


Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.


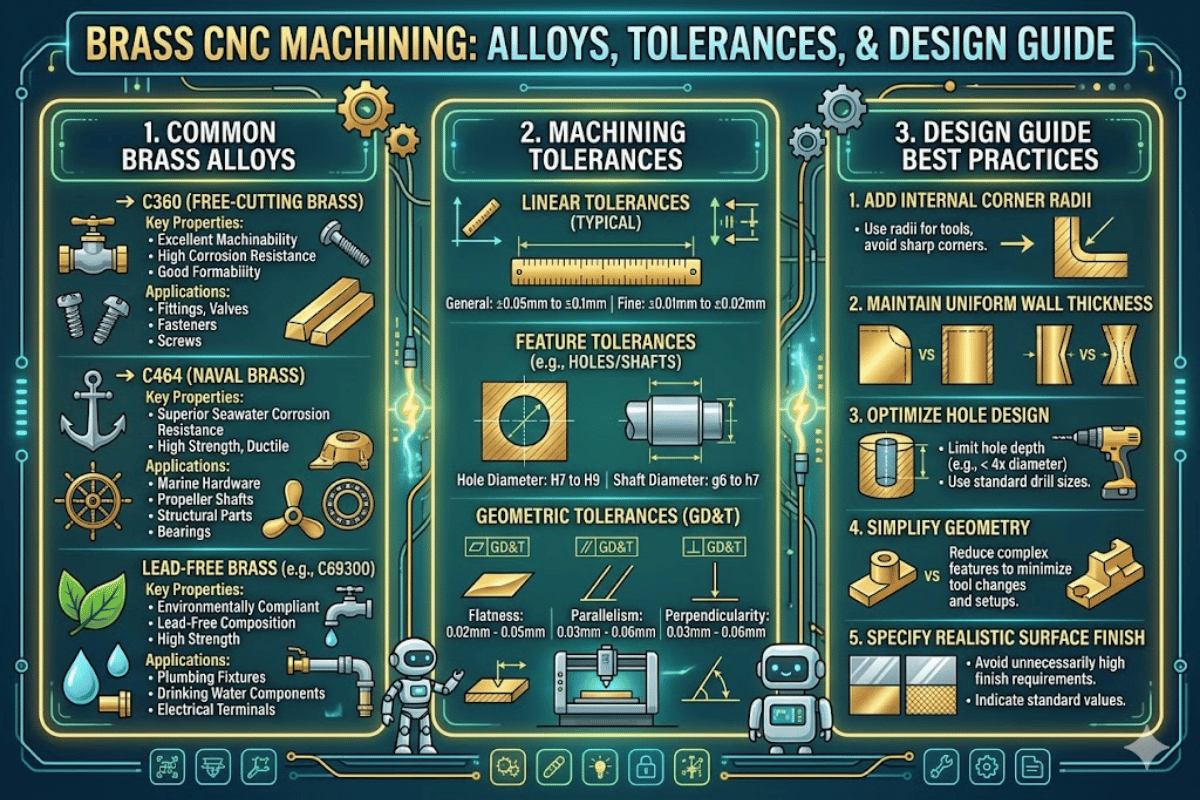
Brass CNC Machining: A Complete Guide to Alloys, Processes, and Design
| Most Common Alloy | C36000 (Free-Cutting Brass) — 60% Cu, 3% Pb, balance Zn |
| Machinability Rating | 100 (CDA baseline — highest among all copper alloys) |
| Tensile Strength (C360, H02) | 310–469 MPa (45–68 ksi) |
| Achievable Tolerance | ±0.025 mm (±0.001″) routine for CNC milled/turned parts |
| As-Machined Surface Finish | Ra 0.4–0.8 μm (better than aluminum or stainless steel) |
| Thermal Conductivity | 115 W/m·K (C360) |
Brass continues to be one of the most readily machined of all the precision metals – and for good reason. With a USDA machinability rating of 100 on the CDA machinability scale, C360 free-machining brass is arguably the most machinable copper alloy – the standard by which the rest of the family is rated. This page covers brass alloy choice, CNC machining parameters, feeds and speeds, best practice design guidelines, and comparative data with aluminum and stainless steel – giving engineers and procurement teams all the technical information they need to specify finished brass components with confidence.
If you require a supply partner for brass CNC machining services, this page will help you to specify tolerance, grade and finishing details with your chosen supplier.
The fact that brass is statistically one of the easiest and most highly machinable metals goes beyond the relationship that exists between additives of varying compatibility (zinc and copper); a more fundamental factor lies in the use of small, globular additions of lead in the composition of the alloy. Dispersed evenly within the fundamental matrix (containing copper and zinc), these bits of lead act as a twin-pronged internal chip breaker. When the workpiece begins to be cut, the presence of the globular lead particles causes the emerging chip to fragment into small, manageable chips rather than producing long spirals which trap around the cutting tool and the work piece.
Three practical outcomes for CNC machining emerge:
Other inherent material characteristics give brass a further range of advantages over other CNC machined materials: corrosion resistance, low friction coefficient, as well as good electrical and heat conductivity (115 W/mK for C360). These properties make machined brass parts ideal for electrical contacts and connectors, plumbing fittings, valve bodies, gear components, and musical instruments where density and resulting sound quality influence the final tonal characteristics.
Brass is predominantly a dry-machining material due to its relatively low power requirements and the fact that the short chips do not generate as much heat as machine parts made from other, more difficult materials. When coolant is needed (usually for deep hole drilling or volume turning operations), water soluble coolants are the obvious choice, on account of their ability to keep the temperature at the tool tip down to manageable levels. Do not use chlorinated cutting oils – these can lead to dezincification.

