


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.



Avec une durabilité et une résistance à la corrosion beaucoup plus efficaces que tout autre matériau, le tournage CNC de l'acier inoxydable est une partie très importante de la fabrication avancée Malgré cela, le processus d'usinage de l'acier inoxydable est assez différent car le matériau est très résistant et incliné vers l'écrouissage Pour un machiniste, un ingénieur ou un fabricant, la nécessité de connaître les méthodes les plus efficaces de tournage de l'acier inoxydable est une évidence puisqu'il garantit des produits de haute qualité, une consommation d'outils réduite et offre une productivité meilleure et améliorée Dans le présent article, nous allons examiner certaines méthodes, techniques et problèmes utiles par lesquels vous pouvez comprendre et apprendre toutes les facettes de la technique et vous permettre de fabriquer des articles de haute qualité qui ne sont pas de qualité inférieure.

En raison de sa robustesse, l'acier inoxydable a été largement demandé dans de nombreuses industries Ceci est dû à sa teneur en chrome qui est responsable de la facilité de rouille et de coloration car il forme une couche d'oxyde D'autres éléments tels que le nickel et le molybdène peuvent également être ajoutés afin d'augmenter la ténacité de l'acier inoxydable ou la résistance de l'acier inoxydable à la chaleur entre autres Cependant, la dureté de l'acier inoxydable et sa capacité à durcir facilement pendant l'usinage peuvent être un problème mais peuvent être surmontés par l'adoption d'outillage, de vitesses et de techniques de coupe appropriées lors du tournage de l'acier inoxydable.
Les propriétés distinctives de l'acier inoxydable qui rendent l'acier inoxydable ultra-indispensable dans de nombreuses applications sont dues à une rare combinaison de propriétés mécaniques et de propriétés chimiques L'un des plus grands avantages de l'acier inoxydable est la résistance à la corrosion qu'il procure en raison de la teneur élevée en chrome, dont la réaction chimique avec l'atmosphère donne une couche protectrice d'oxyde mince et rigide qui empêche l'acier de se corroder même dans des environnements sévères.
En outre, l'acier inoxydable est connu pour sa capacité à résister à des charges élevées étrangères à la plupart des alliages métalliques Ces propriétés impressionnantes sont dues à la capacité de ressembler à la haute température et d'être ductile pour les charges cycliques Des options pour les applications cryogéniques et les applications à haute température existent dans les environnements aérospatiaux et des centrales électriques.
Par ailleurs, un autre aspect vital se rapporte à la polyvalence au milieu de différentes formes L'acier inoxydable, dans de nombreuses nuances, est introduit avec des besoins spécifiques pris en compte Alors que les nuances austénitiques comme 304 et 316 offrent à la fois une résistance corrosive grossie et une formabilité dans cette itération, les aciers martensitiques préfèrent une dureté plus élevée et une perméabilité magnétique minimale Toute leur résistance à la corrosion peut être encore améliorée par la substitution partielle du nickel au manganèse ou à l'azote ; par exemple, les aciers ayant une résistance sel-eau nécessiteront du molybdène.
La recyclabilité ajoute fortement à l'éco-convivialité de l'acier inoxydable, ce qui en fait un superbe choix pour la préservation de l'environnement (la voie de préservation de l'environnement).En termes de matériaux recyclés en bobine fraîche, l'acier inoxydable soutient non seulement diverses initiatives de durabilité pour différentes applications, mais est également esthétiquement attrayant, en dehors des avantages fonctionnels, comme matériau pour la construction d'accessoires, d'équipements médicaux, d'ustensiles de cuisine, etc.
La nuance 304 d'acier inoxydable est l'une des plus polyvalentes et des plus utilisées se situant sous la catégorie de l'acier inoxydable L'acier inoxydable austénitique signifie avoir un chrome élevé (environ 181TP3 T) et du nickel (environ 81TP3 T) ce qui le rend extrêmement résistant à la corrosion et résistant.304 est non magnétique à l'état recuit et offre une excellente formabilité et maldabilité afin qu'il puisse tirer fidèlement une variété d'applications.
Cet acier présente une résistance à l'oxydation et à la corrosion, même dans des environnements soumis à différentes conditions atmosphériques ou à des produits chimiques doux, ce qui en fait le matériau idéal dans l'industrie agroalimentaire, l'industrie pharmaceutique et les équipements de cuisine domestique. En outre, ses propriétés hygiéniques et sa facilité de nettoyage sont très avantageuses dans les industries où la propreté est une priorité absolue. Tout comme les instruments médicaux et les surfaces de préparation des aliments.
