


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


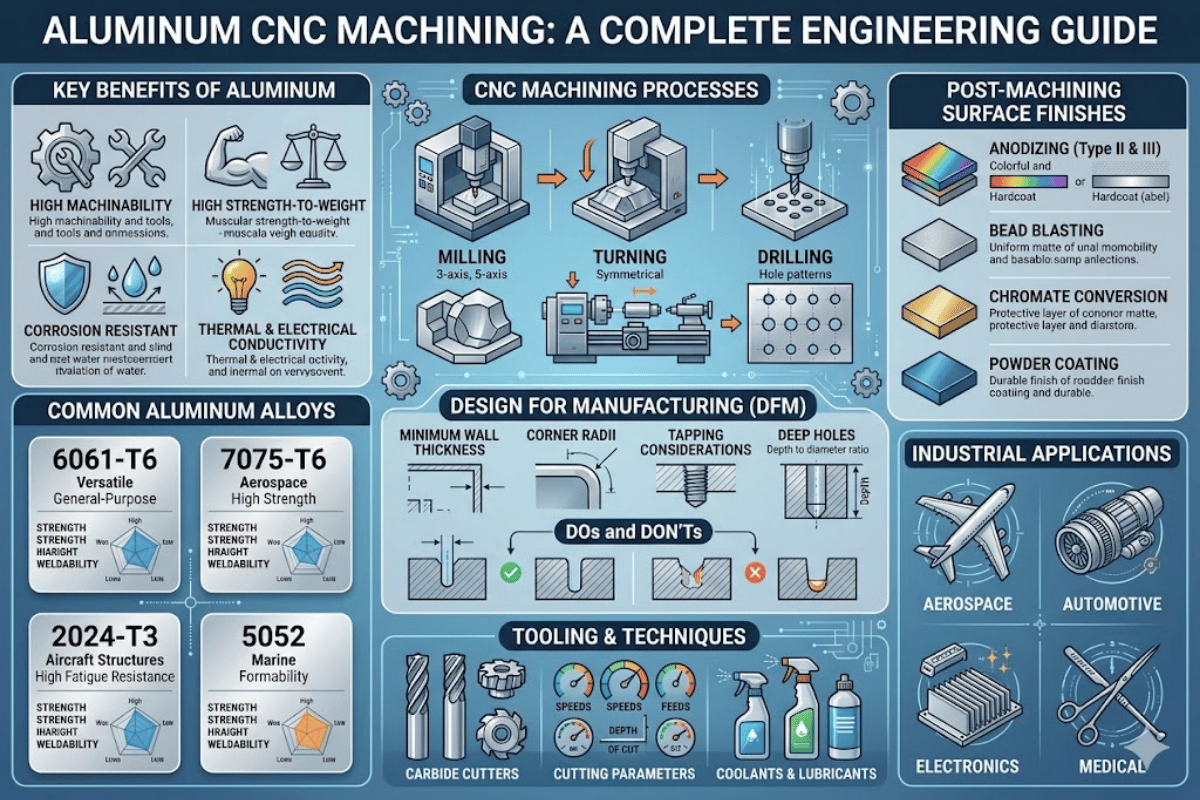
La guía del ingeniero para el mecanizado CNC de aluminio: aleaciones, parámetros y control de costos
| Aleación más mecanizada | 6061-T6 (resistencia a la tracción: 310 MPa / 45 000 psi) |
| Alternativa de alta resistencia | 7075-T6 (resistencia a la tracción: 572 MPa / 83 000 psi) |
| Tolerancia típica | ±0,005 pulgadas. estándar; ±0,0005 pulgadas. precisión |
| Rango de velocidad del husillo | 600-20,000+ RPM (herramientas de carburo) |
| Tarifa de tienda (3 ejes) | $70-$125 pe oră |
| Tarifa de tienda (5 ejes) | $150-$250 pe oră |
| Acabados superficiales comunes | Anodizado tipo II (5-25 µm), capa dura tipo III (25-100 µm) |
| Maquinabilidad versus acero | 3-4× tasa de eliminación de material más rápida |
Entre los metales no ferrosos, el aluminio domina el volumen de mecanizado CNC. ¿Por qué? Corta más rápido, la vida útil de la herramienta es mejor y las piezas terminadas pesan aproximadamente un tercio de la misma pieza de acero. Seleccionar la aleación incorrecta, ejecutar parámetros inadecuados o no seguir las mejores prácticas de diseño para la fabricabilidad puede hacer que todas esas ventajas vayan directamente al contenedor de chatarra, sin mencionar que aumentan los costos dramáticamente. La clave para un excelente mecanizado de aluminio proviene de la combinación de aleaciones, procesos y parámetros con las especificaciones de las piezas terminadas.
