


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.



Com durabilidade e resistência à corrosão muito mais eficazes do que qualquer outro material, o torneamento CNC de aço inoxidável é uma parte muito importante da fabricação avançada Apesar disso, o processo de usinagem de aço inoxidável é bastante diferente, pois o material é muito resistente e inclinado para o endurecimento por trabalho Para um maquinista, engenheiro ou fabricante, a necessidade de conhecer os métodos mais eficazes de torneamento de aço inoxidável é um dado adquirido, pois garante produtos de alta qualidade, redução do consumo de ferramentas e proporciona uma produtividade melhor e melhorada No presente artigo, vamos examinar certos métodos, técnicas e questões úteis pelas quais você pode entender e aprender todas as facetas da técnica e permitir que você faça artigos de alta qualidade que não são abaixo do padrão em qualidade.

Devido à sua robustez, o aço inoxidável tem sido amplamente exigido em muitas indústrias, Isto é devido ao seu teor de cromo que é responsável pela facilidade de ferrugem e coloração, uma vez que forma uma camada de óxido Outros elementos, como níquel e molibdênio também podem ser adicionados, a fim de aumentar a tenacidade do aço inoxidável ou a resistência do aço inoxidável ao calor, entre outros No entanto, a dureza do aço inoxidável e sua capacidade de trabalhar endurecer facilmente durante a usinagem pode ser um problema, mas pode ser superado pela adoção de ferramentas adequadas, velocidades e técnicas de corte ao girar o aço inoxidável.
As propriedades distintivas do aço inoxidável que tornam o aço inoxidável ultra-indispensável em muitas aplicações são devidas a uma rara combinação de propriedades mecânicas e propriedades químicas Um dos maiores benefícios do aço inoxidável é a resistência à corrosão que ele fornece por causa do alto teor de cromo, cuja reação química com a atmosfera dá um revestimento protetor de óxido fino e rígido que evita que o aço se corroa mesmo em ambientes severos.
Além disso, o aço inoxidável é conhecido por sua capacidade de resistir a altas cargas estranhas à maioria das ligas metálicas, estas propriedades impressionantes são devidas à capacidade de se assemelhar a alta temperatura e ser dúctil para cargas cíclicas Opções para aplicações criogênicas e aplicações de alta temperatura existem em ambientes aeroespaciais e de usinas de energia.
Além disso, outro aspecto vital diz respeito à versatilidade em meio a diferentes formas O aço inoxidável, em vários graus, é introduzido com necessidades específicas levadas em consideração Enquanto os graus austeníticos como 304 e 316 oferecem resistência corrosiva ampliada e conformabilidade nesta iteração, os aços martensíticos preferem maior dureza e permeabilidade magnética mínima Toda a sua resistência à corrosão pode ser melhorada pela substituição parcial de níquel por manganês ou nitrogênio; por exemplo, aços com resistência à água salgada exigirão molibdênio.
A reciclabilidade aumenta fortemente a eco-amigável do aço inoxidável, tornando-o uma excelente escolha para a preservação ambiental (a rota do conservante ambiental).Em termos de materiais reciclados em bobinas frescas, o aço inoxidável não apenas apoia várias iniciativas de sustentabilidade para diferentes aplicações, mas também é esteticamente atraente, além de benefícios funcionais, como material para construção de acessórios, equipamentos médicos, utensílios de cozinha, etc.
O grau 304 de aço inoxidável é um dos mais versáteis e amplamente utilizados deitado sob a categoria de aço inoxidável O aço inoxidável austenítico significa ter alto cromo (cerca de 181TP3 T) e níquel (cerca de 81TP3 T) o que o torna extremamente resistente à corrosão e resistente 304 não é magnético na condição recozida e oferece excelente conformabilidade e maldabilidade para que possa puxar fielmente uma variedade de aplicações.
Este aço apresenta resistência à oxidação e corrosão, mesmo em ambientes submetidos a diferentes condições atmosféricas ou químicas suaves, tornando-o o material ideal na indústria de processamento de alimentos, farmacêutica e equipamentos de cozinha doméstica. Além disso, suas propriedades higiênicas e sua facilidade de limpeza são muito vantajosas em indústrias onde a limpeza é de alta prioridade. Assim como instrumentos médicos e superfícies de preparação de alimentos.