️️ Remarque importante :
Les résistances aux piqûres induites par le chlorure et à la fissuration par corrosion sous contrainte sont des faiblesses de l'acier inoxydable 304, qui par ailleurs se produit à merveille dans un certain nombre de conditions, en particulier dans un environnement à haute salinité. Dans des situations exigeant des performances supérieures dans de tels environnements, on peut envisager des qualités alternatives comme l'acier inoxydable 316. Néanmoins, l'acier inoxydable 304 reste le choix parfait lorsque le coût, les performances et la disponibilité répondent aux exigences générales.
L'usinabilité de l'acier inoxydable diffère d'une nuance à l'autre en fonction de leurs nuances et de la composition de leur alliage En général, les aciers inoxydables sont plus difficiles à usiner que l'acier au carbone en raison de leur résistance élevée, de leur ténacité et de leur tendance à durcir. Certaines nuances d'acier inoxydable sont conçues avec une meilleure usinabilité à l'esprit - l'ajout d'aides au soufre dans la rupture des copeaux à cet effet. La sélection des bons outils, à l'aide d'outils de coupe tranchants, et ayant une lubrification adéquate sont nécessaires pour satisfaire les résultats. Des vitesses de coupe plus lentes et des vitesses d'alimentation accrues contribueront à minimiser l'écrouissage et peuvent ainsi améliorer la facilité pendant la fabrication.
Dans le processus de fabrication de la rotation de l'acier inoxydable, les revêtements et matériaux appropriés doivent être utilisés afin d'assurer une durée de vie maximale de l'outil et un temps minimal sur la machine Les outils revêtus de TiN ou tout autre outil de revêtement comme ceux ayant TiAlN, AlCrN, etc. Les revêtements présentent des propriétés de dureté élevée, de déflexion thermique et de faible frottement, qui sont nécessaires pour protéger les arêtes de coupe pendant l'usinage de l'acier inoxydable.
L'utilisation de plaquettes en carbure revêtu comprend l'une des meilleures combinaisons de ténacité et de résistance à l'usure Même si le carbure standard n'est pas destiné aux vitesses élevées, les plaquettes en céramique et cermet ont une meilleure tolérance à la chaleur pour améliorer les outils coupés lors des vitesses élevées De plus, le contrôle de l'avance et de la vitesse est primordial pour savoir quand changer les outils Il est impératif que l'utilisation de systèmes de refroidissement sur le processus de coupe soit appliquée pour permettre à l'outil de fonctionner efficacement sur des opérations aussi exigeantes Il est également conseillé d'utiliser des outils de coupe en acier inoxydable de manière appropriée lors du tournage de l'acier inoxydable car cela donnera une qualité et un service optimaux et minimisera l'usure de l'outil.
La conception et le positionnement des outils de coupe sont vitaux pour les performances de tournage en acier inoxydable Les lames de coupe doivent avoir des angles positifs définis et des arêtes de coupe tranchantes pour réduire les forces et la chaleur Un bon angle de relief sur un outil permet d'éviter le contact de l'outil avec la pièce qui à son tour réduit l'usure et améliore la douceur De plus, la sélection des rayons du nez de l'outil dépend de l'objectif ; soit des paramètres de durabilité ou de finition sont requis De plus, les éléments brise-copeaux doivent être conformes à la conception de manière à contrôler les copeaux pour éviter l'accumulation de matière L'efficacité de l'usinage et la durabilité de l'outil peuvent être améliorées en tenant compte de toutes les dimensions nécessaires des outils.

La vitesse de coupe optimale pour le tournage CNC dépend d'un certain nombre de facteurs tels que la productivité, la durée de vie de l'outil et la finesse de la surface La vitesse de coupe dépend principalement du matériau de la pièce, du matériau de l'outil de coupe et du niveau de finition requis Les matériaux durs comme les aciers et le titane n'ont pas besoin de vitesses de coupe plus élevées car l'outil s'usera rapidement. Cependant, les matériaux plus mous comme l'aluminium nécessitent des vitesses de coupe plus élevées. Le matériau de l'outil affecte également la vitesse de coupe car les outils en carbure peuvent être utilisés à des vitesses élevées, contrairement aux coupeurs en acier à grande vitesse.
📐 Formule:
LCR = πD n /12
Généralement, les fabricants d'outils de coupe ainsi que de stock ou de matériaux précisent leur utilisation et leur application Cette utilisation de la machine et de ses éléments peut être perturbée De légers changements au cours du processus sont parfois suffisants car cela contribue à augmenter la vitesse de travail n'affectant pas la durée de vie de l'outil et la qualité des pièces.
