


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


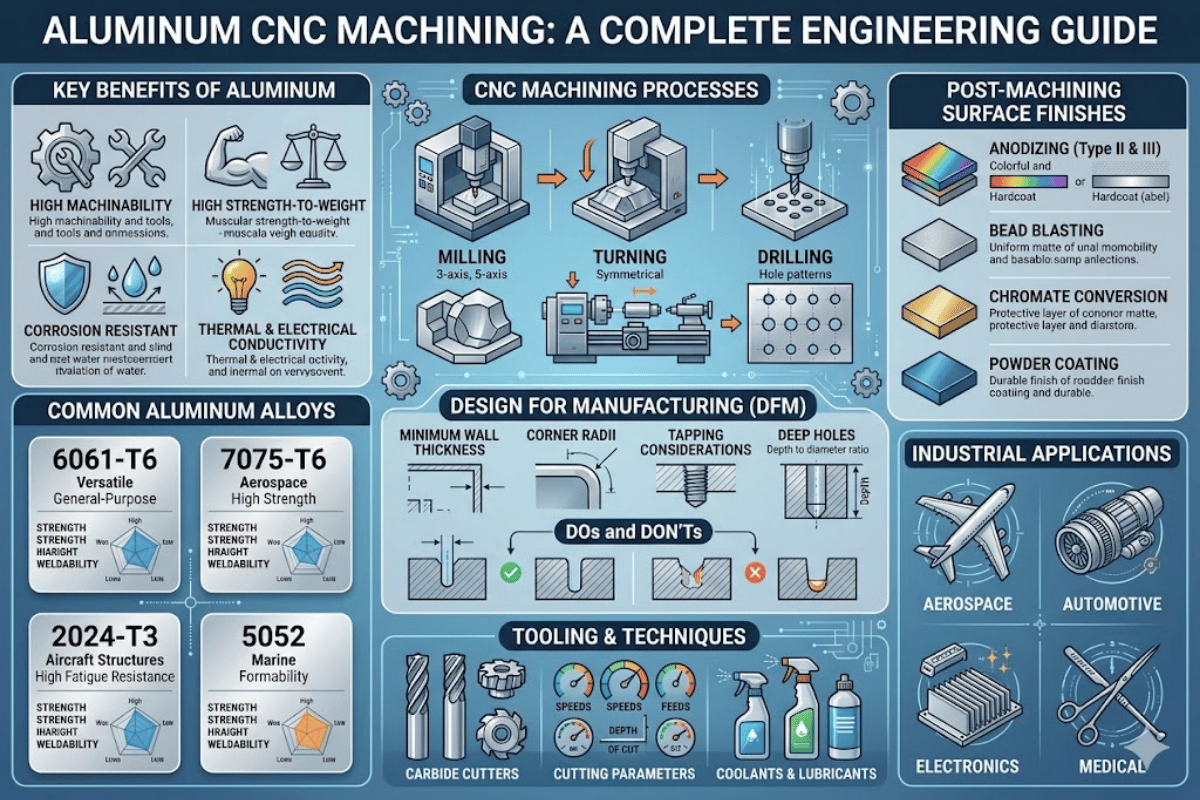
Der Leitfaden für Ingenieure zur Aluminium-CNC-Bearbeitung: Legierungen, Parameter und Kostenkontrolle
| Am meisten bearbeitete Legierung | 6061-T6 (Zugfestigkeit: 310 MPa / 45.000 psi) |
| Hochfeste Alternative | 7075-T6 (Zugfestigkeit: 572 MPa / 83.000 psi) |
| Typische Toleranz | ±0,005 Zoll. Standard; ±0,0005 Zoll. Präzision |
| Spindelgeschwindigkeitsbereich | 600 – 20.000+ RPM (Karbidwerkzeuge) |
| Shop-Tarif (3-Achse) | $70 – 1 TP4T125 pro Stunde |
| Shop-Tarif (5-Achse) | $150 – $250 pro Stunde |
| Gemeinsame Oberflächenveredelungen | Typ II eloxieren (5 25 µm), Typ III Hartlack (25 µ100 µm) |
| Bearbeitbarkeit vs. Stahl | 3 –4 IST eine schnellere Materialentfernungsrate |
Unter den Nichteisenmetallen dominiert Aluminium das CNC-Bearbeitungsvolumen Warum? es schneidet schneller, die Lebensdauer des Werkzeugs ist besser, und fertige Teile wiegen ungefähr ein Drittel so viel wie das gleiche Teil in Stahl Auswählen der falschen Legierung, laufen falsche Parameter oder nicht folgen Design-for-Manufacturability Best Practices können alle diese Vorteile direkt in den Schrottbehälter gehen lassen (um nicht zu erwähnen, erhöhen die Kosten dramatisch Der Schlüssel zu einer hervorragenden Aluminiumbearbeitung liegt in der Abstimmung von Legierung, Prozess und Parametern auf die Spezifikationen der fertigen Teile.