️ Nota Importante:
As resistências de corrosão por pite e corrosão sob tensão induzidas por cloreto são pontos fracos do aço inoxidável 304, que de outra forma funciona maravilhosamente sob uma série de condições, especialmente em ambientes de alta salinidade. Em situações que exigem desempenho superior em tais ambientes, pode-se considerar tipos alternativos como o aço inoxidável 316. No entanto, o aço inoxidável 304 ainda é a escolha perfeita onde o custo, o desempenho e a disponibilidade atendem aos requisitos de uso geral.
Usinabilidade de aço inoxidável difere de grau para grau, dependendo de suas classes e composição da liga Em geral, aços inoxidáveis são mais difíceis de usinar do que o aço carbono por causa de sua alta resistência, tenacidade e tendência a trabalhar-endurecer Alguns graus de aço inoxidável são projetados com melhor usinabilidade em mente-a adição de auxiliares de enxofre na quebra de cavacos para este fim Seleção das ferramentas certas, usando ferramentas de corte afiadas, e ter lubrificação adequada são necessários para satisfazer os resultados velocidades de corte mais lentas e taxas de alimentação aumentadas ajudará a minimizar o endurecimento do trabalho e pode, assim, aumentar a facilidade durante a fabricação.
No processo de fabricação de torneamento de aço inoxidável, os revestimentos e materiais apropriados devem ser usados, a fim de garantir a máxima vida útil da ferramenta e o mínimo de tempo na máquina As ferramentas revestidas com TiN ou quaisquer outras ferramentas de revestimento, como aquelas com TiAlN, AlCrN, etc., são amplamente utilizadas. Os revestimentos apresentam propriedades de alta dureza, deflexão térmica e baixo atrito, que são necessárias para proteger as arestas de corte durante a usinagem do aço inoxidável.
O uso de insertos de metal duro revestidos compreende uma das melhores combinações de tenacidade e resistência ao desgaste Mesmo que o metal duro padrão não seja destinado a altas velocidades, as inserções de cerâmica e cermet têm melhor tolerância ao calor para melhorar as ferramentas cortadas durante altas velocidades Além disso, o controle sobre a alimentação e a velocidade é primordial para saber quando trocar as ferramentas É imperativo que o uso de sistemas de refrigeração no processo de corte seja aplicado para permitir que a ferramenta tenha um desempenho eficiente em operações tão exigentes Também é aconselhável usar ferramentas de corte de aço inoxidável adequadamente feitas ao girar aço inoxidável, pois isso dará qualidade e serviço ideais e minimizará o desgaste da ferramenta.
O projeto e o posicionamento das ferramentas de corte são vitais para o desempenho do torneamento de aço inoxidável As lâminas de corte devem ter ângulos positivos definidos e arestas de corte afiadas para diminuir as forças e o calor Um bom ângulo de relevo em uma ferramenta ajuda a evitar o contato da ferramenta com a peça de trabalho que, por sua vez, reduz o desgaste e aumenta a suavidade Além disso, a seleção dos raios do nariz da ferramenta depende do objetivo; ou a durabilidade ou os parâmetros de acabamento são necessários Além disso, os elementos do disjuntor de cavacos devem estar em conformidade com o projeto, de modo a controlar os cavacos para evitar o acúmulo de material A eficiência da usinagem e a durabilidade da ferramenta podem ser melhoradas levando em consideração todas as dimensões necessárias das ferramentas.

A velocidade de corte ideal para torneamento CNC depende de uma série de fatores, como produtividade, vida útil da ferramenta e finura da superfície A velocidade de corte depende principalmente do material da peça de trabalho, do material da ferramenta de corte e do nível de acabamento necessário. Materiais duros como aços e titânio não precisam de velocidades de corte mais altas, pois a ferramenta se desgastará rapidamente. No entanto, materiais mais macios como alumínio requerem velocidades de corte mais altas. O material da ferramenta também afeta a velocidade de corte, pois ferramentas de metal duro podem ser usadas em altas velocidades, enquanto cortadores de aço de alta velocidade não.
Fórmula:
LCR = πD n /12
Geralmente, os fabricantes de ferramentas de corte, bem como estoque ou materiais especificam seu uso e aplicação Este uso da máquina e seus elementos podem ser perturbados Pequenas mudanças durante o processo às vezes são suficientes porque ajuda a aumentar a velocidade de trabalho não afetando a vida útil da ferramenta e a qualidade da peça.
Ao definir as taxas de alimentação para uma operação de torneamento CNC, é importante fazer um balanço da peça de trabalho e do ferramental, não esquecendo o requisito de rugosidade da superfície A taxa de alimentação pode afetar tanto a qualidade da superfície quanto a eficiência e vida útil da ferramenta de corte. A melhor maneira de começar seriam as práticas recomendadas do fabricante da ferramenta. Todas essas recomendações levam em consideração a ferramenta ou material específico que está sendo usado.
