


Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.


Swiss Screw Machining: The Complete Guide to Precision Turned Parts
When high volume quantities of small, close-tolerance turned parts are needed, the Swiss screw machining process is the one to turn to. Developed initially for Swiss watches during the 1870s, the modern CNC-driven swiss screw machine became a production tool for the medical, aerospace, automotive and electronics industries. Below are the details of the machining process, the best materials, the tolerances, and reasons to use swiss machining.
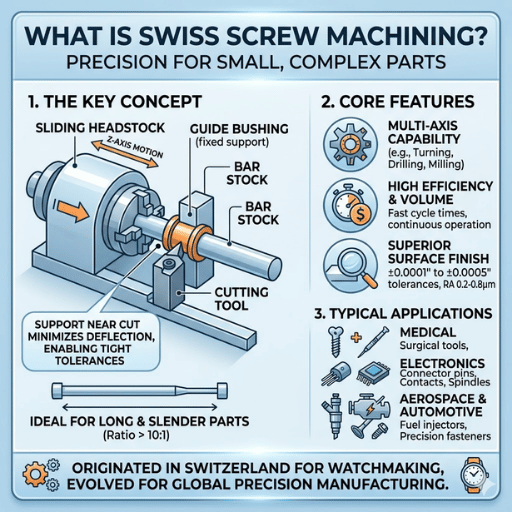
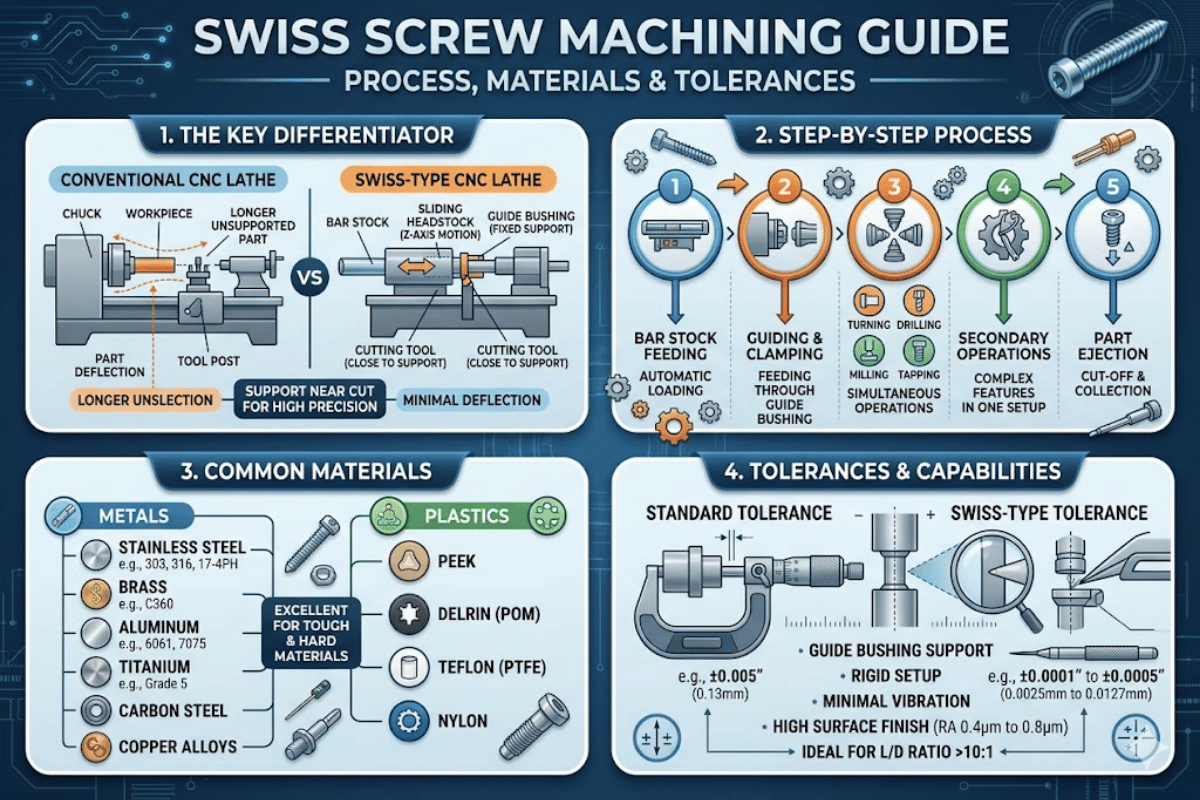
Swiss screw machining is a precision CNC turning process incorporating two features that distinguish it from a standard lathe:a guide bushing and a sliding head stock. The combination allows a length of bar stock to feed axially through a stationary guide bushing while the work spindle and head stock travel along the Z-axis. The cutting tool engages the workpiece within millimeters of the guide bushing, meaning the unsupported length of material is very short.
This design removes virtually all deflection. Conventional CNC lathes grip the workpiece in a fixed chuck, and as the part extends further from the chuck, slim workpieces can bend under cutting forces. Swiss screw machining solves this problem by supporting the bar at the point of cut, which permits incredibly tight tolerances on parts with length-to-diameter ratios of 8:1 or higher.
The name ‘swiss machine’ or ‘swiss lathe’ originates from the Jura region of Switzerland, where watchmakers required a machine to produce tiny, precise shafts and pins in volume. Today’s swiss machines are a far cry from the cam-operated models of old – modern swiss CNC machines utilize a panoply of 7 to 13 axes, feature live tooling, and can turn finished ultra-precision parts in one cycle.

