinabilità vs. Acciaio | 3,55, velocità di rimozione del materiale più rapida |
Tra i metalli non ferrosi, l'alluminio domina il volume di lavorazione CNC. Perché? taglia più velocemente, la durata dell'utensile è migliore e le parti finite pesano circa un terzo della stessa parte in acciaio Selezionando la lega sbagliata, eseguendo parametri impropri o non seguendo le migliori pratiche di progettazione per la producibilità può far sì che tutti questi vantaggi vadano direttamente al contenitore dei rottami, per non parlare dell'aumento drammatico dei costi. La chiave per un'eccellente lavorazione dell'alluminio deriva dall'abbinamento di lega, processo e parametri alle specifiche delle parti finite.
Questo articolo discute i compromessi che contano veramente la selezione della lega ingegneristica, le scelte di finitura e il controllo dei costi I punti dati e i riferimenti utilizzati sono tutti verificabili e le raccomandazioni chiave si basano sui risultati misurati.
Tre fattori misurabili guidano questa dominanza: bassa densità, facile lavorabilità e resistenza alla corrosione intrinseca Con una densità di 2,7 grammi per centimetro cubo, l'alluminio peserà circa il sessantacinque per cento in meno dell'acciaio (7,8 grammi per centimetro cubo) e il quaranta per cento in meno del titanio (4,5 grammi per centimetro cubo) in base ai valori del Centro di lavorazione del titanio.
In termini di lavorabilità, il vantaggio è facilmente quantificabile La lavorazione CNC in alluminio cicli da tre a quattro volte più rapidi rispetto alle parti in acciaio o titanio dallo stesso blocco dei trucioli di alluminio tagliati fuori dagli utensili pesa e genera meno forze di taglio inferiori costano così i tempi di ciclo più rapidi e risparmiano.
Uno strato di ossido naturale fornisce anche resistenza alla corrosione senza rivestimento aggiuntivo. Tuttavia, la maggior parte dei componenti in alluminio lavorato viene ancora sottoposta a anodizzazione o altri processi di finitura esterna per applicazioni aerospaziali, automobilistiche o elettroniche che richiedono un livello più elevato di protezione dalla corrosione.
| Proprietà | Alluminio | Acciaio (Mild) | Titanio (Ti-6Al-4V) |
|---|---|---|---|
| Densità (g/cm³) | 2.7 | 7.8 | 4.5 |
| Forza specifica (kN·m/kg) | 110120 | 45550 | ~200 |
| Velocità di lavorazione relativa | 1× (basale) | 0,250,33× | 0,150,25× |
| Resistenza naturale alla corrosione | Sì (strato di ossido) | No (ruggine) | Sì (strato di ossido) |
Combinando peso ridotto con elevata resistenza specifica, l'alluminio offre circa il doppio della resistenza specifica della struttura in acciaio dolce, quindi rimane la scelta pesante predefinita in presenza di considerazioni di bilancio sul titanio.

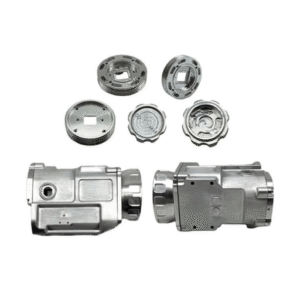
Non tutte le leghe di alluminio CNC lavorano allo stesso modo Le seguenti quattro leghe comprendono il 90 per cento di tutte le attrezzature in alluminio CNC e le parti lavorate utilizzate negli usi finali industriali aerospaziali, automobilistici, marini e generali La selezione dei materiali dovrebbe essere basata sul carico specifico, sull'ambiente di corrosione e se le parti in alluminio lavorate CNC saranno saldate successivamente.
| Lega | Resistenza alla trazione | Rendimento Forza | Durezza | Saldabilità | Migliore Applicazione |
|---|---|---|---|---|---|
| 6061-T6 | 310 MPa (45 ksi) | 276 MPa (40 ksi) | 95 HB | Eccellente | Struttura generale, infissi, alloggiamenti |
| 7075-T6 | 572 MPa (83 ksi) | 510 MPa (74 ksi) | 150 HB | Povero | Aerospaziale portante, difesa |
| 2024-T351 | 469 MPa (68 ksi) | 324 MPa (47 ksi) | 120 HB | Povero | Strutture aeronautiche critiche per la fatica |
| 5052-H32 | 228 MPa (33 ksi) | 193 MPa (28 ksi) | 60 HB | Eccellente | Ferramenta marina, parti in lamiera |
Inizia con 661-T6 1 copre circa 80TP3T di parti in alluminio CNC al costo della materia prima più basso Passa a 7075-T6 solo se i calcoli strutturali specificano la resistenza minima alla trazione di 400 MPa tieni presente che questa lega sacrificherà la saldabilità Per uso marino resistente alla corrosione ma meno resistente o parti industriali generali, scegli la lega 5052 costa meno e offre una buona resistenza alla corrosione.
