


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


Schweizer Schraubenbearbeitung: Der vollständige Leitfaden für präzise gedrehte Teile
Wenn große Volumenmengen kleiner, dicht gedrehter Teile benötigt werden, ist das Schweizer Schneckenbearbeitungsprozess das, an das man sich wenden kann. Die moderne CNC-getriebene Schweißschraubenmaschine wurde in den 1870er Jahren zunächst für Schweizer Uhren entwickelt und wurde zu einem Produktionswerkzeug für die Medizin-, Luft- und Raumfahrt-, Automobil- und Elektronikindustrie Nachfolgend finden Sie die Details des Bearbeitungsprozesses, die besten Materialien, die Toleranzen und Gründe für den Einsatz der Schweißbearbeitung.
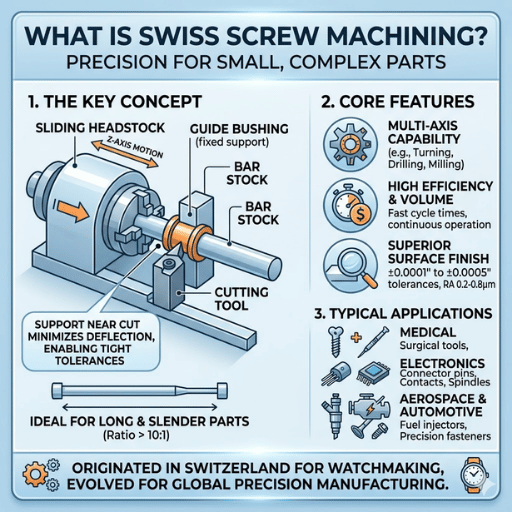
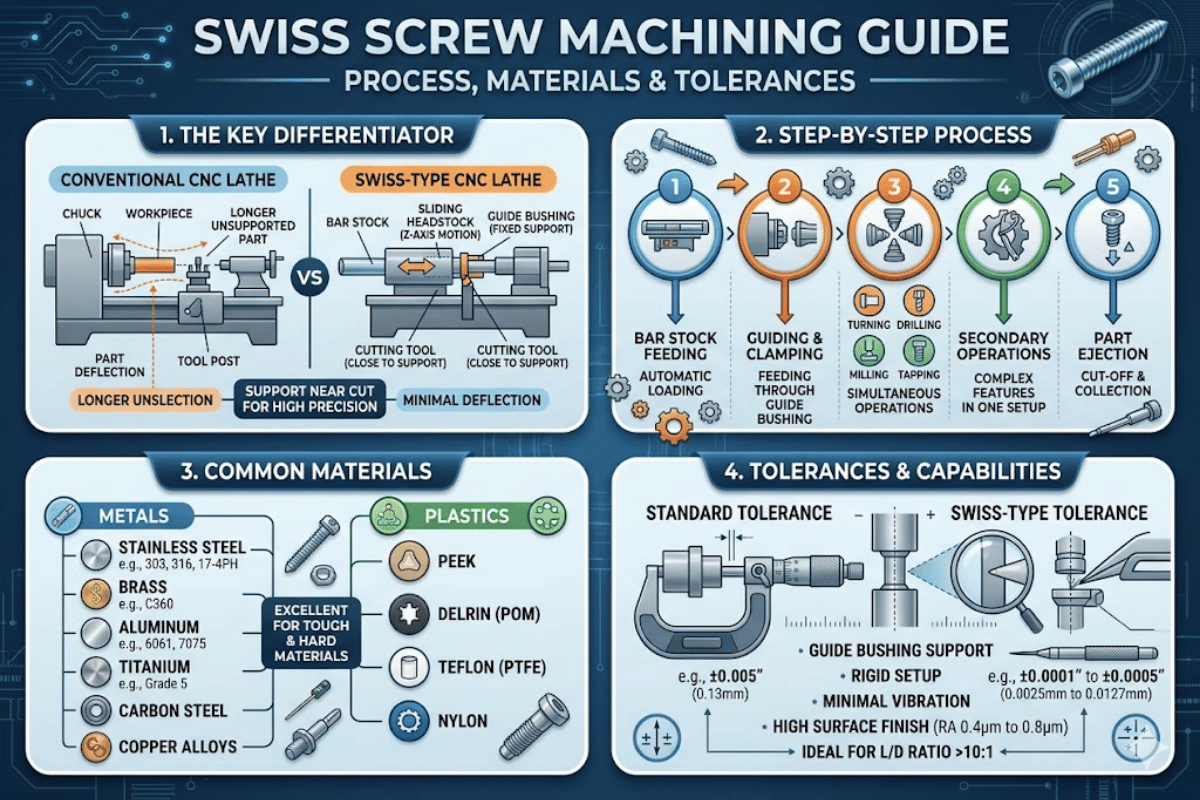
Die Schweizer Schneckenbearbeitung ist ein Präzisions-CNC-Drehverfahren, das zwei Merkmale aufweist, die es von einer Standarddrehmaschine unterscheiden: eine Führungsbuchse und ein verschiebbares Kopfmaterial. Die Kombination ermöglicht es, dass eine Länge des Stabmaterials axial durch eine stationäre Führungsbuchse zugeführt wird, während sich Arbeitsspindel und Kopfmaterial entlang der Z-Achse bewegen. Das Schneidwerkzeug greift innerhalb von Millimetern nach der Führungsbuchse in das Werkstück ein, was bedeutet, dass die nicht unterstützte Materiallänge sehr kurz ist.