In diesem Artikel werden die technischen Kompromisse erörtert, die wirklich wichtig sind. Auswahl der Legierung, Bearbeitungsparameter, Auswahlmöglichkeiten für die Endbearbeitung und Kostenkontrolle. Die verwendeten Datenpunkte und Referenzen sind alle überprüfbar und wichtige Empfehlungen basieren auf gemessenen Ergebnissen.
Drei messbare Faktoren treiben diese Dominanz voran: geringe Dichte, einfache Bearbeitbarkeit und inhärente Korrosionsbeständigkeit, mit einer Dichte von 2,7 Gramm pro Kubikzentimeter wird Aluminium ungefähr fünfundsechzig Prozent weniger wiegen als Stahl (7,8 Gramm pro Kubikzentimeter) und vierzig Prozent weniger als Titan (4,5 Gramm pro Kubikzentimeter) basierend auf Werten aus dem Titanverarbeitungszentrum.
In Bezug auf die Bearbeitbarkeit ist der Nutzen leicht quantifizierbar Aluminium-CNC-Bearbeitungszyklen drei - bis viermal schneller als Stahl - oder Titanteile aus demselben Block wie Aluminiumchips abgeschnitten von Werkzeugen wiegen weniger und erzeugen geringere Schneidkräfte – somit die schnelleren Zykluszeiten und Kosteneinsparungen.
Eine natürliche Oxidschicht sorgt auch für Korrosionsbeständigkeit ohne zusätzliche Beschichtung. Allerdings durchlaufen die meisten bearbeiteten Aluminiumkomponenten immer noch Eloxierungs- oder andere Außenveredelungsprozesse für Luft- und Raumfahrt-, Automobil- oder Elektronikanwendungen, die ein höheres Maß an Korrosionsschutz erfordern.
| Eigentum | Aluminium | Stahl (Mild) | Titan (Ti-6Al-4 V) |
|---|---|---|---|
| Dichte (g/cm³) | 2.7 | 7.8 | 4.5 |
| Spezifische Stärke (kN·m/kg) | 110 120 | 45 50 | ~200 |
| Relative Bearbeitungsgeschwindigkeit | 1× (Basislinie) | 0,25 –333 ̄ | 0,15 25 ̄ |
| Natürliche Korrosionsbeständigkeit | Ja (Oxidschicht) | Nein (rostet) | Ja (Oxidschicht) |
Durch die Kombination von geringem Gewicht und hoher spezifischer Festigkeit liefert Aluminium etwa das Doppelte der spezifischen Festigkeit von Weichstahl – daher bleibt es angesichts der Haushaltsüberlegungen von Titan die Standardauswahl für schwere Strukturen.

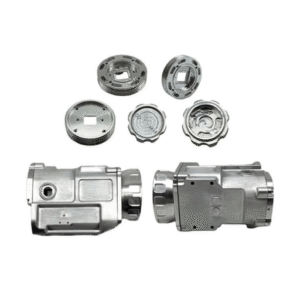
Nicht alle CNC-Aluminiumlegierungen maschinell gleich Die folgenden vier Legierungen umfassen 90 Prozent aller CNC-Aluminiumwerkzeuge und bearbeiteten Teile, die in der Luft - und Raumfahrt, im Automobilbereich, im Schiffsverkehr und in allgemeinen industriellen Endanwendungen verwendet werden Die Materialauswahl sollte auf der spezifischen Belastungs, Korrosionsumgebung und der Frage basieren, ob die CNC-bearbeiteten Aluminiumteile anschließend geschweißt werden.