Este artículo analiza las compensaciones de ingeniería que realmente importan 'la selección de aleaciones, los parámetros de mecanizado, las opciones de acabado y el control de costos'. Los puntos de datos y las referencias utilizadas son todos verificables y las recomendaciones clave se basan en resultados medidos.
Tres factores mensurables impulsan este dominio: baja densidad, fácil maquinabilidad y resistencia inherente a la corrosión. Con una densidad de 2,7 gramos por centímetro cúbico, el aluminio pesará aproximadamente un sesenta y cinco por ciento menos que el acero (7,8 gramos por centímetro cúbico) y un cuarenta por ciento menos que el titanio (4,5 gramos por centímetro cúbico) según los valores del Centro de procesamiento de titanio.
En términos de maquinabilidad, el beneficio es fácilmente cuantificable. Los ciclos de mecanizado CNC de aluminio son de tres a cuatro veces más rápidos que las piezas de acero o titanio del mismo bloque que las virutas de aluminio cortadas de las herramientas pesan menos y generan menores fuerzas de corte, por lo que los tiempos de ciclo más rápidos y el ahorro de costos.
Una capa de óxido natural también proporciona resistencia a la corrosión sin recubrimiento adicional; sin embargo, la mayoría de los componentes de aluminio mecanizados aún se someten a procesos de anodizado u otros procesos de acabado exterior para aplicaciones aeroespaciales, automotrices o electrónicas que requieren un mayor nivel de protección contra la corrosión.
| Propiedad | Aluminio | Acero (suave) | Titanio (Ti-6Al-4V) |
|---|---|---|---|
| Densidad (g/cm³) | 2.7 | 7.8 | 4.5 |
| Fuerza específica (kN·m/kg) | 110-120 | 45-50 | ~200 |
| Velocidad relativa de mecanizado | 1× (línea de base) | 0,25-0,33× | 0,15-0,25× |
| Resistencia natural a la corrosión | Sí (capa de óxido) | No (óxido) | Sí (capa de óxido) |
Combinando un peso reducido con una resistencia específica elevada, el aluminio ofrece aproximadamente el doble de resistencia específica que el acero dulce, por lo que sigue siendo la opción predeterminada de estructura pesada en presencia de consideraciones presupuestarias del titanio.

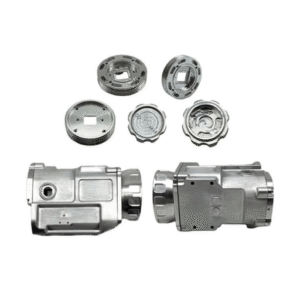
No todas las aleaciones de aluminio CNC se mecanizan igual. Las siguientes cuatro aleaciones comprenden el 90 por ciento de todas las herramientas y piezas mecanizadas de aluminio CNC utilizadas en usos finales aeroespaciales, automotrices, marinos e industriales en general. La selección de materiales debe basarse en la carga específica, el entorno de corrosión y si las piezas de aluminio mecanizadas CNC se soldarán posteriormente.
| Aleación | Resistencia a la tracción | Fuerza de rendimiento | Dureza | Soldabilidad | Mejor aplicación |
|---|---|---|---|---|---|
| 6061-T6 | 310 MPa (45 ksi) | 276 MPa (40 ksi) | 95 HB | Excelente | Estructuras generales, accesorios, carcasas |
| 7075-T6 | 572 MPa (83 ksi) | 510 MPa (74 ksi) | 150 HB | Pobre | Carga aeroespacial, defensa |
| 2024-T351 | 469 MPa (68 ksi) | 324 MPa (47 ksi) | 120 HB | Pobre | Estructuras de aeronaves críticas para la fatiga |
| 5052-H32 | 228 MPa (33 ksi) | 193 MPa (28 ksi) | 60 HB | Excelente | Herrajes marinos, piezas de chapa |
Comience con 6061-T6 ñona que cubre alrededor de 80% de piezas de aluminio CNC al menor costo de materia prima. Pase a 7075-T6 sólo si los cálculos estructurales especifican una resistencia mínima a la tracción de 400 MPa ñágase consciente de que esta aleación sacrificará la soldabilidad. Para uso marino resistente a la corrosión pero menos resistente o piezas industriales en general, elija la aleación 5052 ñana, cuesta menos y ofrece una buena resistencia a la corrosión.
📐 Nota de ingeniería
La especificación de la aleación importa mucho. Por ejemplo, 6061-T6 (solución tratada térmicamente y envejecida artificialmente) tendrá casi el doble de límite elástico que 6061-O (forjado en la condición recocida). Asegúrese de especificar la aleación y el templado completos por ASTM B209 para evitar recibir material incorrecto.