Not every type of brass alloy responds equally to CNC machining. Different copper-zinc compositions (along with lead and other additives) fundamentally change the way each alloy cuts. Selecting the wrong grade means that machinists experience unnecessarily long cycle times, higher scrap, and parts that do not live up their service-life expectations.
The following pages compare the machinability of four most common alloys that are specified for CNC machined brass components, drawing on Copper Development Association alloy data:
| Property | C360 (Free-Cutting) | C260 (Cartridge Brass) | C464 (Naval) | C693 (ECO Brass) |
|---|---|---|---|---|
| Composition | 60% Cu, 3% Pb, bal Zn | 70% Cu, 0.07% Pb max, bal Zn | 60% Cu, 0.75% Sn, bal Zn | 75% Cu, 3% Si, 0.05% Pb, bal Zn |
| Machinability | 100 | 30 | 30 | 85 |
| Tensile Strength (H02) | 310–469 MPa | 427 MPa | 517–552 MPa | 517–586 MPa |
| Density | 8.50 g/cm³ | 8.53 g/cm³ | 8.41 g/cm³ | 8.30 g/cm³ |
| Thermal Conductivity | 115 W/m·K | 121 W/m·K | 116 W/m·K | 37.7 W/m·K |
| Lead Content | 2.5–3.0% | ≤0.07% | ≤0.20% | ≤0.09% |
| Potable Water Legal | No | Yes | Yes | Yes (NSF/ANSI 61) |
| Best Application | Screw machine parts, fittings, gears | Cartridge brass casings, radiator cores, springs | Marine hardware, propeller shafts | Plumbing, food contact, potable water |
📐 Engineering Note — Lead Regulations Affecting C360
C360’s lead (2.5-3.0%) meets requirements for EU RoHS Exemption 6(c), which allows 4% Pb in copper alloys. This exemption has been extended to 30 June 2027. After expiry the limiting threshold becomes 0.1% Pb. For potable water applications the U.S. EPA Safe Drinking Water Act has selected a limit of 0.25% Pb on wetted surfaces, so C360 would not be considered lead-free under the Uniform Plumbing Code. Specify C69300 (ECO Brass) or C260 for lead-free compliant components under NSF/ANSI 61.
Brass readily lends itself to nearly every CNC machining process. Depending on part geometry, tolerance needs, and production run length the optimal process can be selected. Here are typical outcomes for selected brass components:
| Process | Best For | Typical Tolerance | Common Brass Parts |
|---|---|---|---|
| CNC Turning | Cylindrical/rotational parts | ±0.025 mm | Valve stems, bushings, threaded fittings |
| CNC Milling | Prismatic/flat features | ±0.025 mm | Housings, plates, enclosures |
| 5-Axis CNC | Complex 3D geometries | ±0.013 mm | Impellers, manifolds, custom connectors |
| Swiss-Type Turning | Small, slender parts (L/D > 3:1) | ±0.013 mm | Watch components, electronic pins, medical screws |
For high production runs of objects such as screw machine parts and electrical contact leads, Swiss-type CNC lathes deliver the fastest brass parts. Swiss-type bar feeding combined with C360 brass alloy’s chip-breaking behavior allows uninterrupted runs at 3,000-4,000+ RPM with predictable concentricity.
Most CNC milling on brass can be implemented directly on a standard 3-axis CNC mill for most geometries. Machining of 5 axes becomes necessary when parts contain undercuts, features at ambient angles, or other methods of multiple setup to realize features – introduces cost and potential tolerance errors. Lecreator’s CNC machining service features 80+ CNC machines to accommodate all four brass machining processes.