A fim de aumentar as velocidades de corte, as taxas de alimentação têm que ser adaptadas dependendo da rugosidade do material Por exemplo, em um material macio, as taxas de alimentação podem ser incentivadas e assumidas como sendo maiores, enquanto em um material duro, menos taxas de alimentação são geralmente incentivadas devido ao desgaste da ferramenta Além disso, a profundidade e a velocidade de rotação de um fuso devem ser controladas e, assim, ajustadas ainda mais à alimentação de velocidade, a fim de ter cavacos desimpedidos e evitar tagarelices ou quaisquer outros danos A tecnologia CNC mais recente, em muitos casos, incorpora taxas de alimentação adaptativas úteis que se ajustam dependendo dos dados produzidos pelos sensores durante o corte, e isso também, pode melhorar drasticamente a eficiência do corte.
Durante a usinagem CNC de aço inoxidável, é importante manter a RPM do torno CNC e a taxa de alimentação em uma média razoável para garantir a eficiência e a qualidade da saída Isso se deve à sua preferência e à tendência de trabalhar no endurecimento do aço resistente ao desgaste com o qual a maioria dessas aplicações lida Isso é especialmente verdadeiro quando se trata de girar aço inoxidável onde a velocidade de corte varia entre 60-120 SFM, dependendo da liga em questão, como 304 ou 316., as ferramentas de carboneto são um requisito para a prática.
É aconselhável que a taxa de alimentação seja mantida entre 0,003-0,012 IPR com taxas mais baixas prometendo melhor qualidade de superfície enquanto valores mais altos são bons para a remoção de material Assim, também é muito importante garantir que a profundidade do corte não seja muito, pois isso pode fazer com que a ferramenta fique muito quente e desgaste rapidamente Utilizar as capacidades da máquina-ferramenta com CSS, por exemplo, ajustará a velocidade uniformemente, apesar das mudanças de diâmetros.
Além disso, algumas referências enfatizam o uso de fluidos de corte para resfriamento e melhoria da vida útil das ferramentas As máquinas CNC contemporâneas que vêm emparelhadas com simulação e a tecnologia de monitoramento da condição da ferramenta em tempo real da Intel têm controles ajustáveis e ativos, tornando possível trabalhar em aço inoxidável para níveis ótimos, ou seja, maximizando a produtividade e equilibrando a vida útil da ferramenta e da peça à medida que o desgaste progride.
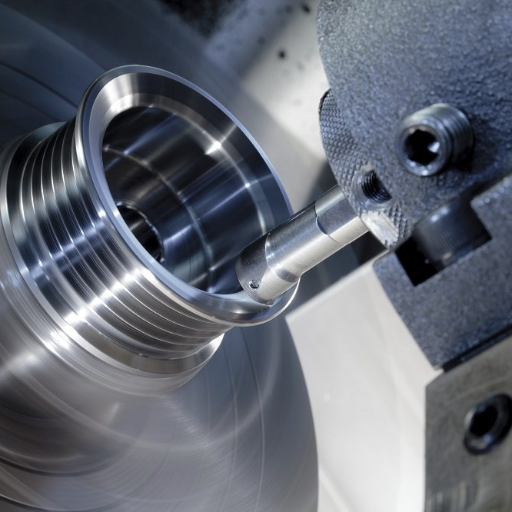
O torneamento CNC em aço inoxidável é um procedimento de alta precisão no processamento de metais, onde com o auxílio de uma ferramenta, é retirado material do objeto, que gira em torno de seu eixo, esta técnica é aplicada na fabricação de peças circulares ou cilíndricas como o eixo, o rolamento ou a porção roscada do parafuso As principais atividades envolvidas no torneamento CNC são o revestimento, o sulco, a rosca e a perfuração As máquinas CNC trabalham para pré-definir instruções, o que proporciona grande precisão e desgaste redutor Existem configurações como por exemplo a frequência de rotação ou a taxa de avanço que o maquinista pode mudar para se adequar a cada tipo de material e design, por esta razão, não é surpresa que o torneamento CNC encontre aplicação em muitos processos de fabricação.
O aço inoxidável de torneamento por congelamento atual é apoiado na aplicação correta de ferramentas, condições de corte e tecnologia As inserções feitas de carboneto de tungstênio ou materiais cerâmicos proporcionam melhor resistência térmica e deterioração mais lenta mesmo com o aumento do tempo de corte. É por isso que esses revestimentos incluem TiAlN (nitreto de titânio-alumínio) que aumenta a vida útil das ferramentas devido à redução do atrito e à capacidade de alta temperatura.