A detailed explanation of the swiss screw machining process to better understand how these machines operate efficiently and accurately to achieve their reputation.
A bar feeder loads coil or straight round bar stock through the spindle and guide bushing. Diameter sizes range from 1 mm to 38 mm and the bar protrudes just beyond the guide bushing in the cutting zone.
The guide bushing provides tight clearance with the bar workpiece and is made of heat-treated and hardened alloy steel to provide the support right by the cutting zone. The workpiece is powered around the work spindle by the bar feeder, as shown, instead of the normal rotation of the lathe tool.
Multiple cutting tools are mounted on gang slides and cross slides on a swiss CNC machine. The use of several tools simultaneously engaged (one turning the outer diameter and another drilling a center hole) is the primary reason for swiss machines’ productivity.
Driven or live tools used for milling are also present, and can cut flats, hexagons, cross-holes and slots in the machine instead of removing the workpiece.
Once each front-end operation is finished, an off-center cut-off tool separates the part from the bar. The part is then caught by a back-working spindle, known as a sub-spindle, which performs the rear-end operations-facin, chamfer, drill, or tap the back side. The completed piece is ejected from the machine and the bar fed forward in preparation for the next cycle.
The process is repeated ad infinitum. For high-volume production, swiss screw machines run lights-out when bar-feeders are supplied with wind stock for several hours of fully unattended machining.
Swiss screw machines can machine almost all metals and engineering plastics. Choice of material influences tool wear, cycle time, and maximum surface quality. Chart 1 summarizes the most popular materials with the swiss machining process.
| Material | Machinability | Typical Applications | Notes |
|---|---|---|---|
| Brass (C360) | Excellent | Electrical contacts, connectors, valve stems | Free-cutting; highest production speeds |
| Stainless 303 | Good | Medical instruments, fittings, shafts | Free-machining grade; best stainless for swiss |
| Stainless 304/316 | Moderate | Surgical implants, food-grade components | Work-hardens; requires sharp tools and coolant |
| Aluminum 6061/7075 | Excellent | Aerospace pins, sensor housings, spacers | Fast cycle times; watch for chip wrapping |
| Titanium (Ti-6Al-4V) | Difficult | Bone screws, aerospace fasteners | Low speed, high-pressure coolant recommended |
| Inconel 718 | Difficult | Jet engine components, high-temp fasteners | Requires ceramic or carbide inserts |
| PEEK | Good | Medical implants, semiconductor parts | Plastic; needs sharp tools to avoid melting |
| Delrin (Acetal) | Excellent | Gears, bushings, insulators | Plastic; excellent dimensional stability |
For small-diameter aluminum components, the advantages of high machinability translate into faster spindle speeds and shorter cycle times. For example, machining titanium or Inconel reduces spindle speed by 60-70%,compared to brass. Machinists watch out for tool wear.