Una elección menos que óptima -pedir 7075 cuando la pieza alcanzaría integridad estructural en 6061. La diferencia en los costos de material varía de 30 a 50%. También está la pérdida de la propiedad soldada. Primero ejecute un cálculo de análisis de tensión (carga) primario (los resultados generalmente respaldan 6061 como la solución de aleación óptima). Confirma tu servicio de mecanizado CNC de aluminio la aleación necesita por adelantado para evitar retrasos.
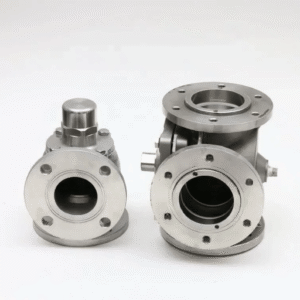
Elegir el proceso CNC adecuado para piezas de aluminio marca la diferencia entre una geometría aceptable y un costo económico por pieza. Tres familias de procesos principales se encargan de la mayor parte del trabajo CNC de aluminio: fresado, torneado y mecanizado multieje.
| Proceso | Ajuste geométrico | Rango de tolerancia | Nivel de costo | Mejor para |
|---|---|---|---|---|
| Fresado CNC de 3 ejes | Características prismáticas, 2.5D | ±0,005 pulg. | $70-$125/hr | Piezas planas, cerramientos, soportes |
| Torneado CNC | Simetría rotacional | ±0,002 pulg. | $60-$100/hr | Ejes, espaciadores, herrajes roscados |
| Fresado CNC de 5 ejes | Superficies 3D complejas, socavados | ±0,0005 pulg. | $150-$250/hr | Componentes aeroespaciales, impulsores |
| Mecanizado suizo | Partes pequeñas y delgadas (L/D > 3:1) | ±0,0002 pulg. | $80-$150/hr | Pines médicos, conectores electrónicos |
Fresado CNC de aluminio en una máquina de 3 ejes se suministran la mayoría de las formas de piezas a la tarifa horaria más baja. Deje fresado de 5 ejes para piezas que no se pueden crear en 2 o 3 configuraciones en un eje de 3. Dos configuraciones son más rápidas y menos costosas que una sola ejecución de 5 ejes para una pieza que no tiene múltiples caras y requiere ángulos de aproximación duales.
Fresado de aluminio de 3 ejes creación rápida de prototipos optimizado para un cambio rápido «generalmente con un cambio de 3 a 5 días hábiles para geometrías simples
Al igual que el acero, los parámetros incorrectos causan problemas de mecanizado con el aluminio. Si correr demasiado lento provoca roce de la herramienta y borde acumulado (BUE), entonces correr demasiado rápido provoca vibración y acabado superficial rugoso. Estos planes de velocidad y alimentación provienen de manuales de herramientas de carburo y son seguros para la mayoría de las aleaciones de aluminio:
| Parámetro | Herramientas HSS | Herramientas de carburo |
|---|---|---|
| Velocidad del husillo (RPM) | 600-1.200 | 5.000-20.000+ |
| Velocidad de superficie (SFM) | 200-400 | 800-1.500 |
| Carga de chip (mm/diente) | 0,05-0,10 | 0,08-0,15 |
| Profundidad de corte (axial) | ≤0,5× diámetro del cortador | ≤1× diámetro del cortador |
| Flautas recomendadas | 2 flauta | Flauta 2-23, hélice alta (45°) |
📐 Nota de ingeniería « Cálculo de la tasa de alimentación
Velocidad de alimentación (mm/min) = RPM × Número de flautas × Carga de virutas. Para un molino de extremo de carburo de 2 flautas a 10.000 RPM con carga de virutas de 0,10 mm/diente: 10.000 × 2 × 0,10 = 2.000 mm/min. Referencia: Laboratorio de Diseño MAE de la Universidad de Florida.
¿qué tienen de especial las 2-3 flautas? Este metal produce virutas largas y fibrosas. Menos flautas (barrancas de virutas más grandes) proporcionan más espacio para que las virutas abandonen el corte y evitan volver a cortar para un mejor acabado. Una herramienta con un ángulo de hélice de 40-45 levanta las virutas y las aleja del trabajo y evita volver a cortarlas.
El uso de parámetros de corte de acero como bajas RPM y baja velocidad de avance en aluminio da como resultado un roce y un borde acumulado en el cortador, endurecimiento por trabajo y mala tolerancia. El aluminio requiere mayores RPM y mayor velocidad de avance para lograr eficiencia y calidad.
