


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


O Guia do Engenheiro para Usinagem CNC de Alumínio: Ligas, Parâmetros e Controle de Custos
| Liga Mais Usinada | 6061-T6 (resistência à tração: 310 MPa /45.000 psi) |
| Alternativa de alta resistência | 7075-T6 (resistência à tração: 572 MPa /83.000 psi) |
| Tolerância Típica | ±0,005 pol. padrão; ±0,0005 pol. precisão |
| Faixa de velocidade do fuso | 6000+ RPM (ferramentas de carboneto) |
| Taxa de loja (3 eixos) | $70$125 por hora |
| Tarifa de Loja (5 Eixos) | $150 por horaTP4T250 |
| Acabamentos de Superfície Comuns | Anod tipo II (55 µm), revestimento duro tipo III (100 µm) |
| Maquinabilidade vs. Aço | 3× taxa de remoção de material mais rápida |
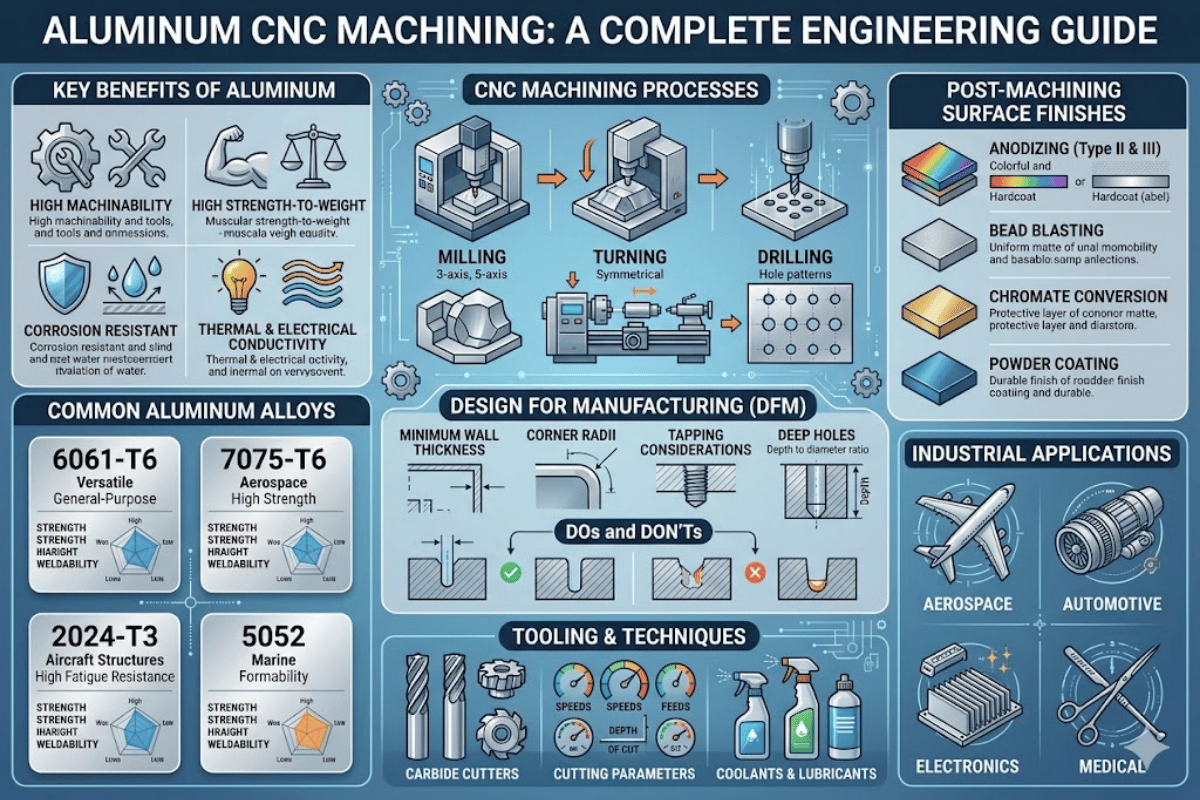
Entre os metais não ferrosos, o alumínio domina o volume de usinagem CNC. Por que? corta mais rápido, a vida útil da ferramenta é melhor e as peças acabadas pesam cerca de um terço da mesma peça do aço. Selecionar a liga errada, executar parâmetros inadequados ou não seguir as melhores práticas de design para fabricação pode fazer com que todas essas vantagens vão direto para a caixa de sucata, sem mencionar o aumento dramático dos custos. A chave para uma excelente usinagem de alumínio decorre do confronto entre liga, processo e parâmetros e especificações de peças acabadas.
