


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.



Mit viel effektiverer Haltbarkeit und Korrosionsbeständigkeit als jedes andere Material ist das CNC-Drehen von Edelstahl ein sehr wichtiger Teil der fortschrittlichen Fertigung Trotzdem ist der Prozess der Edelstahlbearbeitung ganz anders, da das Material sehr zäh ist und zur Kaltverfestigung neigt Für einen Maschinisten, Ingenieur oder einen Hersteller ist die Notwendigkeit, die effektivsten Methoden zum Drehen von Edelstahl zu kennen, eine Selbstverständlichkeit, da es hochwertige Produkte garantiert, den Werkzeugverbrauch reduziert und eine bessere und verbesserte Produktivität bewirkt Im vorliegenden Artikel werden wir bestimmte nützliche Methoden, Techniken und Probleme untersuchen, mit denen Sie die vollen Facetten der Technik verstehen und erlernen können und es Ihnen ermöglichen, hochwertige Artikel herzustellen, die in ihrer Qualität nicht minderwertig sind.

Aufgrund seiner Robustheit ist Edelstahl in vielen Branchen weit verbreitet. Dies ist auf seinen Chromgehalt zurückzuführen, der für die einfache Rost- und Färbefähigkeit verantwortlich ist, da er eine Oxidschicht bildet. Es können auch andere Elemente wie Nickel und Molybdän hinzugefügt werden, um unter anderem die Zähigkeit von Edelstahl oder die Hitzebeständigkeit von Edelstahl zu erhöhen. Allerdings können die Härte von Edelstahl und seine Fähigkeit, während der Bearbeitung leicht zu härten, ein Problem darstellen, können aber durch die Einführung geeigneter Werkzeuge, Geschwindigkeiten und Schneidtechniken beim Drehen von Edelstahl überwunden werden.
Die charakteristischen Eigenschaften von Edelstahl, die Edelstahl in vielen Anwendungen ultra-unverzichtbar machen, sind auf eine seltene Kombination von mechanischen Eigenschaften und chemischen Eigenschaften zurückzuführen Einer der größten Vorteile von Edelstahl ist die Korrosionsbeständigkeit, die es wegen des hohen Chromgehalts bietet, dessen chemische Reaktion mit der Atmosphäre eine dünne und starre Oxidschutzschicht ergibt, die verhindert, dass der Stahl auch in rauen Umgebungen korrodiert.
Darüber hinaus ist Edelstahl für seine Fähigkeit bekannt, hohen Belastungen standzuhalten, die den meisten metallischen Legierungen fremd sind. Diese beeindruckenden Eigenschaften sind auf die Fähigkeit zurückzuführen, hohen Temperaturen zu ähneln und für zyklische Belastungen duktil zu sein. Optionen für kryogene Anwendungen und Hochtemperaturanwendungen gibt es in der Luft- und Raumfahrt sowie in Kraftwerksumgebungen.
Darüber hinaus betrifft ein weiterer wichtiger Aspekt die Vielseitigkeit inmitten verschiedener Formen Edelstahl wird in zahlreichen Qualitäten unter Berücksichtigung spezifischer Bedürfnisse eingeführt. Während austenitische Qualitäten wie 304 und 316 in dieser Iteration sowohl eine erhöhte Korrosionsbeständigkeit als auch eine erhöhte Formbarkeit bieten, bevorzugen martensitische Stähle eine höhere Härte und eine minimale magnetische Durchlässigkeit. Ihre gesamte Korrosionsbeständigkeit kann durch den teilweisen Ersatz von Mangan oder Stickstoff durch Nickel weiter verbessert werden; Beispielsweise erfordern Stähle mit Salzwasserbeständigkeit Molybdän.