What is the ideal cutting speed for brass? The answer depends on tooling type and operation. The table shows beginning recommendations for C360 free-machining brass taken from the Copper Development Association DKI machining guide.
| Operation | HSS Speed | Carbide Speed | Feed Rate | Depth of Cut |
|---|---|---|---|---|
| Turning (Roughing) | 300–600 SFM | 500–1,600 SFM | 0.010–0.015 IPR | 0.100–0.200″ |
| Turning (Finishing) | 400–600 SFM | 800–1,600 SFM | 0.002–0.006 IPR | 0.010–0.030″ |
| Milling | 200–600 SFM | 500–1,500 SFM | 0.001–0.008 IPT | Per geometry |
The largest impact on material removal rate is depth of cut. The feed rate value most directly influences the surface quality. For a finishing pass to Ra 0.4 µm, set the feed to 0.002-0.004 IPR and hold depth of cut shallow (.010-.015).
📐 Engineering Note — Tool Selection for Brass
Use uncoated carbide or polished-flute end mills for brass CNC milling. TiN or TiAlN coated tools designed for steel increase friction and lead to BUE formation. Positive rake angles (10-15°) with sharp cutting edges reduces cutting forces and ejects chips more efficiently. For CNC brass turning on automatic lathes, C360 is the alloy of choice because its lead content tends to prevent the long, stringy, chips which cause automatic bar feeders to jam.

Brass is easy to machine, but bad design can be expensive. The following list provides design for manufacturing (DFM) suggestions to help engineers prevent common pitfalls when specifying cnc machined brass parts.
| Tolerance Level | Metric | Imperial | Cost Impact |
|---|---|---|---|
| Standard | ±0.13 mm | ±0.005″ | Baseline |
| Precision | ±0.05 mm | ±0.002″ | +15–25% |
| High-Precision | ±0.025 mm | ±0.001″ | +30–50% |
While knobs holding 0.025mm (0.001) final dimension tolerances are expensive on many other metals (and thus rarely specified on drawings), C360 brass tooling provides this precision as a matter of course thanks to minimal metal expansion and contraction during CNC machining, and chips that eject themselves cleanly from the cutting zone.
Over-tolerancing non-critical features is the most frequent cost driver in brass part quotes. Applying ±0.025 mm to every dimension when only 2–3 mating surfaces actually need it can increase machining cost by 30–50%. Use precision brass parts tolerances only where fit, function, or assembly demands them — and call out those features explicitly on your drawing with GD&T.