Este artigo discute os trade-offs que verdadeiramente importam a seleção de ligas de engenharia, parâmetros de usinagem, escolhas de acabamento e controle de custos Os pontos de dados e referências usados são todos verificáveis, e as principais recomendações são baseadas em resultados medidos.
Três fatores mensuráveis impulsionam essa dominância: baixa densidade, fácil usinabilidade e resistência à corrosão inerente Com uma densidade de 2,7 gramas por centímetro cúbico, o alumínio pesará aproximadamente sessenta e cinco por cento menos que o aço (7,8 gramas por centímetro cúbico) e quarenta por cento menos que o titânio (4,5 gramas por centímetro cúbico) com base nos valores do Centro Processamento Titânio.
Em termos de usinabilidade, o benefício é facilmente quantificável CNC de alumínio ciclos de usinagem três a quatro vezes mais rápido do que peças de aço ou titânio do mesmo bloco que chips de alumínio cortados de ferramentas pesam menos e geram forças de corte mais baixas assim os tempos de ciclo mais rápidos e economia de custos.
Uma camada de óxido natural também oferece resistência à corrosão sem revestimento adicional. No entanto, a maioria dos componentes de alumínio usinados ainda passa por anodização ou outros processos de acabamento externo para aplicações aeroespaciais, automotivas ou eletrônicas que exigem maior nível de proteção contra corrosão.
| Propriedade | Alumínio | Aço (Suave) | Titânio (Ti-6Al-4V) |
|---|---|---|---|
| Densidade (g/cm³) | 2.7 | 7.8 | 4.5 |
| Força Específica (kN·m/kg) | 110120 | 45 05 | ~200 |
| Velocidade de usinagem relativa | 1× (linha de base) | 0,250,33× | 0,150,25× |
| Resistência Natural à Corrosão | Sim (camada de óxido) | Não (ferrugens) | Sim (camada de óxido) |
Combinando baixo peso com alta resistência específica, o alumínio oferece cerca de duas vezes a resistência específica do aço macio. Portanto, continua sendo a escolha padrão de estrutura pesada na presença de considerações orçamentárias do titânio.

Nem todas as ligas de alumínio CNC maquinar o mesmo As quatro ligas seguintes compreendem 90 por cento de todas as ferramentas de alumínio CNC e peças usinadas usadas em usos finais aeroespaciais, automotivos, marítimos e industriais em geral A seleção de materiais deve ser baseada no carregamento específico, ambiente de corrosão e se as peças de alumínio usinadas CNC serão soldadas depois.
| Liga | Resistência à tração | Força de rendimento | Dureza | Soldabilidade | Melhor Aplicação |
|---|---|---|---|---|---|
| 6061-T6 | 310 MPa (45 ksi) | 276 MPa (40 ksi) | 95HB | Excelente | Estrutural geral, acessórios, caixas |
| 7075-T6 | 572 MPa (83 ksi) | 510 MPa (74 ksi) | 150HB | Pobre | Rolamento de carga aeroespacial, defesa |
| 2024-T351 | 469 MPa (68 ksi) | 324 MPa (47 ksi) | 120HB | Pobre | Estruturas de aeronaves críticas à fadiga |
| 5052-H32 | 228 MPa (33 ksi) | 193 MPa (28 ksi) | 60HB | Excelente | Hardware marinho, peças de chapa metálica |
Comece com 6061-T6 alumínio cobre cerca de 801TP3 T de peças CNC de alumínio com o menor custo de material Mova-se para 7075-T6 somente se os cálculos estruturais especificar resistência à tração mínima de 400 MPa estar ciente de que esta liga vai sacrificar soldabilidade Para corrosão resistente, mas menos forte uso marítimo ou peças industriais gerais, escolha 5052 liga custa menos e oferece boa resistência à corrosão.
Nota de Engenharia
A especificação da liga importa um lote envelhecido por exemplo, 6061-T6 (solução tratada termicamente e artificialmente) terá quase o dobro da resistência ao escoamento que 6061-O (forjado na condição recozida) Certifique-se de especificar a liga completa e temperar por ASTM B209 a fim de evitar receber o material errado.