Die Recyclingfähigkeit trägt erheblich zur Umweltfreundlichkeit von Edelstahl bei und macht ihn zu einer hervorragenden Wahl für den Umweltschutz (den Weg des Umweltschutzes).In Bezug auf recycelte Materialien in frischen Coils unterstützt Edelstahl nicht nur verschiedene Nachhaltigkeitsinitiativen für verschiedene Anwendungen, sondern ist auch ästhetisch ansprechend, abgesehen von funktionalen Vorteilen, als Material für den Bau von Zubehör, medizinischen Geräten, Küchenutensilien usw.
Die Edelstahlsorte 304 ist eine der vielseitigsten und am weitesten verbreiteten und liegt in der Kategorie Edelstahl. Austenitischer Edelstahl bedeutet, dass er einen hohen Chromgehalt (ca. 181 TP3 T) und Nickel (ca. 81 TP3 T) aufweist, was ihn äußerst korrosionsbeständig und zäh macht. 304 ist im geglühten Zustand nicht magnetisch und bietet eine hervorragende Formbarkeit und Formbarkeit, sodass er eine Vielzahl von Anwendungen originalgetreu ziehen kann.
Dieser Stahl zeigt Oxidations- und Korrosionsbeständigkeit, selbst in Umgebungen, die unterschiedlichen atmosphärischen Bedingungen oder milden Chemikalien ausgesetzt sind, und ist daher das ideale Material in der Lebensmittelverarbeitung, der Pharmaindustrie und der Hausküchenausrüstung. Außerdem sind seine hygienischen Eigenschaften und seine einfache Reinigung äußerst vorteilhaft in Branchen, in denen Sauberkeit oberste Priorität hat. Genau wie medizinische Instrumente und Oberflächen für die Lebensmittelzubereitung.
️ Wichtiger Hinweis:
Chloridinduzierte Lochfraß- und Spannungsrisskorrosionsbestände sind Schwächen von Edelstahl 304, was ansonsten unter vielen Bedingungen wunderbar funktioniert, insbesondere in Umgebungen mit hohem Salzgehalt. In Situationen, die in solchen Umgebungen eine überlegene Leistung erfordern, kann man alternative Qualitäten wie Edelstahl 316 in Betracht ziehen. Dennoch ist Edelstahl 304 immer noch die perfekte Wahl, wenn Kosten, Leistung und Verfügbarkeit den allgemeinen Anforderungen entsprechen.
Die Bearbeitbarkeit von Edelstahl unterscheidet sich je nach Güteklasse und Legierungszusammensetzung von Güteklasse zu Güteklasse. Im Allgemeinen sind rostfreie Stähle aufgrund ihrer hohen Festigkeit, Zähigkeit und Neigung zur Kaltverfestigung schwieriger zu bearbeiten als Kohlenstoffstahl. Einige Edelstahlgüten sind unter Berücksichtigung der besseren Bearbeitbarkeit konzipiert - die Zugabe von Schwefelhilfsmitteln beim Spanbrechen zu diesem Zweck. Für zufriedenstellende Ergebnisse sind die Auswahl der richtigen Werkzeuge, die Verwendung von scharfen Schneidwerkzeugen und eine ausreichende Schmierung erforderlich. Langsamere Schneidgeschwindigkeiten und höhere Vorschubgeschwindigkeiten tragen dazu bei, die Kaltverfestigung zu minimieren und können so die Einfachheit bei der Herstellung verbessern.
Im Herstellungsprozess des Drehens von Edelstahl sollten die entsprechenden Beschichtungen und Materialien verwendet werden, um eine maximale Werkzeuglebensdauer und minimale Zeit auf der Maschine zu gewährleisten TiN beschichtete Werkzeuge oder alle anderen Beschichtungswerkzeuge wie solche mit TiAlN, AlCrN usw. sind weit verbreitet Die Beschichtungen weisen Eigenschaften wie hohe Härte, Wärmeablenkung und geringe Reibung auf, die notwendig sind, um die Schneidkanten während der Bearbeitung von Edelstahl zu schützen.