Exceto para o endurecimento de trabalho que é predominante em aço inoxidável, os maquinistas recorrem à combinação de baixas velocidades de corte e taxas de alimentação padrão para evitar danificar as ferramentas de corte na mesma produção de produção. Refrigerantes ou lubrificantes de alto desempenho são necessários para parar o calor e para facilitar a remoção de cavacos.
Além dos métodos recentemente desenvolvidos de programação CNC, como caminhos de ferramentas dinâmicos ou estratégias de máquinas adaptativas, que melhoram o corte durante o torneamento do aço inoxidável, bem como outros materiais de base de nível superior, o desempenho também é aprimorado. Métodos desta natureza permitem um corte mais preciso e uma redução no tempo de ciclo e na quebra de ferramentas, por isso são utilizados em indústrias que fabricam peças como equipamentos aeroespaciais, automotivos e médicos.
Ferramentas destinadas à usinagem de aço inoxidável devem ser usadas para tal tarefa Tais incluem inserções de metal duro e ferramentas revestidas, ambas resistentes ao desgaste, bem como mantendo a eficiência de corte.
As velocidades e as alimentações devem ser controladas dentro de faixas ideais, conforme recomendado pelos fabricantes, a fim de manter o calor e a ferramenta, independentemente do desgaste, gerenciáveis e reduzir o desgaste da ferramenta enquanto o acabamento é obtido.
Empregue técnicas de refrigeração como alta pressão, inundação e névoa adequadamente para dissipar o calor e distorcer a peça de trabalho.
Realizou cortes interrompidos e torneamento de aço inoxidável para evitar contato prolongado entre ferramenta e peça para acumulação de calor excessivo.
Use caminhos de ferramenta que possam ajustar ou variar a profundidade de corte, mantendo assim as forças de corte estáveis para evitar quebras.
As ferramentas de usinagem devem ser verificadas e, quando necessário, substituídas rotineiramente, de modo a aproveitar o potencial máximo das máquinas sem comprometer as superfícies ou as ferramentas.
0 Resumo:
Ao empregar tais medidas, a eficiência pode ser alcançada, as ferramentas podem durar mais tempo e, finalmente, a usinagem de aço inoxidável sempre sairá bem.

A usinagem do aço inoxidável, mais do que frequentemente, pode resultar no desgaste da ferramenta de torneamento, por causa de sua capacidade de suportar abusos, ou também devido a como se torna mais difícil usinar à medida que o material está sendo cortado As formas práticas de lidar com esse problema incluem
Assim, o envolvimento em medidas que antecipem o início do desgaste manterá os níveis de produtividade, ao mesmo tempo que a redução dos custos e da qualidade dos serviços será sempre satisfeita.
Desafios quanto ao acabamento superficial no torneamento de aço inoxidável podem ser minimizados abordando esses fatores específicos:
A gestão destas questões permite obter uniformidade nos componentes torneados em aço inoxidável.
A quebra adequada de cavacos e a remoção de cavacos são essenciais para a torneamento CNC de aço inoxidável, devido aos cavacos resistentes endurecidos normalmente gerados pelo material. Aqui estão algumas estratégias a esse respeito:
Seguindo religiosamente esses procedimentos, manter-se-á a eficiência da usinagem, preservará a vida útil da ferramenta e se destacará com o melhor acabamento.
A seleção de graus ótimos de beroreturnos inoxidáveis dependeria de vários fatores para cada caso Definitivamente, considerando o grau de inoxidável e os elementos de liga particulares que compõem cada grau deve ser primordial Um tipo comum de grau austenítico é a série 300 A fraqueza dos graus austeníticos é que, se os componentes da precipitação de carboneto são muito lentos, características de corte pobres semelhantes à robustez e características de fluxo de cavacos pobres podem resultar Outra consideração crítica é que os graus de aço inoxidável martensítico e ferrítico diferem uns dos outros em teor de carbono e dureza; os graus de martensita permitem que a dureza seja reforçada durante o processamento térmico com a conotação negativa de forças de corte mais altas e maior desgaste da inserção, enquanto os graus ferríticos podem fornecer uma solução resistente embora geralmente mais macia O uso de graus de teor de carbono mais baixos deve ser estabelecido para melhor resistência à corrosão quando as necessidades de resistência ao corrosão levantadas como cromo e também níquel são elementos de liga benéficos para têmpera e têmpera na ausência de uso de tais ferramentas; seguindo o mesmo método, ele alimentaria o grau de carbono e a ferramenta de baixa qualidade de aço.