A menos do que a escolha ideal 7075 ordenação quando a peça iria alcançar a integridade estrutural em 6061. a diferença nos custos de material varia de 30-501TP3 T. Há também a perda da propriedade soldada Execute uma análise de tensão primária (carga) cálculo primeiro (os resultados geralmente suportam 601 como a solução de liga ideal Confirme o seu serviço usinagem CNC alumínio a liga precisa de adiantamento para evitar atrasos.
Escolher o processo CNC certo para peças de alumínio faz a diferença entre a geometria aceitável e um custo econômico por peça Três famílias de processos primários lidam com a maior parte do trabalho CNC de alumínio: fresagem, torneamento e usinagem multieixo.
| Processo | Geometria Ajuste | Faixa Tolerância | Nível de custo | Melhor Para |
|---|---|---|---|---|
| Fresagem CNC de 3 eixos | Prismático, recursos 2.5D | ±0,005 pol. | $70$125/h | Partes planas, invólucros, suportes |
| Torneamento CNC | Simetria rotacional | ±0,002 pol. | $60$100/h | Eixos, espaçadores, acessórios roscados |
| Fresagem CNC de 5 eixos | Superfícies 3 D complexas, recortes | ±0,0005 pol. | $150/hrTP4T250 | Componentes aeroespaciais, impulsores |
| Usinagem Suíça | Peças pequenas e delgadas (L/D > 3:1) | ±0,0002 pol. | $80$150/h | Pinos médicos, conectores eletrônicos |
CNC fresagem alumínio em uma máquina de 3 eixos fornece a maioria das formas de peças na menor taxa horária Deixe fresagem de 5 eixos para peças que não podem ser criadas em 2-3 configurações em um eixo 3 Duas configurações são mais rápidas e menos dispendiosas do que uma única corrida de 5 eixos para uma peça que não tem múltiplas faces que exigem ângulos duplos de abordagem.
alumínio de fresagem de 3 eixos prototipagem rápida otimizado para turnaround rápido geralmente com um turnaround de 3-5 dias úteis para geometrias simples
Como o aço, parâmetros errados causam problemas de usinagem com alumínio Se correr muito lento causa fricção da ferramenta e borda construída (BUE), então correr muito rápido causa tagarelice e acabamento superficial áspero Esses planos de velocidade e alimentação vêm de manuais de ferramentas de metal duro e são seguros para a maioria das ligas de alumínio:
| Parâmetro | Ferramentas HSS | Ferramentas de carboneto |
|---|---|---|
| Velocidade do fuso (RPM) | 6001,200 | 5.000+ de 20.000 |
| Velocidade de superfície (SFM) | 2000 mil | 800 mil toneladas |
| Carga de lascas (mm/dente) | 0,050.10 | 0,080.15 |
| Profundidade de Corte (axial) | ≤0,5× diâmetro do cortador | ≤1×diâmetro do cortador |
| Flautas Recomendadas | 2 flauta | 2 flauta, alta hélice (45°) |
Nota de Engenharia (Engenharia Note) Cálculo da Taxa de Alimentação
Taxa de alimentação (mm/min) = RPM × Número de flautas × Carga de chip. Para um moinho final de carboneto de 2 flautas a 10.000 RPM com carga de cavacos de 0,10 mm/dente: 10.000 × 2 × 0,10 = 2.000 mm/min. Referência: Laboratório de Design MAE da Universidade da Flórida.
O que é tão especial 2-3 flautas Este metal produz chips longos e fibrosos Menos flautas (flautas) chips maiores (gullets) fornecem mais espaço para chips deixarem o corte e evitarem o recorte para melhor acabamento Uma ferramenta com um ângulo de hélice de 40-45 puxa chips para cima e para longe do trabalho e evita o recorte.
O uso de parâmetros de corte de aço, como baixa RPM e baixa taxa de alimentação em alumínio, resulta em fricção e borda construída no cortador, endurecimento por trabalho e baixa tolerância O alumínio requer maior RPM e maior taxa de alimentação para eficiência e qualidade.
Em configurações de máquinas HSM (velocidades do fuso 15.000 RPM+) com engate lateral leve, taxas de remoção de material de 500 cm/min em alumínio 601 são práticas 601 vezes maiores que os parâmetros do aço comum.