Die Verwendung von beschichteten Hartmetalleinsätzen umfasst eine der besten Kombinationen von Zähigkeit und Verschleißfestigkeit Auch wenn Standardkarbid nicht für hohe Geschwindigkeiten gedacht ist, weisen Keramik- und Cermet-Einsätze eine bessere Hitzetoleranz auf, um die bei hohen Geschwindigkeiten geschnittenen Werkzeuge zu verbessern. Darüber hinaus ist die Kontrolle über den Vorschub und die Geschwindigkeit von größter Bedeutung, um zu wissen, wann die Werkzeuge gewechselt werden müssen. Es ist unbedingt erforderlich, dass Kühlmittelsysteme im Schneidprozess verwendet werden, damit das Werkzeug bei solch anspruchsvollen Vorgängen effizient arbeiten kann. Es ist auch ratsam, beim Drehen von Edelstahl entsprechend hergestellte Schneidwerkzeuge zu verwenden, da dies optimale Qualität und Service bietet und den Werkzeugverschleiß minimiert.
Das Design und die Positionierung von Schneidwerkzeugen sind für die Leistung des Drehens aus rostfreiem Stahl von entscheidender Bedeutung. Schneidmesser sollten deutlich positive Winkel und scharfe Schneidkanten haben, um Kräfte und Hitze zu senken. Ein guter Entlastungswinkel an einem Werkzeug trägt dazu bei, den Kontakt des Werkzeugs mit dem Werkstück zu vermeiden, was wiederum den Verschleiß verringert und die Glätte verbessert. Darüber hinaus hängt die Auswahl der Radien der Werkzeugnase vom Ziel ab; Es sind entweder Haltbarkeits- oder Endparameter erforderlich. Darüber hinaus müssen Spanbrecherelemente dem Design entsprechen, um Späne zu steuern, um Materialansammlungen zu vermeiden. Die Bearbeitungseffizienz und die Werkzeughaltbarkeit können durch Berücksichtigung aller erforderlichen Abmessungen der Werkzeuge verbessert werden Werkzeuge.

Die optimale Schnittgeschwindigkeit für das CNC-Drehen hängt von einer Reihe von Faktoren wie Produktivität, Werkzeuglebensdauer und Oberflächenfeinheit ab. Die Schnittgeschwindigkeit hängt hauptsächlich vom Werkstückmaterial, dem Schneidwerkzeugmaterial und dem erforderlichen Finish ab. Harte Materialien wie Stähle und Titan benötigen keine höheren Schnittgeschwindigkeiten, da das Werkzeug schnell verschleißt. Weichere Materialien wie Aluminium erfordern jedoch höhere Schnittgeschwindigkeiten. Das Material des Werkzeugs beeinflusst auch die Schnittgeschwindigkeit, da Hartmetallwerkzeuge mit hohen Geschwindigkeiten verwendet werden können, während Hochgeschwindigkeits-Stahlschneider dies nicht können.
Formel:
CSF = ugd n / 12
Generell legen Hersteller von Schneidwerkzeugen sowie von Vorräten oder Materialien deren Verwendung und Anwendung fest, diese Verwendung der Maschine und ihrer Elemente kann gestört werden Leichte Änderungen während des Prozesses sind manchmal ausreichend, da sie dazu beitragen, die Arbeitsgeschwindigkeit zu erhöhen, ohne die Werkzeuglebensdauer und Teilequalität zu beeinträchtigen.
Während der Einstellung der Vorschubraten für einen CNC-Drehvorgang ist es wichtig, eine Bestandsaufnahme des Werkstücks und der Werkzeuge vorzunehmen, nicht zu vergessen die Anforderung an die Oberflächenrauheit Die Vorschubgeschwindigkeit kann sowohl die Oberflächenqualität als auch die Effizienz und Lebensdauer des Schneidwerkzeugs beeinflussen. Der beste Weg, damit zu beginnen, wären die empfohlenen Praktiken des Werkzeugherstellers. Alle diese Empfehlungen berücksichtigen das jeweilige verwendete Werkzeug oder Material.