Diese Konstruktion entfernt praktisch alle Durchbiegungen Herkömmliche CNC-Drehmaschinen greifen das Werkstück in einem festen Spannfutter, und da sich das Teil weiter vom Spannfutter entfernt, können sich schlanke Werkstücke unter Schneidkräften biegen Die Schweizer Schneckenbearbeitung löst dieses Problem, indem sie die Stange an der Schnittstelle stützt, was unglaublich enge Toleranzen an Teilen mit Längen-Durchmesser-Verhältnissen von 8:1 oder höher ermöglicht.
Der Name ‘Schweizermaschine’ oder ‘Schweizerdrehmaschine’ stammt aus dem Juragebiet der Schweiz, wo Uhrmacher eine Maschine benötigten, um winzige, präzise Wellen und Stifte in Volumen herzustellen Heutiges Schweißmaschinen Sie sind weit entfernt von den nockenbetriebenen Modellen alter moderner Swiss-CNC-Maschinen, die eine Auswahl von 7 bis 13 Achsen nutzen, über Live-Werkzeuge verfügen und fertige hochpräzise Teile in einem Zyklus drehen können.

Eine detaillierte Erläuterung des Prozesses der Schweißschneckenbearbeitung, um besser zu verstehen, wie diese Maschinen effizient und genau arbeiten, um ihren Ruf zu erreichen.
Ein Stangenzuführer belastet Spulen - oder gerades Rundstangenmaterial durch die Spindel - und Führungsbuchse, Durchmessergrößen reichen von 1 mm bis 38 mm und die Stange ragt in der Schneidzone knapp über die Führungsbuchse hinaus.
Die Führungsbuchse sorgt für einen engen Abstand zum Stabwerkstück und besteht aus wärmebehandeltem und gehärtetem legiertem Stahl, um direkt an der Schneidzone für die Unterstützung zu sorgen. Das Werkstück wird wie gezeigt durch die Stangenzuführung um die Arbeitsspindel herum angetrieben, anstatt wie üblich das Drehwerkzeug zu drehen.
Mehrere Schneidwerkzeuge sind auf Gangschiebern und Querschiebern an einer Swiss-CNC-Maschine montiert, die Verwendung mehrerer gleichzeitig eingreifender Werkzeuge (eines dreht den Außendurchmesser und ein anderes bohrt ein Mittelloch) ist der Hauptgrund für die Produktivität von Swiss-Maschinen.
Es sind auch angetriebene oder stromführende Werkzeuge zum Fräsen vorhanden, die Abflachungen, Sechsecke, Querlöcher und Schlitze in die Maschine schneiden können, anstatt das Werkstück zu entfernen.
Sobald jeder Front-End-Vorgang abgeschlossen ist, trennt ein außermittiges Abschaltwerkzeug das Teil von der Stange. Das Teil wird dann von einer Back-Working-Spindel, einer sogenannten Subspindel, aufgefangen, die die Heck-End-Operationen durchführt - Facine, Fase, Bohrer oder Klopfen auf die Rückseite Das fertige Stück wird aus der Maschine ausgeworfen und die Stange zur Vorbereitung auf den nächsten Zyklus nach vorne geführt.