Tout en fixant les débits d'alimentation pour une opération de tournage CNC, il est important de faire le point sur la pièce et l'outillage, sans oublier l'exigence de rugosité de surface La vitesse d'avance peut affecter à la fois la qualité de surface et l'efficacité et la durée de vie de l'outil de coupe La meilleure façon de commencer serait les pratiques recommandées par le fabricant de l'outil Toutes ces recommandations tiennent compte de l'outil ou du matériau particulier utilisé.
Afin d'améliorer les vitesses de coupe, les vitesses d'alimentation doivent être adaptées en fonction de la rugosité du matériau. Par exemple, dans un matériau mou, les vitesses d'alimentation peuvent être encouragées et supposées plus élevées tandis que dans un matériau dur, moins de vitesses d'alimentation sont généralement encouragées en raison de l'usure de l'outil. De plus, la profondeur et la vitesse de rotation d'une broche doivent être contrôlées et donc ajustées davantage à la vitesse d'alimentation afin d'avoir des copeaux sans entrave et d'éviter le broutage ou tout autre dommage. La technologie CNC plus récente, dans de nombreux cas, intègre des vitesses d'alimentation adaptatives utiles qui s'ajustent en fonction des données produites par les capteurs lors de la coupe, et cela aussi, peut améliorer considérablement l'efficacité de la coupe.
Lors de l'usinage CNC de l'acier inoxydable, il est important de maintenir le régime et le débit d'alimentation du tour CNC à une moyenne raisonnable pour garantir l'efficacité et la qualité de sortie. Cela est dû à sa préférence et à la tendance à écrouir l'acier résistant à l'usure que traitent la plupart de ces applications. Cela est particulièrement vrai lorsqu'il s'agit de tourner de l'acier inoxydable où la vitesse de coupe varie entre 60 et 120 SFM selon l'alliage en question tel que 304 ou 316. Les outils en carbure sont une exigence pour la pratique.
Il est conseillé de maintenir le débit d'alimentation entre 0,003 et 0,012 IPR avec des taux plus faibles promettant une meilleure qualité de surface tandis que des valeurs plus élevées sont bonnes pour l'enlèvement de matière. Il est donc également très important de garantir que la profondeur de la coupe n'est pas trop grande car cela peut provoquer une trop grande chaleur de l'outil et une usure rapide. L'utilisation des capacités de la machine-outil avec CSS par exemple ajustera la vitesse uniformément malgré les changements de diamètre.
De plus, certaines références soulignent l'utilisation de fluides de coupe pour refroidir et améliorer la durée de vie des outils Les machines CNC contemporaines qui sont associées à la simulation et à la technologie de surveillance de l'état des outils en temps réel d'Intel ont des commandes réglables et actives permettant de travailler en acier inoxydable à des niveaux optimaux, c'est-à-dire maximiser la productivité et équilibrer l'outil et la durée de vie des pièces au fur et à mesure de l'usure.
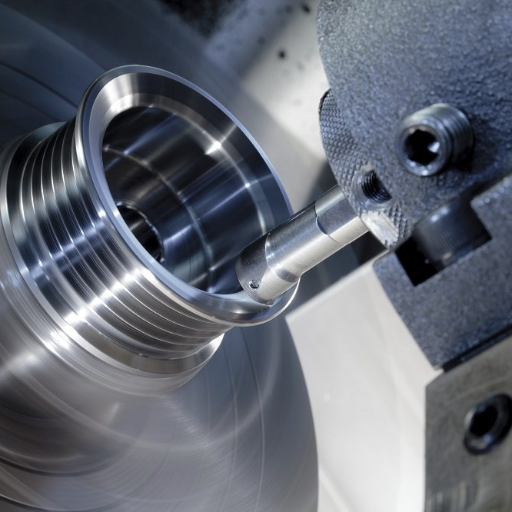
Le tournage CNC en acier inoxydable est une procédure de haute précision dans le traitement des métaux, où à l'aide d'un outil, le matériau est retiré de l'objet, qui tourne autour de son axe Cette technique est appliquée dans la fabrication de pièces circulaires ou cylindriques telles que l'arbre, le roulement ou la partie filetée de la vis Les principales activités impliquées dans le tournage CNC sont le parement, le rainurage, le filetage et l'alésage Les machines CNC travaillent à des instructions prédéfinies, ce qui permet une grande précision et une usure réductrice Il existe des réglages comme par exemple la fréquence de rotation ou le taux d'avance que le machiniste peut modifier pour convenir à chaque type de matériau et de conception Pour cette raison, il n'est pas surprenant que le tournage CNC trouve application dans de nombreux processus de fabrication.