Um die Schnittgeschwindigkeiten zu erhöhen, müssen die Vorschubgeschwindigkeiten abhängig von der Rauheit des Materials angepasst werden. Beispielsweise können bei einem weichen Material die Vorschubgeschwindigkeiten gefördert und als höher angenommen werden, während bei einem harten Material aufgrund des Werkzeugverschleißes in der Regel weniger Vorschubgeschwindigkeiten gefördert werden Darüber hinaus sollten die Tiefe und die Drehzahl einer Spindel gesteuert und somit weiter an die Geschwindigkeitszuführung angepasst werden, um ungehinderte Späne zu haben und ein Schwatzen oder andere Schäden zu verhindern. Die neuere CNC-Technologie beinhaltet in vielen Fällen nützliche adaptive Vorschubgeschwindigkeiten, die sich je nach den von Sensoren beim Schneiden erzeugten Daten anpassen und auch die Effizienz des Schneidens drastisch verbessern können.
Bei der CNC-Bearbeitung von Edelstahl ist es wichtig, die Drehzahl und Vorschubgeschwindigkeit der CNC-Drehmaschine auf einem angemessenen Durchschnitt zu halten, um die Effizienz und Qualität der Ausgabe zu gewährleisten. Dies ist auf seine Präferenz und die Tendenz zurückzuführen, verschleißfesten Stahl zu bearbeiten, mit dem sich die meisten dieser Anwendungen befassen. Dies gilt insbesondere beim Drehen von Edelstahl, wo die Schnittgeschwindigkeit je nach Legierung zwischen 60-120 SFM variiert, wie z. B. 304 oder 316. Hartmetallwerkzeuge sind eine Voraussetzung für die Praxis.
Es ist ratsam, die Vorschubgeschwindigkeit zwischen 0,003-0,012 IPR zu halten, wobei niedrigere Raten eine bessere Oberflächenqualität versprechen, während höhere Werte für die Materialentfernung gut sind Daher ist es auch sehr wichtig sicherzustellen, dass die Schnitttiefe nicht zu groß ist, da dies dazu führen kann, dass das Werkzeug zu heiß wird und sich schnell verschleißt. Durch die Nutzung der Werkzeugmaschinenfunktionen beispielsweise mit CSS wird die Geschwindigkeit trotz der sich ändernden Durchmesser gleichmäßig eingestellt.
Darüber hinaus betonen einige Referenzen die Verwendung von Schneidflüssigkeiten zur Kühlung und Verbesserung der Lebensdauer von Werkzeugen. Zeitgenössische CNC-Maschinen, die mit Simulationen und der Echtzeit-Werkzeugzustandsüberwachungstechnologie von Intel kombiniert werden, verfügen über einstellbare und aktive Steuerungen, die es ermöglichen, in Edelstahl auf optimale Werte zu arbeiten, d. h. die Produktivität zu maximieren und die Lebensdauer von Werkzeug und Teilen im Laufe des Verschleißes auszugleichen.
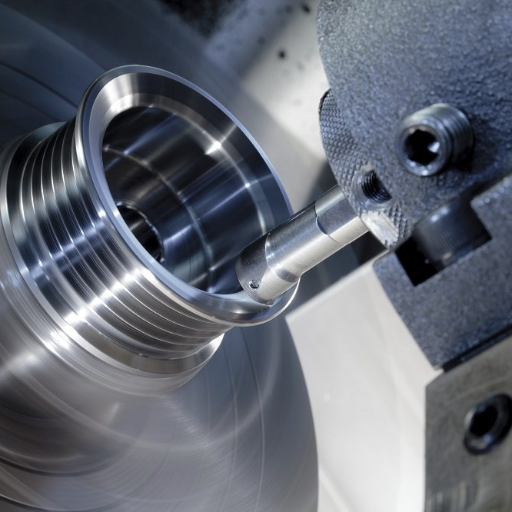
CNC-Drehen Edelstahl ist ein Verfahren von hoher Präzision in der Metallverarbeitung, wo mit Hilfe eines Werkzeugs Material aus dem Objekt entfernt wird, das sich um seine Achse dreht Diese Technik wird bei der Herstellung von kreisförmigen oder zylindrischen Teilen wie der Welle, dem Lager oder dem Gewindeteil der Schraube angewendet Die Hauptaktivitäten beim CNC-Drehen sind Verblendung, Nuten, Gewinde und Bohren. CNC-Maschinen arbeiten an voreingestellten Anweisungen, was für große Genauigkeit und reduzierenden Verschleiß sorgt Es gibt Einstellungen wie zum Beispiel die Drehfrequenz oder die Vortriebsgeschwindigkeit, die der Maschinist je nach Materialart und Konstruktion ändern kann Aus diesem Grund ist es keine Überraschung, dass CNC-Drehen in vielen Herstellungsprozessen Anwendung findet.