Der Vorgang wird ad infinitum wiederholt. Für die Produktion in großen Stückzahlen führen Schweißschraubenmaschinen ein Licht aus, wenn Stangenzuführungen für mehrere Stunden völlig unbeaufsichtigter Bearbeitung mit Windmaterial versorgt werden.
Schweizer Schraubenmaschinen können fast alle Metalle und technischen Kunststoffe bearbeiten. Die Materialauswahl beeinflusst den Werkzeugverschleiß, die Zykluszeit und die maximale Oberflächenqualität. Diagramm 1 fasst die beliebtesten Materialien mit dem Schweißbearbeitungsprozess zusammen.
| Material | Bearbeitbarkeit | Typische Anwendungen | Anmerkungen |
|---|---|---|---|
| Messing (C360) | Ausgezeichnet | Elektrische Kontakte, Steckverbinder, Ventilschäfte | Freischneiden; höchste Produktionsgeschwindigkeiten |
| Edelstahl 303 | Gut | Medizinische Instrumente, Armaturen, Schächte | Freibearbeitungsqualität; am besten rostfrei für Swiss |
| Edelstahl 304/316 | Mäßig | Chirurgische Implantate, Komponenten in Lebensmittelqualität | Härtet; benötigt scharfe Werkzeuge und Kühlmittel |
| Aluminium 6061/7075 | Ausgezeichnet | Pins für Luft - und Raumfahrt, Sensorgehäuse, Abstandshalter | Schnelle Zykluszeiten; Achten Sie auf die Chipverpackung |
| Titan (Ti-6Al-4 V) | Schwierig | Knochenschrauben, Luft - und Raumfahrtbefestigungen | Niedriggeschwindigkeit, Hochdruckkühlmittel empfohlen |
| Inconel 718 | Schwierig | Strahltriebwerkskomponenten, Hochtempeln | Benötigt Keramik - oder Hartmetalleinsätze |
| GUCK | Gut | Medizinische Implantate, Halbleiterteile | Kunststoff; benötigt scharfe Werkzeuge, um ein Schmelzen zu vermeiden |
| Delrin (Acetal) | Ausgezeichnet | Zahnräder, Buchsen, Isolatoren | Kunststoff; ausgezeichnete Dimensionsstabilität |
Für Aluminiumbauteile mit kleinem Durchmesser, (die Vorteile einer hohen Bearbeitbarkeit übersetzen sich in schnelleren Spindelgeschwindigkeiten und kürzeren Zykluszeiten, z. B. reduziert die Bearbeitung von Titan oder Inconel die Spindelgeschwindigkeit um 60-701TP3 T, im Vergleich zu Messing Maschinisten achten auf Werkzeugverschleiß.

Die Schweizer Schneckenbearbeitung ist immer dann die richtige Wahl, wenn Volumenteile in komplexen Geometrien enge Toleranzen erfordern Hier die größten Anwender der Branche.
Die Medizinproduktebereich Gibt den meisten Impuls für Swiss gedrehte Präzisionskomponenten Knochenschrauben, Zahnspitzenwiderlager, Katheterspitzen, chirurgische Rasierschäfte sind schweizerisch bearbeitet für hohe Genauigkeit Materialien laufen von Edelstahl, Titan und Kunststoffen bis zu PTFE Beispielsweise halten orthopädische Schraubengewinde häufig 0,013 mm TIR Toleranzen.
Der Luft- und Raumfahrtsektor nutzt Hydraulikarmaturen, Sensorgehäuse, Aktuatorstifte und Turbinen-Follower-Befestigungen. Produktionsanforderungen erfordern Rückverfolgbarkeitspapier und die Einhaltung AS9100 Standards. Die Teilebestände in Aluminium, Edelstahl, Titan, Hochtemplegierungen.
Die großvolumige Herstellung von Kraftstoff-Injektor-Spitzen, Turbowellen-Follower-Komponenten, ABS-Sensorgehäusen und Getriebeventilen wird die Swiss-Maschine als wesentlichen Produktionspartner finden. Ihr Volumen und ihre dimensionale Konsistenz entsprechen den Anforderungen.
