


Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.



With much more effective durability and corrosion resistance than any other material, CNC turning of stainless steel is a very important part of advanced manufacturing. Despite this, the process of stainless steel machining is quite different as the material is very tough and inclination towards work hardening. For a machinist, engineer, or a manufacturer, the necessity of knowing the most effective methods of turning stainless steel is a given since it guarantees high-quality produces, reduced tool consumption, and enacts better and improved productivity. In the present article, we are going to examine certain useful methods, techniques, and issues by which you can understand and learn the full facets of the technique and enable you to make high-quality articles that are not substandard in quality.

Owing to its robustness, stainless steel has been widely demanded in many industries. This is due to its chromium content which is responsible for the ease of rusting and staining as it forms an oxide layer. Other elements such as nickel and molybdenum may also be added in order to increase the toughness of stainless steel or the resistance of stainless steel to heat among others. However, the hardness of stainless steel and its ability to work harden easily during machining can be a problem but can be overcome by the adoption of appropriate tooling, speeds, and cutting techniques when turning stainless steel.
The distinctive properties of stainless steel that make stainless steel ultra-indispensable in many applications are due to a rare combination of mechanical properties and chemical properties. One of the biggest benefits of stainless steel is the corrosion resistance it provides because of the high chromium content, whose chemical reaction with the atmosphere gives a thin and rigid oxide protective coat that prevents the steel from corroding even in severe environments.
Furthermore, stainless steel is known for its capacity to resist high loads alien to most metallic alloys. These impressive properties are due to the capability to resemble high temperature and be ductile for cyclic loads. Options for cryogenic applications and high-temperature applications exist in aerospace and power plant environments.
Furthermore, another vital aspect pertains to the versatility amidst different forms. Stainless steel, in numerous grades, is introduced with specific needs taken into account. While austenitic grades like 304 and 316 offer both magnified corrosive resistance and formability in this iteration, martensitic steels prefer higher hardness and minimum magnetic permeability. Their whole corrosion resistance can be further improved by the partial substitution of nickel for manganese or nitrogen; for example, steels with salt-water resistance will require molybdenum.
The recyclability heavily adds to stainless steel’s eco-friendliness, making it a superb choice for environmental preservation (the environmental preservative route). In terms of recycled materials in fresh coil, stainless steel not just supports various sustainability initiatives for different applications, but also is aesthetically appealing, apart from functional benefits, as a material for constructing accessories, medical equipment, kitchenware, etc.
The 304 grade of stainless steel is one of the most versatile and widely used lying under the category of stainless steel. Austenitic stainless steel means having high chromium (around 18%) and nickel (about 8%) which makes it extremely corrosion-resistant and tough. 304 is non-magnetic in the annealed condition and offers excellent formability and maldability so that it can faithfully pull a variety of applications.
This steel shows resistance to oxidation and corrosion, even in environments subjected to different atmospheric conditions or mild chemistries, making it the ideal material in the food-processing, pharmaceuticals industry, and home kitchen equipment. Besides, its hygienic properties and its ease of cleaning is greatly advantageous in industries where cleanliness is of top priority. Just like medical instruments and food preparation surfaces.
⚠️ Important Note:
Chloride-induced pitting and stress corrosion cracking resistances are weaknesses of 304 stainless steel, which otherwise does wonderfully under quite a number of conditions, especially in high-salinity environment. In situations demanding superior performance in such environments, one may consider alternative grades like 316 stainless steel. Nevertheless, 304 stainless steel is still the perfect choice where cost, performance, and availability meet the general-purpose requirements.
Machinability of stainless steel differs from grade to grade depending on their grades and alloy composition. In general, stainless steels are harder to machine than carbon steel because of their high strength, toughness, and tendency to work-harden. Some stainless steel grades are designed with better machinability in mind-the addition of sulfur aids in chip breaking for this purpose. Selection of the right tools, using sharp cutting tools, and having adequate lubrication are necessary for satisfying results. Slower cutting speeds and increased feed rates will help to minimize work hardening and can thus enhance ease during fabrication.