Heutiger Gefrierdreh-Edelstahl beruht auf der richtigen Anwendung von Werkzeugen, Schneidbedingungen und Technologie. Die Einsätze aus Wolframcarbid oder Keramikmaterialien sorgen für eine bessere Wärmebeständigkeit und eine langsamere Verschlechterung selbst bei längerer Schneidzeit. Aus diesem Grund enthalten diese Beschichtungen TiAlN (Titan-Aluminiumnitrid), die die Lebensdauer der Werkzeuge aufgrund der verringerten Reibung und der Hochtemperaturfähigkeit verlängern.
Außer zur im Edelstahl vorherrschenden Kaltverfestigung greifen Maschinisten auf die Kombination von niedrigen Schnittgeschwindigkeiten und Standardvorschubraten zurück, um eine Beschädigung der Schneidwerkzeuge bei gleicher Produktionsleistung zu vermeiden, zum Anhalten der Hitze und zur Erleichterung der Späneentfernung sind leistungsstarke Kühl - oder Schmiermittel erforderlich.
Neben neu entwickelten Methoden der CNC-Programmierung, wie dynamischen Werkzeugwegen oder adaptiven Maschinenstrategien, die das Schneiden beim Drehen von Edelstahl verbessern, sowie anderen höherwertigen Grundmaterialien wird auch die Leistung verbessert. Methoden dieser Art ermöglichen ein genaueres Schneiden und eine Verkürzung der Zykluszeit und des Werkzeugbruchs, weshalb sie in Branchen eingesetzt werden, die Teile wie Luft- und Raumfahrt, Automobil und medizinische Geräte herstellen.
Für eine solche Aufgabe sollten Werkzeuge verwendet werden, die für die Bearbeitung von Edelstahl bestimmt sind. Dazu gehören Hartmetalleinsätze und beschichtete Werkzeuge, die beide verschleißfest sind und die Schneideffizienz aufrechterhalten.
Die Geschwindigkeiten und Vorschübe müssen innerhalb optimaler Bereiche gesteuert werden, wie von den Herstellern empfohlen, um Hitze und Werkzeug, wie auch immer sie tragbar sind, überschaubar zu halten und den Werkzeugverschleiß zu reduzieren, während die Oberfläche erreicht wird.
Setzen Sie Kühlmitteltechniken wie Hochdruck, Überschwemmung und Nebel angemessen ein, um Wärme abzuleiten und das Werkstück zu verzerren.
Durchgeführtes unterbrochenes Schneiden und Picken von Edelstahl, um einen längeren Kontakt zwischen Werkzeug und Werkstück zum Aufbau übermäßiger Hitze zu vermeiden.
Verwenden Sie Werkzeugwege, die die Schnitttiefe anpassen oder variieren können, wodurch die Schnittkräfte stabil bleiben, um einen Bruch zu vermeiden.
Bearbeitungswerkzeuge sollten routinemäßig überprüft und bei Bedarf ausgetauscht werden, um das maximale Potenzial der Maschinen zu nutzen, ohne die Oberflächen oder Werkzeuge zu beeinträchtigen.