En configuraciones de máquinas HSM (velocidades del husillo 15.000 RPM+) con acoplamiento lateral ligero, las tasas de eliminación de material de 500 cm/min en aluminio 6061 son prácticas varias veces mayores que los parámetros comunes del acero.

El diseño para la capacidad de fabricación determina si sus piezas de aluminio pueden dejar la máquina CNC dentro de la tolerancia y el presupuesto. Siga estas reglas incluso para piezas de aluminio de baja precisión para evitar las mayores causas de trabajo de mecanizado, desguace y retrabajo
Diseños que especifican ±0,001 pulgadas. tolerancias cuando ±0,005 pulgadas. es suficiente, solo le cuesta más mecanizar 2 veces más. Las tolerancias estrictas significan alimentaciones más lentas, más interrupciones para la medición y más inspecciones sin conexión con clima controlado. Considere seriamente aplicar distintivos ajustados en superficies de contacto y otros datos críticos.
Para las piezas de aluminio que ensambla después del mecanizado, agregue 0,05-0,10 mm de material adicional en las superficies de contacto para adaptarse a la acumulación de espesor de anodizado. La capa dura tipo III anodiza los depósitos entre 25 y 50 m por lado, lo que tiene implicaciones para el ajuste a presión y las dimensiones del orificio del rodamiento. Haga que su proveedor de piezas de aluminio personalizadas verifique estos márgenes antes del mecanizado.
El aluminio mecanizado logra los mejores acabados superficiales con el tipo de anodizado especificado por la especificación militar MIL-A-8625, aunque hay otras opciones mecánicas y químicas disponibles.
| Terminar | Espesor | Dureza | Rango de costos | Mejor aplicación |
|---|---|---|---|---|
| Anodizar tipo II | 5-25 µm | 200-400 HV | $0.50-$2.00/ft² | Protección decorativa contra la corrosión moderada |
| Capa dura tipo III | 25-100 µm | 60-70 HRC | $2.00-$6.00/ft² | Desgaste crítico, militar/aeroespacial |
| Explosión de cuentas | N/A (textura de la superficie) | Sin cambios de dureza | $0.25-$1.00/ft² | Aspecto mate uniforme, preparación preanodizada |
| Recubrimiento en polvo | 50-100 µm | Dureza del lápiz 2H-Chan-4H | $1.00-$3.00/ft² | Exposición al aire libre, combinación de colores |
| Conversión de cromato | 0,25-1,0 µm | Mínimo | $0.30-$0.80/ft² | Preservación de la conductividad eléctrica |
✔ Ventajas del Hardcoat Tipo III
⚠ Limitaciones de la capa dura tipo III
El anodizado tipo II con un paso de tinte produce el mejor costo general, apariencia y resistencia a la corrosión para la mayoría de las piezas de aluminio CNC. Considere el Tipo III sólo si el aluminio encontrará contacto abrasivo, desgaste por deslizamiento o necesita cumplir con los requisitos de adquisiciones militares.

Una comprensión precisa de los costos relativos de las piezas de aluminio CNC permite a los diseñadores confirmar decisiones de diseño que reducirán los costos sin afectar el rendimiento de las piezas.
Tenga en cuenta que a menudo el coste del material no es el factor de coste dominante, pero el tiempo de la máquina sí lo es.
Cinco estrategias para reducir el costo de las piezas CNC de aluminio
La complejidad del diseño representa 30-50% de los costos de fabricación de piezas de aluminio CNC, y las características complejas pueden extender significativamente los tiempos de ciclo o aumentar la chatarra. Utilice la lista de verificación DFM anterior para identificar posibles reducciones de costos antes de enviar un archivo a un taller mecánico. Evitar modificaciones de diseño más adelante puede marcar una tremenda diferencia en el costo.
Comenzando con a Socio de mecanizado CNC esto puede aconsejar cambios en el diseño de piezas que reducirán los costos de mecanizado 10-30% antes de cortar el primer chip, lo que puede ser invaluable si la capacidad de controlar los costos es primordial.
¿requiere componentes de aluminio de tolerancia estricta producidos utilizando la aleación y el acabado superficial correctos para sus necesidades?
La fábrica Leveloper en Shenzhen tiene más de 80 centros de mecanizado CNC que han experimentado 17 años fabricando aluminio, acero, titanio y plásticos de ingeniería. Los datos de mecanizado y las recomendaciones de DFM descritas en esta guía se derivan de los puntos de referencia de costo y tolerancia de nuestra fábrica. Mecanizamos grandes cantidades en aluminio 6061 y 7075 para fines aeroespaciales, médicos y de automatización. Mecanizamos cientos de artículos de aluminio por mes utilizando centros CNC de 3, 5 ejes y tipo suizo.