In the manufacturing process of turning stainless steel, the appropriate coatings and materials should be used in order to ensure maximum tool life and minimal time on machine. TiN coated tools or any other coating tools like those having TiAlN, AlCrN, etc. are widely used. The coatings feature properties of high hardness, heat deflection, and low friction, which are necessary to protect the cutting edges during the machining of stainless steel.
The use of coated carbide inserts comprises one of the best combinations of toughness and wear resistance. Even though standard carbide is not meant for high speeds, ceramic and cermet inserts have better heat tolerance to improve the tools cut during high speeds. In addition, control over the feed and speed is paramount in knowing when to change the tools. It is imperative that the use of coolant systems on the cutting process is applied to enable the tool to perform efficiently on such demanding operations. It is also advisable to use stainless steel appropriately made cutting tools when turning stainless steel as this will give optimum quality and service and minimizes the tool wear.
The design and positioning of cutting tools are vital to the performance of stainless steel turning. Cutting blades should have definite positive angles and sharp cutting edges to lower forces and heat. A good relief angle on a tool helps avoid contact of the tool with the workpiece which in turn reduces the wear and enhances the smoothness. Moreover, selecting tool nose radii depends on the objective; either durability or finish parameters is required. Moreover, chip breaker elements must conform to the design so as to control chips to avoid material build-up. Machining efficiency and tool durability can be improved by taking into account all the necessary dimensions of the tools.

The optimal cutting speed for CNC turning depends on a number of factors such as productivity, tool life, and surface fineness. Cutting speed is mainly dependent on the workpiece material, cutting tool material, and the level of finish required. Hard materials like steels and titanium do not need higher cutting speeds as the tool will wear fast. However, softer materials as aluminum require higher cutting speeds. The tool’s material also affects the cutting speed as carbide tools can be used at high speeds while high speed steel cutters cannot.
📐 Formula:
CSF = πD n / 12
Generally, manufacturers of cutting tools as well as stock or materials specify their usage and application. This use of the machine and its elements can be disturbed. Slight changes during the process are sometimes sufficient because it helps to increase the working speed not affecting the tool life and part quality.
While setting the feed rates for a CNC turning operation, it is important to take stock of the workpiece and the tooling, not forgetting the surface roughness requirement. The feed rate can affect both the surface quality and the efficiency and life of the cutting tool. The best way to begin would be the recommended practices of the tool manufacturer. All such recommendations take into account the particular tool or material being used.
In order to enhance the cutting speeds, feed rates have to be tailored depending on the roughness of the material. For instance, in a soft material, the feed rates can be encouraged and assumed to be higher while in a hard material, less feed rates are usually encouraged due to tool wear. Furthermore, the depth and the rotation speed of a spindle should be controlled and thus further adjusted to the speed feed in order to have unhindered chips and prevent chatter or any other damages. Newer CNC technology, in many cases, incorporates useful adaptive feed rates that adjust depending on the data produced by sensors while cutting, and that too, can drastically improve the efficiency of cutting.
During CNC machining of stainless steel, it is important to keep CNC lathe RPM and feed rate at a reasonable average to ensure output efficiency and quality. This is due to its preference and the tendency to work harden wear- resisting steel that most of these applications deal with. This is especially true when it comes to turning stainless steel where the cutting speed varies between 60-120 SFM depending on the alloy in question such as 304 or 316., Carbide tools are a requirement for the practice.
It is advisable that the feed rate be maintained between 0.003-0.012 IPR with lower rates promising better surface quality while higher values are good for material removal. Thus it is also very important to ensure that the depth of the cut is not too much as this can cause the tool to get too hot and wear quickly. Utilizing the machine tool capabilities with CSS for example will adjust speed evenly despite the changing diameters.
Additionally, some references stress the usage of cutting fluids for cooling and enhancing the lives of tools. Contemporary CNC machines that come paired with simulation and Intel’s real-time tool condition monitoring technology have adjustable and active controls making it possible to work in stainless steel to optimal levels i.e. maximizing productivity and balancing the tool and part life as the wear progresses.