Zusammenfassung:
Durch den Einsatz solcher Maßnahmen kann Effizienz erreicht werden, Werkzeuge können länger halten und schließlich wird die Bearbeitung von Edelstahl immer gut gelingen.

Die Bearbeitung von Edelstahl kann mehr als oft zu einem Verschleiß des Drehwerkzeugs führen, weil es Missbrauch standhält oder weil es beim Schneiden des Materials schwieriger zu bearbeiten ist. Praktische Möglichkeiten, mit diesem Problem umzugehen, sind:
Durch die Durchführung von Maßnahmen, die den Beginn des Verschleißes vorwegnehmen, bleibt das Produktivitätsniveau erhalten, während gleichzeitig die Kosten und die Qualität der Dienstleistungen stets gesenkt werden.
Herausforderungen hinsichtlich der Oberflächenbeschaffenheit beim Drehen von Edelstahl können minimiert werden, indem diese spezifischen Faktoren berücksichtigt werden:
Die Bewältigung dieser Probleme ermöglicht die Erzielung einer Gleichmäßigkeit der gedrehten Edelstahlkomponenten.
Der richtige Spanbruch und die Spanentfernung sind ein Muss für CNC. Drehen von Edelstahl, da das Material typischerweise zähe, hartgesottene Späne erzeugt. Hier sind einige Strategien in dieser Hinsicht:
Durch die religiöse Befolgung dieser Verfahren wird die Bearbeitungseffizienz aufrechterhalten, die Lebensdauer des Werkzeugs erhalten und sich durch die beste Verarbeitung auszeichnen.
Die Auswahl optimaler Qualitäten von Edelstahl-Beroreturns würde von verschiedenen Faktoren für jeden Fall abhängen. Unter Berücksichtigung der Qualität von Edelstahl und der jeweiligen Legierungselemente, aus denen sich jede Sorte zusammensetzt, sollte auf jeden Fall eine Priorität bestehen. Eine häufige Art von austenitischer Sorte ist die Serie 300. Die Schwäche der austenitischen Qualitäten besteht darin, dass bei zu langsamen Komponenten der Karbidausfällung schlechte Schneideigenschaften ähnlich der Fadenigkeit und schlechte Spanflusseigenschaften resultieren können. Eine weitere kritische Überlegung ist, dass sich martensitische und ferritische Edelstahlqualitäten voneinander unterscheiden, wenn sie auch in der gleichen Härteform verstärkt werden können, wobei die Korrosionsbeständigkeit der Ferrittigerstoffe in der Regel verbessert werden sollte.
Nein, man kann auf manchen Rechen und geformten Flächen neutral oder negativ werden, weil die meisten dieser Einsätze entweder gerade oder manchmal negativ gemacht sind Was man auf Stahl verwenden soll; das ist normalerweise die primäre Entscheidung, die Sie treffen müssen Eine Kombination aus ausgezeichneten Oberflächenbearbeitungsflächen und dennoch ausgezeichneter Zähigkeit könnte einen ziemlich guten Ausgangspunkt bilden. Im weiteren Verlauf könnte man von einem Einsatz, der an Schmierung verdient oder einfach nur mit niedrigeren Schnittgeschwindigkeiten spielt und Futter im Austausch für andere Vorteile spielt, in die Tiefe gehen Dies nährt sich gut innerhalb jeder Philosophie des Schneidens mit leicht zu brechenden und hochsicheren Spänen Alles in allem, hohe Oberflächenbeschaffenheit, zur Freude des Auges und ein technischer Vorteil sollte am besten verfolgt werden.