O projeto para a manufaturabilidade determina se suas peças de alumínio podem deixar a máquina do CNC dentro da tolerância, dentro do orçamento Siga estas regras mesmo para as peças de alumínio da baixa precisão para evitar as causas as maiores do trabalho de usinagem, da sucata, e do retrabalho
Projetos que especificam ±0.001 in. tolerâncias quando ±0.005 in. é suficiente apenas custa-lhe mais na usinagem 2 x sobre. tolerâncias apertadas significam alimentações mais lentas, mais interrupções para medição, e mais inspeção climatizada off-line Considere fortemente a aplicação de callouts apertados em superfícies de acoplamento e outros datums críticos.
Para peças de alumínio que você monta após a usinagem, adicione 0,05-0,10 mm de estoque extra em superfícies de acoplamento para acomodar o acúmulo de espessura de anodização Tipo III hardcoat anodizar depósitos 25-50 m por lado, o que tem implicações para press-fit e dimensões de furo de rolamento Ter o seu fornecedor de peças de alumínio personalizado verificar essas licenças antes de usinagem.
O alumínio usinado consegue os melhores acabamentos de superfície com o tipo de anodização especificado pela especificação militar MIL-A-8625, embora outras opções mecânicas e químicas estejam disponíveis.
| Terminar | Espessura | Dureza | Faixa de custo | Melhor Aplicação |
|---|---|---|---|---|
| Anodizar Tipo II | 5 µm | 2000 HV | 1TP0,50 $2.0/ft² | Proteção decorativa, moderada da corrosão |
| Casaco duro tipo III | 25 µm | 60 HRC | 1TP2.001T4T4T6.0/ft² | Crítico de desgaste, militar/aeroespacial |
| Explosão de contas | N/A (textura superficial) | Nenhuma mudança de dureza | 1TP0,251T4T4T1.0/ft² | Aparência fosca uniforme, pre-anodizar prep |
| Revestimento Pó | 50 µm | 2Hh H dureza do lápis | 1TP1.001T4T4T3.0/ft² | Exposição exterior, correspondência de cores |
| Conversão Cromato | 0,25 1,0 µm | Mínimo | 1TP0,301T4T4T0,80/ft² | Preservação da condutividade elétrica |
Vantagens do Hardcoat Tipo III
– Limitações do casaco duro tipo III
O anodizar tipo II com uma etapa de corante produz o melhor custo geral, aparência e resistência à corrosão para a maioria das peças de alumínio CNC Considere o tipo III somente se o alumínio encontrar contato abrasivo, desgaste deslizante ou precisar atender aos requisitos de aquisição militar.

Uma compreensão precisa dos custos relativos das peças de alumínio CNC permite que os projetistas confirmem decisões de projeto que reduzirão o custo sem afetar o desempenho da peça.
Esteja ciente de que muitas vezes o custo do material não é o fator de custo dominante, mas o tempo da máquina é.
Cinco estratégias para reduzir o custo das peças CNC de alumínio
A complexidade do projeto é responsável por 30-501TP3 T de custos de fabricação de peças de alumínio CNC, e recursos complexos podem estender significativamente os tempos de ciclo ou aumentar a sucata Use a lista de verificação DFM acima para identificar possíveis reduções de custos antes de enviar um arquivo para uma oficina mecânica Evitar modificações de projeto mais tarde pode fazer uma tremenda diferença no custo.
Começando com a Parceiro usinagem CNC isso pode aconselhar sobre alterações no projeto de peças que reduzirão os custos de usinagem em 10-30% antes de cortar o primeiro chip pode ser inestimável se a capacidade de controlar os custos for fundamental.
Exigir componentes de alumínio de tolerância apertada produzidos usando a liga correta e acabamento superficial para suas necessidades?
A fábrica de leveloper em Shenzhen tem mais de 80 centros de usinagem CNC que experimentaram 17 anos de fabricação de alumínio, aço e plásticos de engenharia Os dados de usinagem e as recomendações DFM descritas neste guia são derivadas dos benchmarks de custo e tolerância do nosso chão de fábrica (a) nós máquina grandes quantidades em alumínio 6061 e 7075 para fins aeroespaciais, médicos e de automação Nós usinamos centenas de itens de alumínio por mês usando centros CNC de 3 eixos, 5 eixos e tipo suíço.