| Legierung | Zugfestigkeit | Streckgrenze | Härte | Schweißbarkeit | Beste Anwendung |
|---|---|---|---|---|---|
| 6061-T6 | 310 MPa (45 ksi) | 276 MPa (40 ksi) | 95 HB | Ausgezeichnet | Allgemeine Struktur, Vorrichtungen, Gehäuse |
| 7075-T6 | 572 MPa (83 ksi) | 510 MPa (74 ksi) | 150 HB | Arm | Luft - und Raumfahrt tragend, Verteidigung |
| 2024-T351 | 469 MPa (68 ksi) | 324 MPa (47 ksi) | 120 HB | Arm | Ermüdungskritische Flugzeugstrukturen |
| 5052-H32 | 228 MPa (33 ksi) | 193 MPa (28 ksi) | 60 HB | Ausgezeichnet | Marine Hardware, Blechteile |
Beginnen Sie mit 6061-T6 – es deckt etwa 801TP3 T CNC-Aluminiumteile bei den niedrigsten Rohstoffkosten ab Gehen Sie nur dann auf 7075-T6, wenn die strukturellen Berechnungen eine Mindestzugfestigkeit von 400 MPa angeben. Seien Sie sich darüber im Klaren, dass diese Legierung die Schweißbarkeit beeinträchtigen wird. Wählen Sie für korrosionsbeständige, aber weniger starke Schiffsanwendungen oder allgemeine Industrieteile die Legierung 5052. Sie kostet weniger und liefert eine gute Korrosionsbeständigkeit.
Technische Anmerkung
Die Legierungsspezifikation zählt 6061-T6 (Lösung wärmebehandelt und künstlich gealtert) wird zum Beispiel fast die doppelte Streckgrenze haben wie 6061-O (im geglühten Zustand hergestellt) Geben Sie unbedingt die volle Legierung-und-Temper pro ASTM B209 Um zu verhindern, dass man das falsche Material erhält.
Eine nicht optimale Wahl 7075 bestellen, wenn das Teil strukturelle Integrität in 6061 erreichen würde Der Unterschied in den Materialkosten reicht von 30-50%. Es gibt auch den Verlust der geschweißten Eigenschaft Führen Sie eine primäre Spannungsanalyse (Last) Berechnung zuerst durch 6061 unterstützen die Ergebnisse normalerweise als optimale Legierungslösung Bestätigen Sie Ihre Aluminium CNC Bearbeitungsservice Legierung muss im Voraus erfolgen, um Verzögerungen zu vermeiden.
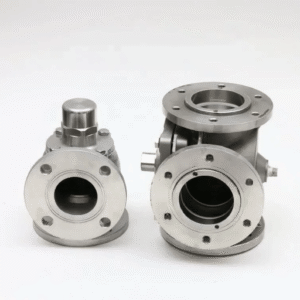
Die Wahl des richtigen CNC-Verfahrens für Aluminiumteile macht den Unterschied zwischen akzeptabler Geometrie und wirtschaftlichen Kosten pro Stück aus. Drei primäre Prozessfamilien übernehmen den Großteil der CNC-Arbeit aus Aluminium: Fräsen, Drehen und mehrachsige Bearbeitung.
| Prozess | Geometrie-fit | Toleranzbereich | Kostenstufe | Am besten für |
|---|---|---|---|---|
| CNC-Fräsen mit 3 Achsen | Prismatische, 2,5 D-Funktionen | ±0,005 Zoll. | $70 1 TP4T125/Std | Flachteile, Gehäuse, Halterungen |
| CNC-Drehen | Rotationssymmetrie | ±0,002 Zoll. | $60 1 TP4T100/h | Wellen, Abstandshalter, Gewindebeschläge |
| CNC-Fräsen mit 5 Achsen | Komplexe 3 D-Oberflächen, Hinterschnitte | ±0,0005 Zoll. | $150 –$250/h | Luft - und Raumfahrtkomponenten, Laufräder |
| Schweizer Bearbeitung | Kleine, schlanke Teile (L/D > 3:1) | ±0,0002 Zoll. | $80 1 TP4T150/h | Medizinische Stifte, elektronische Steckverbinder |
CNC-Fräsen Aluminium Auf einer 3-Achsen-Maschine liefert die meisten Teileformen mit dem niedrigsten Stundensatz Lassen Sie 5-Achsen-Fräsen für Teile, die nicht in 2-3-Aufbauten auf einer 3-Achse erstellt werden können Zwei Aufstellungen sind schneller und kostengünstiger als ein einzelner 5-Achsen-Lauf für ein Teil, das nicht mehrere Flächen hat, die zwei Annäherungswinkel erfordern.