Swiss screw machining is always the right choice when volume parts require close tolerances in complex geometries. Here are the sector’s biggest users.
The medical device sector provides the most impetus for swiss turned precision components. Bone screws, dental tip abutments, catheter tips, surgical shaver shafts are Swiss-machined for high accuracy. Materials run from stainless steel, titanium and plastics to PTFE. For example, orthopedic screw threads frequently hold 0.013mm TIR tolerances.
The aerospace sector makes use of hydraulic fittings, sensor casings, actuator pins, turbine-follower fasteners. Production requirements call for traceability paperwork and compliance with AS9100 standards. The part stocks in aluminum, stainless, titanium, high-temp alloys.
High-volume manufacturing of fuel-injector tips, turbo shaft-follower components, ABS sensor casings, and transmission valves will find the swiss-machine as an essential production partner. Its volume and dimensional consistency meet the demands.
Miniature connector pins, IC socket contacts, RF connectors, and fiber-optic ferruleds define swiss-machined parts. Brass and beryllium copper are used. The parts can be 2mm, and concentricity runs can require 0.013mm TIR tolerances.

What tolerances can be achieved? They depend on material, geometry and machine ability. The table defines typical and premium tolerance levels achieved on swiss parts.
| Feature | Standard Tolerance | Premium Tolerance |
|---|---|---|
| Outer diameter | ±0.013 mm (±0.0005 in.) | ±0.005 mm (±0.0002 in.) |
| Length | ±0.025 mm (±0.001 in.) | ±0.013 mm (±0.0005 in.) |
| Bore diameter | ±0.013 mm | ±0.005 mm |
| Concentricity (TIR) | 0.025 mm | 0.013 mm |
| Surface finish (Ra) | 0.8 µm (32 µin.) | 0.2 µm (8 µin.) |
| Thread pitch diameter | Class 2A / 6g | Class 3A / 4g |
High quality tolerances require guide bushing bore matching, temperature compensation, in-process gauging. When the tolerances are outside the machine limits, a secondary process such as centerless grinding or honing is employed.
The surface finish depends on material, tool geometry, feed rate. Brass and aluminum are smoother at faster feed, while stainless and titanium often require a finishing pass or polishing to reach below 0.4m Ra.


A swiss screw machine uses a sliding headstock and guide bushing to support the work piece close to the cutting tool, reducing deflection and allowing for tighter tolerances on long, slender parts. The work is supported and held in a gripper turret in a conventional CNC lathe. The Swiss machine also uses multiple tools simultaneously to create complex parts in one cycle.
Most swiss CNC machines can hold between 1 mm and 38mm. A few larger capacity ones hold bar stock up to 50 mm, but typical production work is in the 2-25 mm range.
Swiss machining has higher costs than conventional turning, so it is most advantageous for longer runs (1000+ parts). Nevertheless, when parts must be tight-tolerance and/or have complex features that a swiss machine can produce in one cycle, it is economical even for lower quantities; no secondary operations are required.
Yes. Many modern Swiss CNC lathes have live tooling stations that machined flats, cross-holes, and slots during the primary cycle. Back-working tools can drill and tap the backside of the part as well.
Medical devices, aerospace, automotive, electronics, and connector manufacturing. Swiss screw machining is particularly attractive because these markets have high volume needs for small parts with tight geometry tolerances, such as human bone screws, socket fittings, sensor pins, and electrical contacts.
Need precision-turned parts with tight tolerances and fast turnaround?
Related: When and Why to Use Swiss CNC Machining · CNC Turning Services · Swiss Machining for Small Aluminum Parts