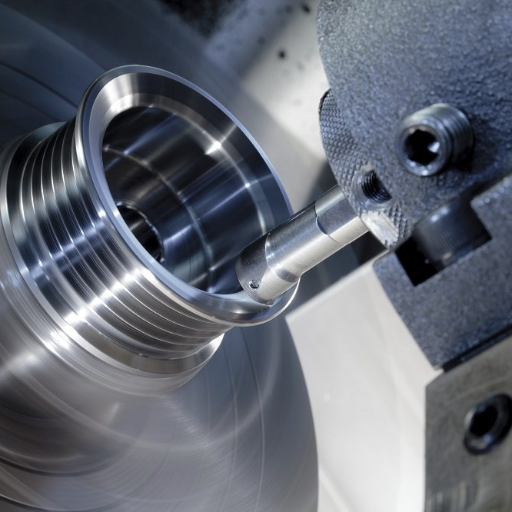
CNC turning stainless steel is a procedure of high precision in metal processing, where with the aid of a tool, material is removed from the object, which is spinning around its axis. This technique is applied in the manufacturing of circular or cylindrical parts such as the shaft, the bearing or the threaded portion of the screw. The main activities involved in CNC turning are facing, grooving, threading and boring. CNC machines work to pre-set instructions, which provides for great accuracy and reductive wear and tear. There are settings like for example the frequency of rotation or the rate of advance that the machinist can change to suit each kind of material and design. For this reason, it is not a surprise that CNC turning finds application in many manufacturing processes.
Present-day freezing turning stainless steel is rested upon the right application of tools, cutting conditions, and technology. The inserts made out of tungsten carbide or ceramic materials provide better thermal resistance and slower deterioration even at increased cutting time. That’s why these coatings include TiAlN (titanium-aluminum nitride) that increase the life of the tools due to the reduced friction and high-temperature capability.
Except to work hardening that is prevalent in stainless steel, machinists resort to combining low cutting speeds and standard feed rates to avoid damaging the cutting tools at the same production output. High-performance coolants or lubricants are required for stopping the heat and for making chips removal easier.
Apart from newly developed methods of CNC programming, such as dynamic toolpaths or adaptive machine strategies, which enhance cutting during the turning of stainless steel, as well as other higher grade base materials, performance is also enhanced. Methods of this nature allow for more accurate cutting and a reduction in cycle time and tool breakage, which is why they’re utilized in industries that manufacture parts such as aerospace, automotive, and medical equipment.
Tools intended for machining stainless steel should be used for such a task. Such include carbide inserts and coated tools both of which are resistant to wear and tear as well as maintaining cutting efficiency.
The speeds and the feeds must be controlled within optimum ranges as recommended by the manufacturers in order to keep heat and tool however wear manageable and to reduce tool wear while the finish is obtained.
Employ such coolant techniques as high pressure, flood and mist appropriately to dissipate heat and distort the workpiece.
Performed interrupted cuts and peck turning stainless steel in order to avoid prolonged contact between tool and workpiece for building up of excessive heat.
Use tool paths that can adjust or variable depth of cut thereby keeping the cutting forces steady to avoid breakage.
Machining tools should be checked and when necessary replaced routinely so as to harness maximum potential of the machines without compromising the surfaces or the tools.
✅ Summary:
By employing such measures, efficiency can be achieved, tools may last longer, and finally, stainless steel machining will always come out well.

The machining of stainless steel, more than often, can result in wear of the turning tool, because of its ability to withstand abuse, or also due to how it becomes more difficult to machine as the material is being cut. Practical ways of dealing with this problem include:
Thus engaging in measures that anticipate the onset of wear will retain productivity levels, while reducing the costs and the quality of the services will always be met.
Challenges regarding surface finish in turning stainless steel can be minimized by addressing these specific factors:
The management of these issues allows obtaining uniformity in stainless steel turned components.
Proper chip breakage and chip removal are a must for CNC Turning of stainless steel, because of the tough work-hardened chips typically generated by the material. Here are some strategies in this regard:
By following these procedures religiously, one will maintain machining efficiency, preserve tool life, and excel with the very best finishing.