3-Achsen-Fräsen Aluminium Rapid Prototyping Optimiert für schnelle Durchlauf – im Allgemeinen mit einer Durchlaufzeit von 3-5 Werktagen für einfache Geometrien
Falsche Parameter verursachen wie Stahl Bearbeitungsprobleme bei Aluminium, wenn zu langsames Laufen zu Werkzeugabrieb und Aufbaukante (BUE) führt, dann verursacht zu schnelles Laufen Geschwätz und raue Oberflächenbeschaffenheit Diese Geschwindigkeits - und Vorschubpläne stammen aus Hartmetall-Werkzeughandbüchern und sind für die meisten Aluminiumlegierungen sicher:
| Parameter | HSS-Tooling | Hartmetallwerkzeuge |
|---|---|---|
| Spindelgeschwindigkeit (RPM) | 600 1.200 | 5.000 20.000+ |
| Oberflächengeschwindigkeit (SFM) | 200 400 | 800 1.500 |
| Chiplast (mm/Zahn) | 0,05 10 | 0,08 15 |
| Schnitttiefe (axial) | 10,5 ̄F Kutterdurchmesser | 1-GROSSFRÄSERdurchmesser |
| Empfohlene Flöten | 2 Flöte | 2-Zoll-Flöte, hohe Helix (45°) |
Technische Anmerkung zur Berechnung des Feed-Rates
Vorschubgeschwindigkeit (mm/min) = RPM × Anzahl Flöten × Chip Load Für eine 2-Flötencarbid-Endmühle bei 10.000 RPM mit 0,10 mm/Zahnchiplast: 10.000 × 2 × 0,10 = 2.000 mm/min Referenz: MAE Design Lab der University of Florida.
Was ist so besonders an 2-3-Flöten? dieses Metall produziert lange, strähnige Chips Weniger Flöten (größere Chip-Gullets – bieten mehr Platz für Chips, um den Schnitt zu verlassen und ein Nachschneiden zu vermeiden, um eine bessere Oberfläche zu erzielen Ein Werkzeug mit einem Helixwinkel von 40-45 zieht Chips hoch und weg von der Arbeit und verhindert ein Nachschneiden.
Die Verwendung von Stahlschneideparametern wie niedriger Drehzahl und niedriger Vorschubgeschwindigkeit in Aluminium führt zu Reibung und aufgebauter Kante am Fräser, Kaltverfestigung und schlechter Toleranz. Aluminium erfordert eine höhere Drehzahl und eine höhere Vorschubgeschwindigkeit für Effizienz und Qualität.
In HSM-Maschinenkonfigurationen (Spindelgeschwindigkeiten 15.000 RPM+) mit lichtseitigem Eingriff sind die Materialentfernungsraten von 500 cm/min in 6061-Aluminium um ein Vielfaches höher als bei herkömmlichen Stahlparametern.

Design für die Herstellbarkeit bestimmt, ob Ihre Aluminiumteile die CNC-Maschine innerhalb der Toleranz, innerhalb des Budgets verlassen können Befolgen Sie diese Regeln auch für niedrigpräzise Aluminiumteile, um die größten Ursachen für Bearbeitungsarbeiten, Schrott und Nacharbeiten zu vermeiden
Konstruktionen, die ±0,001 in. Toleranzen angeben, wenn ±0,005 in. ausreicht, kosten Sie nur mehr in der Bearbeitung 2 x über Enge Toleranzen bedeuten langsamere Vorschübe, mehr Unterbrechungen für die Messung, und mehr offline klimakontrollierte Inspektion Erwägen Sie dringend, enge Callouts auf Passflächen und andere kritische Datumsangaben anzuwenden.
Fügen Sie bei Aluminiumteilen, die Sie nach der Bearbeitung zusammenbauen, 0,05-0,10 mm zusätzlichen Vorrat auf Passflächen hinzu, um den Aufbau der Eloxationsdicke zu ermöglichen Hartlack vom Typ III eloxiert Ablagerungen 25-50 m pro Seite, was Auswirkungen auf die Abmessungen der Presssitz- und Lagerbohrung hat Lassen Sie diese Zulagen vor der Bearbeitung von Ihrem Lieferanten für maßgeschneiderte Aluminiumteile überprüfen.