Não, você pode ficar neutro ou negativo em alguns ancinhos e rostos formados porque a maioria dessas inserções são feitas em linha reta ou às vezes negativo O que usar em aço; esta é geralmente a decisão primária que você é chamado a fazer Uma combinação de excelentes faces acabadas na superfície e ainda assim excelente tenacidade pode fazer um ponto de partida bastante bom Mais adiante, pode-se ir para as profundezas de uma inserção que ganha em lubrificação ou apenas joga com velocidades de corte mais baixas e alimentação em troca de outros benefícios Isso se alimenta bem dentro de qualquer filosofia de corte com cavacos fáceis de quebrar e de alta segurança Tudo em tudo, alto acabamento superficial, para o deleite do olho e uma vantagem técnica deve ser perseguida melhor.
Usinagem de aço inoxidável martensítico causa desgaste maciço para a pastilha de corte Uma solução de design para reduzir o desgaste dentro da pastilha de ferramenta de corte é usar insertos uma classe maior em resistência à abrasão Variar a velocidade do fuso em dar uma velocidade de fuso menor enquanto se apresenta em uma alimentação mais alta O corte não apresentará quaisquer problemas de desgaste de flanco assumindo fricção simultânea Um limpador para manter refrigerantes é útil As pastilhas de grau superior reduzem o tipo abrasivo de desgaste e melhoram a adesão Continue a verificá-los e mantê-los assim como qualquer outra ferramenta é verificada e mantida Tal atenção ajudará na remoção da pastilha usada antes que o acabamento da peça de trabalho se estrague ou em aumento anormal da força de corte.
Substâncias de liga, como cromo, níquel, molibdênio, podem ser tão bem ditas para afetar a dureza, resistência à corrosão e usinabilidade Carbons mais altos como está presente em alguns aços martensíticos, no entanto, tendem a aumentar a dureza, forças de corte e desgaste da ferramenta A adição de elementos extras deve ser para aumentar todo o resto como o teor de níquel no desenvolvimento de graus austeníticos A tenacidade e ductilidade da microestrutura são inerentemente vantajosas para fresagem e, por sua vez, calcule as velocidades e alimentações dos parâmetros de usinagem serão diferentes, enquanto o material básico que molha (chips) precisa de uma estratégia diferente Classes ferríticas com baixo teor de carbono e outras são equilibradas para um leve trabalho como aço de baixo carbono, no entanto alto níquel elui calor mais rápido e claro para essas funções em termocapacitância incrivelmente baixa.
Os centros de torneamento fornecem controle rígido e altamente preciso das velocidades do fuso e do eixo de rotação, de modo que o fluxo do chip e o acabamento da superfície sejam efetivamente gerenciados. Desde o alinhamento adequado do eixo de rotação até o uso de uma fixação estável para evitar a vibração das ferramentas de corte e garantir um contato consistente entre as ferramentas e a peça de trabalho, os centros de torneamento fornecem alimentações e velocidades controladas, caminho repetível da ferramenta e entrega de refrigerante para solucionar problemas, como tratamento antiferrugem e corrosão durante as operações de armazenamento, melhor evacuação de cavacos e proteção da ferramenta contra desgaste prematuro.
Avaliando o desempenho de fresagem CNC para usinagem de aço inoxidável AISI 316 com inserção de ferramenta de corte de metal duro 1 estudo sobre torneamento CNC de aço inoxidável utilizando ferramentas avançadas de corte e técnicas de otimização.
Otimização Multiobjetivo de Parâmetros de Corte em Torneamento CNC de Aço Inoxidável 304 com Ferramenta Nano Revestida TiAlN 304 focando na otimização de parâmetros de usinagem para aço inoxidável 304 usando ferramentas revestidas.
Efeito dos Parâmetros de Corte na Qualidade de Superfície do Aço Inoxidável Austenítico AISI 316 em Torneamento CNC 1 análise detalhada de como os parâmetros de corte de qualidade da superfície durante o torneamento CNC do aço inoxidável.
Usinagem CNC de Alta Velocidade em Aço Inoxidável AISI 304; Otimização de Parâmetros de Processo 304 da usinagem CNC de alta velocidade do aço inoxidável, com foco na otimização de parâmetros do processo.
Aplique estas melhores práticas para obter resultados superiores em suas operações de usinagem de aço inoxidável.