Nota ingegneristica
La specifica della lega conta un lotto Ad esempio, 6061-T6 (soluzione trattata termicamente e invecchiata artificialmente) avrà quasi il doppio del carico di snervamento di 6061-O (portato nella condizione ricotta) Assicurati di specificare la lega e il temperamento completi per ASTM B209 al fine di evitare di ricevere materiale sbagliato.
Una scelta non proprio che ordinare 7075 quando la parte raggiungerebbe l'integrità strutturale in 6061 La differenza nei costi del materiale varia da 30-50%. C'è anche la perdita della proprietà saldata Eseguire un calcolo di stress primario (carico) prima i risultati di solito supportano 60 come soluzione ottimale della lega Conferma il tuo servizio di lavorazione CNC in alluminio lega ha bisogno in anticipo per prevenire ritardi.
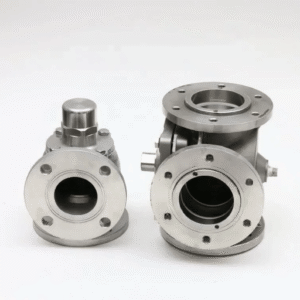
La scelta del giusto processo CNC per le parti in alluminio fa la differenza tra una geometria accettabile e un costo economico per pezzo Tre famiglie di processi primarie gestiscono la maggior parte del lavoro CNC in alluminio: fresatura, tornitura e lavorazione multiasse.
| Processo | Geometria Fit | Intervallo di tolleranza | Livello di costo | Migliore Per |
|---|---|---|---|---|
| Fresatura CNC a 3 assi | Prismatic, caratteristiche 2.5D | ±0,005 pollici. | $70$125/hrTP | Parti piatte, involucri, staffe |
| Tornitura CNC | Simmetria rotazionale | ±0,002 pollici. | $6000/oraTP4T100 | Alberi, distanziatori, raccordi filettati |
| Fresatura CNC a 5 assi | Superfici 3D complesse, sottosquadri | ±0,0005 pollici. | $150, $250/ora | Componenti aerospaziali, giranti |
| Lavorazione svizzera | Parti piccole e sottili (L/D > 3:1) | ±0,0002 pollici. | $800$150/ora | Perni medici, connettori elettronici |
Alluminio di fresatura CNC su una macchina a 3 assi fornisce la maggior parte delle forme alla frequenza oraria più bassa Lasciare la fresatura a 5 assi per le parti che non possono essere create in configurazioni 2-3 su un asse 3 Due configurazioni sono più veloci e meno costose di una singola corsa a 5 assi per una parte che non ha più facce che richiedono doppi angoli di approccio.
Alluminio fresatura 3 assi prototipazione rapida ottimizzato per un rapido turnaround (in inglese turnaround) generalmente con un turnaround di 3-5 giorni lavorativi per geometrie semplici
Come l'acciaio, i parametri sbagliati causano problemi di lavorazione con l'alluminio Se correre troppo lento provoca lo sfregamento dell'utensile e il bordo costruito (BUE), allora correre troppo veloce provoca chiacchiere e finitura superficiale ruvida Questi piani di velocità e avanzamento provengono da manuali di utensili in metallo duro e sono sicuri per la maggior parte delle leghe di alluminio:
| Parametro | Strumentazione HSS | Carbide Tooling |
|---|---|---|
| Velocità del mandrino (RPM) | 600,200 | 5,000+20,000+ |
| Velocità di superficie (SFM) | 200400 | 800,500 |
| Carico del chip (mm/dente) | 0,050,10 | 0,0.15 |
| Profondità di taglio (assiale) | ≤0,5× diametro della taglierina | ≤1× diametro della taglierina |
| Flauti consigliati | 2 flauto | 2 flauto, elica alta (45°) |
Nota tecnica Calcolo del tasso di alimentazione
Velocità di alimentazione (mm/min) = RPM × Numero di scanalature Carico di × chip Per un mulino terminale in carburo a 2 scanalature a 10.000 giri al minuto con 0,10 mm/carico di chip a dente: 10.000 × 2 0,10 = 2.000 mm/min Riferimento: Laboratorio di progettazione MAE dell'Università della Florida.
Che cosa è così speciale circa 2-3 flauti? questo metallo produce chip lunghi e filanti Meno flauti (flauti) più grandi gullets chip lasciare più spazio per i chip per tagliare ed evitare di ri-tagliare per una migliore finitura Uno strumento con un angolo di elica 40-45 chip su e lontano dal lavoro e impedisce il ri-taglio.
L'utilizzo di parametri di taglio in acciaio come bassi regimi e bassa velocità di avanzamento in alluminio provoca sfregamento e bordo accumulato sulla taglierina, incrudimento e scarsa tolleranza L'alluminio richiede un numero di giri più elevato e una velocità di avanzamento più elevata per efficienza e qualità.