L'acier inoxydable actuel de tournage de congélation repose sur la bonne application des outils, des conditions de coupe et de la technologie Les inserts fabriqués à partir de carbure de tungstène ou de matériaux céramiques offrent une meilleure résistance thermique et une détérioration plus lente même à un temps de coupe accru C'est pourquoi ces revêtements comprennent du TiAlN (nitrure de titane-aluminium) qui augmentent la durée de vie des outils en raison de la réduction de la friction et de la capacité à haute température.
À l'exception de l'écrouissage qui prévaut dans l'acier inoxydable, les machinistes ont recours à la combinaison de faibles vitesses de coupe et de débits d'alimentation standard pour éviter d'endommager les outils de coupe au même rendement de production. Des liquides de refroidissement ou des lubrifiants hautes performances sont nécessaires pour arrêter la chaleur et pour faciliter l'élimination des copeaux.
Outre les méthodes nouvellement développées de programmation CNC, telles que les parcours d'outils dynamiques ou les stratégies de machines adaptatives, qui améliorent la coupe lors du tournage de l'acier inoxydable, ainsi que d'autres matériaux de base de qualité supérieure, les méthodes de cette nature permettent une coupe plus précise et une réduction du temps de cycle et de la casse des outils, c'est pourquoi elles sont utilisées dans des industries qui fabriquent des pièces telles que l'aérospatiale, l'automobile et les équipements médicaux.
Les outils destinés à l'usinage de l'acier inoxydable doivent être utilisés pour une telle tâche. Ceux-ci comprennent des inserts en carbure et des outils revêtus qui résistent tous deux à l'usure ainsi qu'au maintien de l'efficacité de la coupe.
Les vitesses et les alimentations doivent être contrôlées dans des plages optimales recommandées par les fabricants afin de maintenir la chaleur et l'outil aussi faciles à utiliser soient-ils et de réduire l'usure de l'outil pendant l'obtention de la finition.
Utilisez des techniques de refroidissement telles que la haute pression, l'inondation et le brouillard de manière appropriée pour dissiper la chaleur et déformer la pièce.
Effectué des coupes interrompues et des décollements en acier inoxydable afin d'éviter un contact prolongé entre l'outil et la pièce pour accumuler une chaleur excessive.
Utilisez des chemins d'outils qui peuvent ajuster ou varier la profondeur de coupe, maintenant ainsi les forces de coupe stables pour éviter la rupture.
Les outils d'usinage doivent être vérifiés et, si nécessaire, remplacés régulièrement afin d'exploiter le potentiel maximum des machines sans compromettre les surfaces ou les outils.
la synthèse :
En employant de telles mesures, l'efficacité peut être atteinte, les outils peuvent durer plus longtemps et, enfin, l'usinage de l'acier inoxydable se déroulera toujours bien.

L'usinage de l'acier inoxydable, plus que souvent, peut entraîner une usure de l'outil de tournage, en raison de sa capacité à résister aux abus, ou aussi en raison de la façon dont il devient plus difficile à usiner au fur et à mesure de la découpe des moyens pratiques de traiter ce problème comprennent :
Ainsi, s'engager dans des mesures anticipant le début de l'usure maintiendra les niveaux de productivité, tandis que la réduction des coûts et de la qualité des services sera toujours respectée.
Les défis concernant l'état de surface lors du tournage de l'acier inoxydable peuvent être minimisés en s'attaquant à ces facteurs spécifiques :
La gestion de ces problématiques permet d'obtenir une uniformité des composants tournés en acier inoxydable.
Une rupture appropriée des copeaux et l'élimination des copeaux sont indispensables pour le tournage CNC de l'acier inoxydable, en raison des copeaux durs écrouis généralement générés par le matériau. Voici quelques stratégies à cet égard :
En suivant religieusement ces procédures, on maintiendra l’efficacité de l’usinage, préservera la durée de vie des outils et excellera avec la meilleure finition.
La sélection des qualités optimales de beroretours en acier inoxydable dépendrait de divers facteurs pour chaque cas. Certainement, étant donné que la qualité de l'acier inoxydable et les éléments d'alliage particuliers qui composent chaque qualité devraient être primordiaux. Un type courant de qualité austénitique est la série 300. La faiblesse des qualités austénitiques est que si les composants de précipitation du carbure sont trop lents, de mauvaises caractéristiques de coupe similaires à la rigueur et de mauvaises caractéristiques d'écoulement des copeaux peuvent en résulter. Une autre considération critique est que les qualités de corrosion martensitique et ferritique diffèrent les unes des autres en termes de teneur en carbone et de dureté ; les qualités de martensite permettent de renforcer la dureté pendant le traitement thermique avec la connotation négative des forces de coupe plus élevées et une résistance accrue du nickel, tandis que la résistance du carbone.