What are typical finishes for machined brass? Brass is tolerant of many finishes—everything from as-machined to mirror polish to decorative PVD coatings. The finish you choose depends on the part’s intended function, operating environment, and desired appearance.
| Finish | Ra Value | Relative Cost | Best Application |
|---|---|---|---|
| As-Machined | Ra 0.4–0.8 μm | $ | Functional parts, prototypes |
| Bead Blasting | Ra 0.8–3.2 μm | $$ | Uniform matte texture, hides tool marks |
| Mechanical Polishing | Ra 0.1–0.4 μm | $$$ | Decorative hardware, musical instruments |
| Mirror Polishing | Ra <0.05 μm | $$$$ | Optical components, reflectors |
| Nickel Electroplating | Preserves base Ra | $$$ | Corrosion barrier, wear surface (10–25 μm thick per ASTM B689) |
| Chrome Plating | Preserves base Ra | $$$$ | Faucets, automotive trim (0.3–1.0 μm over nickel) |
| Lacquer / Clear Coat | No change | $ | Tarnish prevention for exposed brass |
| PVD Coating (TiN, ZrN) | Preserves base Ra | $$$$ | Watch components, high-end hardware (0.25–5 μm, per NIH/PMC review) |
Powder coating on brass needs an adhesion promoter (chemical etch or primer) because the densities produced by machine finishing result in a non-mechanically adherent layer. Without surface preparation, powder coat will peel in less than a year—especially when brass parts are subjected to thermal cycles. For color finishes, specify liquid or PVD coatings.

In a typical CNC machined parts comparison, engineers consider brass against aluminum 6061-T6 and stainless 304. Know the relative strengths and weaknesses of each. Selecting the right material depends on a range of factors, including:
– Weight specifications: Brass is 3x heavier than aluminum (8.50 g/cm vs. 2.70 g/cm) but 15x heavier than stainless steel.
– Dezincification in stagnant or acidic water, if appropriate alloying decisions can be made.
– Value prop: Choose brass when best machinability, antimicrobial qualities, or electrical/thermal conductive qualities are sought in a corrosion resistant material. Choose aluminum if weight is a limiting factor and choose stainless when operating environment involves exposure to high temperatures, aggressive chemicals, or mechanical bending or loads. For precision or aesthetic components—such as fittings, connectors or hardware—brass is typically the lowest cost per part given fast CNC cycle times, cycle step optimization, and little post-process finishing.
| Property | Brass C360 | Aluminum 6061-T6 | Stainless Steel 304 |
|---|---|---|---|
| Density | 8.50 g/cm³ | 2.70 g/cm³ | 7.93 g/cm³ |
| Tensile Strength | 310–469 MPa | 310 MPa | 515 MPa |
| Thermal Conductivity | 115 W/m·K | 167 W/m·K | 16.2 W/m·K |
| Cutting Speed (Carbide) | 500–1,600 SFM | 600–1,500 SFM | 200–400 SFM |
| As-Machined Surface | Ra 0.4–0.8 μm | Ra 0.8–1.6 μm | Ra 1.6–3.2 μm |
| Corrosion Resistance | Good (dezincification risk in some environments) | Good (anodizable) | Excellent (passive Cr₂O₃ layer) |
| Relative Machining Cost | Low (fastest cycle times) | Low–Medium | High (work hardening, slow speeds) |
✔ Advantages of Brass for CNC
⚠ Limitations of Brass for CNC
Heaviest of the three (8.50 g/cm against 2.70 for aluminum)

Using brass, you gain the following strengths relative to the other options (source: Copper Development Association, ASM MatWeb):
Choose Brass when: your part needs the best machinability, natural antimicrobial properties, or electrical/thermal conductivity in a corrosion resistant package. Choose Aluminum when: weight is the biggest concern. Choose Stainless when: high temperature, aggressive chemicals, or enormous mechanical pressure exist. If a part combines machining quality and cosmetic options—for instance, like fittings, connectors, door handles—a brass part typically costs less due to short cycle times and less postproduction work.
Upload your CAD file for an instant quote. Lecreator machines C360, C260, C464, and lead-free brass alloys with tolerances to ±0.025 mm and 3-day lead times.
This guide was compiled from alloy property information from the Copper Development Association, regulatory guidance from the US EPA and EU RoHS framework, and machining parameters guidance from the CDA DKI machining guide. Cutting parameter ranges given are starting values – optimal settings depend on machine rigidity, tool geometry, and part fixturing. Since 2008, Lecreator has CNC machined components for electronics, plumbing and industrial machinery applications across the US, working on C360 and lead free alloys on 80+ CNC machines.