Bearbeitetes Aluminium erreicht die besten Oberflächenveredelungen mit der in der militärischen Spezifikation angegebenen Art von Eloxal MIL-A-8625, obwohl andere mechanische und chemische Optionen verfügbar sind.
| Fertig stellen | Dicke | Härte | Kostenbereich | Beste Anwendung |
|---|---|---|---|---|
| Typ II Eloxieren | 5 µm | 200 –400 HV | $0,50 $2,00/ft² | Dekorativer, mäßiger Korrosionsschutz |
| Hartbeschichtung Typ III | 25 100 µm | 60 –70 HRC | $2.0 1$6.00/ft² | Verschleißkritisch, militärisch/luft - und |
| Perlenstrahlen | N/A (Oberflächentextur) | Keine Härteänderung | $0.25 $1.00/ft² | Einheitliches mattes Aussehen, Vorbereitung voranodisieren |
| Pulverbeschichtung | 50 100 µm | 2-H-4H-Stifthärte | $1.0 $3.00/ft² | Außenbelichtung, Farbanpassung |
| Chromatumwandlung | 0,25 µm | Minimal | $0,30 $0,80/ft² | Erhaltung der elektrischen Leitfähigkeit |
ages Vorteile von Hartbeschichtung Typ III
Einschränkungen von Hartbeschichten vom Typ III
Typ II Eloxieren mit einem Farbstoffschritt ergibt die besten Gesamtkosten, das beste Aussehen und die beste Korrosionsbeständigkeit für die meisten CNC-Aluminiumteile. Betrachten Sie Typ III nur, wenn das Aluminium auf Schleifkontakt oder Gleitverschleiß stößt oder die militärischen Beschaffungsanforderungen erfüllen muss.

Ein genaues Verständnis der relativen Kosten von CNC-Aluminiumteilen ermöglicht es Designern, Designentscheidungen zu bestätigen, die die Kosten senken, ohne die Teileleistung zu beeinträchtigen.
Beachten Sie, dass die Materialkosten oft nicht der dominierende Kostenfaktor sind, wohl aber die Maschinenzeit.
Fünf Strategien zur Reduzierung der CNC-Teilkosten aus Aluminium
Designkomplexität macht 30-501TP3 T der CNC-Aluminiumteile-Herstellungskosten aus, und komplexe Merkmale können die Zykluszeiten erheblich verlängern oder den Schrott erhöhen Verwenden Sie die DFM-Checkliste oben, um mögliche Kostensenkungen zu identifizieren, bevor Sie eine Datei an eine Maschinenwerkstatt senden. Das Vermeiden von Designänderungen später kann einen enormen Unterschied bei den Kosten machen.
Beginnend mit einem CNC-Bearbeitungspartner Dies kann Ratschläge zu Änderungen des Teiledesigns geben, die die Bearbeitungskosten um 10-301 TP3 T senken, bevor der erste Chip geschnitten wird. Dies kann von unschätzbarem Wert sein, wenn die Fähigkeit zur Kostenkontrolle im Vordergrund steht.
Fordern Sie Aluminiumkomponenten mit enger Toleranz an, die aus der richtigen Legierung und Oberflächenbeschaffenheit für Ihre Bedürfnisse hergestellt werden?
Leveloper Fabrik in Shenzhen hat mehr als 80 CNC-Bearbeitungszentren, die 17 Jahre Erfahrung in der Herstellung von Aluminium, Stahl, Titan und technischen Kunststoffen erlebt haben Die in diesem Leitfaden beschriebenen Bearbeitungsdaten und DFM-Empfehlungen sind aus den Kosten - und Toleranz-Benchmarks unserer Fabrikhalle abgeleitet 6061 und 7075 bearbeiten wir große Mengen in Aluminium für Luft - und Raumfahrt, Medizin - und Automatisierungszwecke Wir bearbeiten Hunderte von Aluminiumartikeln pro Monat mit 3-Achsen, 5-Achsen - und Schweizer Typ CNC-Zentren.