Die Bearbeitung von martensitischem Edelstahl verursacht massiven Verschleiß am Schneideinsatz Eine Designlösung zur Verringerung des Verschleißes im Inneren des Schneidwerkzeugeinsatzes besteht darin, Einsätze zu verwenden, die eine Klasse höher in der Abriebfestigkeit sind Variieren Sie die Spindelgeschwindigkeit, indem Sie eine geringere Spindelgeschwindigkeit geben, während Sie bei einem höheren Vorschub präsentieren Der Schnitt wird keine Flankenverschleißprobleme bei gleichzeitiger Reibung aufweisen Ein Reiniger zur Kühlmittelhaltung ist hilfreich Die höherwertigen Einsätze reduzieren den abrasiven Verschleiß und verbessern die Haftung. Überprüfen Sie sie weiterhin und warten Sie sie, so wie jedes andere Werkzeug überprüft und aufbewahrt wird. Diese Aufmerksamkeit wird dabei helfen, den gebrauchten Einsatz zu entfernen, bevor die Werkstückoberfläche verdorben wird oder die Schnittkraft abnormal ansteigt.
Legierende Substanzen wie Chrom, Nickel, Molybdän können ebenfalls die Härte, Korrosionsbeständigkeit und Bearbeitbarkeit beeinflussen. Höhere Kohlenstoffe, wie sie in einigen martensitischen Stählen vorhanden sind, neigen jedoch dazu, die Härte, Schneidkräfte und den Werkzeugverschleiß zu erhöhen. Die Zugabe zusätzlicher Elemente sollte dazu dienen, alles andere wie den Nickelgehalt bei der Entwicklung austenitischer Qualitäten zu erhöhen. Zähigkeit und Duktilität der Mikrostruktur sind von Natur aus vorteilhaft für das Fräsen, und berechnen Sie bitte wiederum die Bearbeitungsparameter Geschwindigkeiten und Vorschüsse unterscheiden sich, während das Grundmaterial, das auswettet (chips), eine andere benötigt Ferritsorten mit niedrigem Kohlenstoffgehalt und andere sind für eine geringere Leistung ausgeglichen, jedoch schneller, um Stahl zu eluieren.
Drehzentren bieten eine starre und hochpräzise Steuerung der Spindelgeschwindigkeiten und der Drehachse, sodass der Spanfluss und die Oberflächenbeschaffenheit effektiv verwaltet werden. Von der richtigen Ausrichtung der Drehachse bis hin zur Verwendung einer stabilen Arbeitshaltung, um Vibrationen von Schneidwerkzeugen zu verhindern und einen gleichmäßigen Kontakt zwischen Werkzeugen und Werkstücken sicherzustellen, sorgen Drehzentren für kontrollierte Vorschübe und Geschwindigkeiten, wiederholbare Werkzeugwege und Kühlmittelzufuhr zur Problembehebung wie Rostschutz und Korrosionsbehandlung während Lagervorgängen, verbesserte Spanabfuhr und Werkzeugschutz vor vorzeitigem Verschleiß.
Bewertung der CNC-Fräsleistung für die Bearbeitung von AISI 316-Edelstahl mit Hartmetall-Schneidwerkzeugeinsatz – Eine Studie zum CNC-Drehen von Edelstahl unter Verwendung fortschrittlicher Schneidwerkzeuge und Optimierungstechniken.
Multi-Objective Optimierung von Schnittparametern im CNC Drehen von Edelstahl 304 mit TiAlN Nano Coated Tool – Forschung mit Schwerpunkt auf der Optimierung der Bearbeitungsparameter für Edelstahl 304 mithilfe beschichteter Werkzeuge.
Einfluss von Schneidparametern auf die Oberflächenqualität von austenitischem Edelstahl AISI 316 beim CNC-Drehen – Eine detaillierte Analyse, wie sich Schneidparameter auf die Oberflächenqualität beim CNC-Drehen von Edelstahl auswirken.
Hochgeschwindigkeits-CNC-Bearbeitung von AISI 304-Edelstahl; Optimierung von Prozessparametern – Forschung zur Hochgeschwindigkeits-CNC-Bearbeitung von Edelstahl 304 mit Schwerpunkt auf der Optimierung von Prozessparametern.
Wenden Sie diese Best Practices an, um bei Ihren Bearbeitungsvorgängen aus Edelstahl hervorragende Ergebnisse zu erzielen.