In HSM (velocità mandrino 15.000 RPM+) con impegno laterale leggero, velocità di rimozione del materiale di 500 cm/min in alluminio 661 sono configurazioni pratiche della macchina 0 diverse volte superiori ai comuni parametri dell'acciaio.

Il design per la producibilità determina se le tue parti in alluminio possono lasciare la macchina CNC entro la tolleranza, entro il budget Segui queste regole anche per le parti in alluminio a bassa precisione per evitare le maggiori cause di lavorazione, rottami e rilavorazioni
I disegni che specificano ±0.001 in. tolleranze quando ±0.005 in. è sufficiente ti costa solo di più nella lavorazione 2x oltre Le tolleranze strette significano avanzamenti più lenti, più interruzioni per la misurazione e più ispezione climatizzata off-line Considera fortemente l'applicazione di callout stretti sulle superfici di accoppiamento e altri datum critici.
Per le parti in alluminio che assemblate dopo la lavorazione, aggiungete 0,05-0,10 mm di stock extra sulle superfici di accoppiamento per accogliere l'accumulo di spessore di anodizzazione Il rivestimento duro di tipo III anodizza i depositi 25-50 m per lato, il che ha implicazioni per le dimensioni del foro di montaggio a pressione e del cuscinetto Chiedi al tuo fornitore di parti in alluminio personalizzate di verificare queste indennità prima della lavorazione.
L'alluminio lavorato raggiunge le migliori finiture superficiali con il tipo di anodizzazione specificato dalla specifica militare MIL-A-8625, sebbene siano disponibili altre opzioni meccaniche e chimiche.
| Finire | Spessore | Durezza | Gamma di costi | Migliore Applicazione |
|---|---|---|---|---|
| Anodizzare di tipo II | 525 µm | 200 HV400 HV | $0,50A $2,00/ft² | Decorativo, protezione moderata dalla corrosione |
| Cappotto duro di tipo III | 25 µm 100 µm | 607 HRC | $2.00 A $6.00/ft² | Deontologico, militare/aerospaziale |
| Blasting di perline | N/A (tessitura superficiale) | Nessun cambiamento di durezza | $0,250/ft² | Aspetto opaco uniforme, pre-anodizzare la preparazione |
| Rivestimento in polvere | 50 µm 100 µm | Durezza della matita 2H 4H | $1.00A $3.00/ft² | Esposizione all'aperto, corrispondenza dei colori |
| Conversione Cromato | 0,25,0 µm | Minimale | $0,30A $0,80/ft² | Conservazione della conducibilità elettrica |
ages Vantaggi del rivestimento duro di tipo III
Limitazioni del rivestimento duro di tipo III
L'anodizzazione di tipo II con una fase di tintura produce il miglior costo complessivo, aspetto e resistenza alla corrosione per la maggior parte delle parti in alluminio CNC. Considerare il tipo III solo se l'alluminio incontrerà un contatto abrasivo, usura da scorrimento o dovrà soddisfare i requisiti di approvvigionamento militare.

Una comprensione accurata dei costi relativi delle parti in alluminio CNC consente ai progettisti di confermare le decisioni di progettazione che ridurranno i costi senza influire sulle prestazioni delle parti.
Essere consapevoli del fatto che spesso il costo del materiale non è il fattore di costo dominante, ma il tempo macchina è.
Cinque strategie per ridurre il costo delle parti CNC in alluminio
La complessità del progetto rappresenta 30-50% dei costi di produzione delle parti in alluminio CNC e le caratteristiche complesse possono estendere significativamente i tempi di ciclo o aumentare gli scarti Utilizzare la lista di controllo DFM sopra per identificare possibili riduzioni dei costi prima di inviare un file a un'officina meccanica Evitare modifiche progettuali in seguito può fare un'enorme differenza sui costi.
A cominciare da a Partner di lavorazione CNC che può consigliare su modifiche di progettazione di parte che ridurrà i costi di lavorazione 10-30% prima di tagliare il primo chip può essere prezioso se la capacità di controllare i costi è fondamentale.
Richiedi componenti in alluminio a tolleranza stretta prodotti utilizzando la lega e la finitura superficiale corrette per le tue esigenze?
La fabbrica Leveloper di Shenzhen ha più di 80 centri di lavoro CNC che hanno sperimentato 17 anni di produzione di alluminio, acciaio, titanio e plastica tecnica I dati di lavorazione e le raccomandazioni DFM descritti in questa guida derivano dai parametri di riferimento di costo e tolleranza del nostro pavimento di fabbrica in macchine per grandi quantità in alluminio 6061 e 7075 per scopi aerospaziali, medici e di automazione Lavoriamo centinaia di articoli in alluminio al mese utilizzando centri CNC a 3 assi, 5 assi e di tipo svizzero.