Miniatursteckstifte, IC-Buchsenkontakte, HF-Steckverbinder und Glasfaserferruleds definieren schweißbearbeitete Teile Es werden Messing und Berylliumkupfer verwendet. Die Teile können 2 mm lang sein und Rundlaufläufe können 0,013 mm TIR-Toleranzen erfordern.

Welche Toleranzen lassen sich erreichen? sie hängen von Material, Geometrie und Maschinenfähigkeit ab, die Tabelle definiert typische und Premium-Toleranzstufen, die an Swiss-Teilen erreicht werden.
| Merkmal | Standardtoleranz | Premium-toleranz |
|---|---|---|
| Außendurchmesser | ±0,013 mm (±0,0005 Zoll) | ±0,005 mm (±0,0002 Zoll) |
| Länge | ±0,025 mm (±0,001 Zoll) | ±0,013 mm (±0,0005 Zoll) |
| Bohrungsdurchmesser | ±0,013 mm | ±0,005 mm |
| Konzentration (TIR) | 0,025 mm | 0,013 mm |
| Oberflächenbeschaffenheit (Ra) | 0,8 µm (32 µin) | 0,2 µm (8 µin) |
| Gewindesteigungsdurchmesser | Klasse 2 A / 6g | Klasse 3 A / 4g |
Hohe Qualitätstoleranzen erfordern eine Anpassung der Führungsbuchsenbohrung, einen Temperaturausgleich und eine prozessbegleitende Messung. Wenn die Toleranzen außerhalb der Maschinengrenzen liegen, wird ein sekundäres Verfahren wie zentrumsloses Schleifen oder Honen eingesetzt.
Die Oberflächenbeschaffenheit hängt vom Material, der Werkzeuggeometrie und der Vorschubgeschwindigkeit ab. Messing und Aluminium sind bei schnellerer Beschickung glatter, während Edelstahl und Titan häufig einen Endbearbeitungsdurchgang oder Polieren erfordern, um unter 0,4 m Ra zu gelangen.


Eine Schweißschraubenmaschine verwendet einen verschiebbaren Spindelstock und eine Führungsbuchse, um das Werkstück nahe am Schneidwerkzeug zu stützen, wodurch die Durchbiegung verringert wird und engere Toleranzen an langen, schlanken Teilen ermöglicht werden. Die Arbeit wird in einem Greiferturm in einer herkömmlichen CNC-Drehmaschine getragen und gehalten. Die Schweizer Maschine verwendet außerdem mehrere Werkzeuge gleichzeitig, um komplexe Teile in einem Zyklus zu erstellen.
Die meisten swiss CNC-Maschinen können zwischen 1 mm und 38 mm halten einige größere Kapazität halten Stangenmaterial bis zu 50 mm, aber typische Produktionsarbeiten sind im Bereich von 2-25 mm.
Die Schweizer Bearbeitung hat höhere Kosten als das herkömmliche Drehen, ist also am vorteilhaftesten für längere Läufe (1000+ Teile).Dennoch, wenn Teile eine enge Toleranz aufweisen müssen und/oder komplexe Merkmale aufweisen müssen, die eine Swiss-Maschine in einem Zyklus herstellen kann, ist sie auch für geringere Mengen wirtschaftlich; es sind keine Sekundäroperationen erforderlich.
Ja. Viele moderne Schweizer CNC-Drehmaschinen verfügen über Live-Werkzeugstationen, die während des Primärzyklus Abflachungen, Querlöcher und Schlitze bearbeiteten. Backworking-Werkzeuge können auch die Rückseite des Teils bohren und anzapfen.
Medizinische Geräte, Luft - und Raumfahrt, Automobil, Elektronik, und Steckverbinderherstellung Die Schweizer Schraubenbearbeitung ist besonders attraktiv, da diese Märkte einen hohen Volumenbedarf für Kleinteile mit engen Geometrietoleranzen haben, wie zum Beispiel menschliche Knochenschrauben, Steckdosenbeschläge, Sensorstifte, und elektrische Kontakte.
Benötigen Sie präzisionsgedrehte Teile mit engen Toleranzen und schneller Durchdrehung?
Verwandte: Wann und warum man Schweizer CNC-Bearbeitung verwendet · CNC-Drehdienste · Schweizer Bearbeitung für kleine Aluminiumteile