Non, vous pouvez aller neutre ou négatif sur certains râteaux et faces formées parce que la plupart de ces inserts sont faits soit droits ou parfois négatifs Ce qu'il faut utiliser sur l'acier ; c'est généralement la décision principale que vous êtes appelé à prendre Une combinaison d'excellentes faces finies en surface et pourtant une excellente ténacité pourrait faire un assez bon point de départ Plus loin, on pourrait aller dans les profondeurs à partir d'un insert qui gagne en lubrification ou joue juste avec des vitesses de coupe plus faibles et l'alimentation en échange d'autres avantages Cela se nourrit bien dans toute philosophie de coupe avec des copeaux faciles à casser et de haute sécurité Tout dans l'ensemble, finition de surface élevée, pour le plaisir de l'œil et un avantage technique devrait être poursuivi au mieux.
L'usinage de l'acier inoxydable martensitique provoque une usure massive de la plaquette de coupe Une solution de conception pour réduire l'usure à l'intérieur de la plaquette de l'outil de coupe consiste à utiliser des plaquettes d'une classe supérieure en résistance à l'abrasion Varier la vitesse de la broche en donnant une vitesse de broche plus petite tout en présentant une alimentation plus élevée La coupe ne présentera aucun problème d'usure des flancs en supposant un frottement simultané Un nettoyeur pour garder les liquides de refroidissement est utile Les plaquettes de qualité supérieure réduisent l'usure par type abrasif et améliorent l'adhérence Continuez à les vérifier et à les maintenir tout comme tout autre outil est vérifié et conservé Une telle attention aidera à retirer la plaquette utilisée avant que la finition de la pièce ne soit gâchée ou dans une montée anormale de la force de coupe.
On peut aussi bien dire que les substances d'alliage telles que le chrome, le nickel, le molybdène affectent la dureté, la résistance à la corrosion et l'usinabilité. Les carbones plus élevés, comme c'est le cas dans certains aciers martensitiques, ont cependant tendance à augmenter la dureté, les forces de coupe et l'usure des outils. L'ajout d'éléments supplémentaires devrait être destiné à augmenter tout le reste comme la teneur en nickel dans le développement de qualités austénitiques. La ténacité et la ductilité de la microstructure sont intrinsèquement avantageuses pour le fraisage, et à leur tour, veuillez calculer les vitesses et les charges des paramètres d'usinage qui s'éteignent (puces) nécessitent une stratégie différente. Les qualités ferritiques à faible teneur en carbone et autres sont équilibrées en nickel sont équilibrées.
Les centres de tournage assurent un contrôle rigide et très précis des vitesses de broche et de l'axe de rotation de telle sorte que le flux des copeaux et la finition de surface soient gérés efficacement. De l'alignement correct de l'axe de rotation et de l'utilisation d'un maintien stable pour empêcher la vibration des outils de coupe et assurer un contact cohérent entre les outils et la pièce, les centres de tournage fournissent des alimentations et des vitesses contrôlées, un cheminement d'outil reproductible et une distribution de liquide de refroidissement pour résoudre les problèmes tels que le traitement antirouille et corrosion pendant les opérations de stockage, une évacuation améliorée des copeaux et une protection des outils contre une usure prématurée.
Évaluation des performances de fraisage CNC pour l'usinage de l'acier inoxydable AISI 316 avec insert d'outil de coupe en carbure 1'étude A sur le tournage CNC de l'acier inoxydable à l'aide d'outils de coupe avancés et de techniques d'optimisation.
Optimisation multi-objectifs des paramètres de coupe lors du tournage CNC de l'acier inoxydable 304 avec un outil nano-enduit TiAlN 304 de recherche portant sur l'optimisation des paramètres d'usinage pour l'acier inoxydable 304 à l'aide d'outils revêtus.
Effet des paramètres de coupe sur la qualité de surface de l'acier inoxydable austénitique AISI 316 en tournage CNC 20 Une analyse détaillée de la façon dont les paramètres de coupe affectent la qualité de la surface pendant le tournage CNC de l'acier inoxydable.
Usinage CNC à grande vitesse de l'acier inoxydable AISI 304 ; Optimisation des paramètres de processus 304 de recherche sur l'usinage CNC à grande vitesse de l'acier inoxydable, en se concentrant sur l'optimisation des paramètres du processus.
Appliquez ces meilleures pratiques pour obtenir des résultats supérieurs dans vos opérations d'usinage en acier inoxydable.