The selection of optimum grades of stainless beroreturns would depend on various factors for each case. Definitely, considering the grade of stainless and the particular alloying elements which compose each grade should be paramount. One common type of austenitic grade is the 300 series. The weakness of the austenitic grades is that if the components of carbide precipitation are too slow, poor cutting characteristics similar to stringiness and poor chip flow characteristics may result. Another critical consideration is that martensitic and ferritic stainless steel grades differ from each other in carbon content and hardness; martensite grades allow for hardness to be strengthened during thermal processing with the negative connotation of higher cutting forces and increased insert wear, while ferritic grades can provide a hardy solution though being usually softer. The use of lower carbon content grades should be established for better corrosion resistance when the corrosion resistance needs lifted as chromium and also nickel are beneficial alloying elements to quench and temper in the absence of use of such tools; following the same method, it would for low carbon steel behavior. The tooling and feeds and speeds must be tuned for each grade specifically for optimum tool life.
No, you can go neutral or negative on some rakes and formed faces because most of these inserts are made either straight or sometimes negative. What to use on steel; this is usually the primary decision you are called upon to make. A combination of excellent surface finished faces and yet excellent toughness might make a pretty good starting point. Further on, one might go into the depths from an insert that earns in lubrication or just plays with lower cutting speeds and feed in exchange for other benefits. This feeds well within any philosophy of cutting with easy to break and high-security chips. All in all, high surface finish, to the delight of the eye and a technical advantage ought to be pursued best.
Machining martensitic stainless steel causes massive wear to the cutting insert. One design solution to reduce wear inside the cutting tool insert is to use inserts one class higher in abrasion resistance. Vary the spindle speed in giving a smaller spindle speed while presenting at a higher feed. The cutting will not present any flank wear problems assuming simultaneous rubbing. A cleaner for keeping coolants is helpful. The higher-grade inserts reduce abrasive type of wear and improve adhesion. Continue to check them and maintain them just as any other tool is checked and kept. Such attention will help in removing the used insert before workpiece finish gets spoiled or in abnormal rise of cutting force.
Alloying substances such as chromium, nickel, molybdenum can be as well said to affect the hardness, corrosion resistance, and machinability. Higher carbons as is present in some martensitic steels, however, tend to raise the hardness, cutting forces, and tool wear. The addition of extra elements should be for increasing everything else like nickel content in developing austenitic grades. Toughness and ductility of the microstructure are inherently advantageous for milling, and in turn, please calculate the machining parameter speeds and feeds will differ while the basic stuff that wets out (chips) needs a different strategy. Ferritic grades with low carbon and others are balanced for slight working like low carbon steel, however high nickel elutes faster and clear heat to these functions at incredibly low thermocapacitance.
Turning centers provide rigid and highly precise control of spindle speeds and axis of rotation such that chip flow and surface finish are effectively managed. From properly aligning the axis of rotation and using stable workholding to prevent the vibration of cutting tools and ensure a consistent contact between tools and workpiece, turning centers provide controlled feeds and speeds, repeatable tool pathing, and coolant delivery to troubleshoot concerns like anti-rust and corrosion treatment during storage operations, improved chip evacuation, and tool protection against premature wear.
Evaluating CNC Milling Performance for Machining AISI 316 Stainless Steel with Carbide Cutting Tool Insert – A study on CNC turning of stainless steel using advanced cutting tools and optimization techniques.
Multi-Objective Optimization of Cutting Parameters in CNC Turning of Stainless Steel 304 with TiAlN Nano Coated Tool – Research focusing on optimizing machining parameters for stainless steel 304 using coated tools.
Effect of Cutting Parameters on Surface Quality of AISI 316 Austenitic Stainless Steel in CNC Turning – A detailed analysis of how cutting parameters affect surface quality during CNC turning of stainless steel.
High Speed CNC Machining of AISI 304 Stainless Steel; Optimization of Process Parameters – Research on high-speed CNC machining of stainless steel 304, focusing on process parameter optimization.
Apply these best practices to achieve superior results in your stainless steel machining operations.









