


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


Usinage suisse à vis : le guide complet des pièces tournées de précision
Lorsque des quantités volumiques élevées de petites pièces tournées à tolérance étroite sont nécessaires, le procédé suisse d'usinage par vis est celui vers lequel se tourner Développé initialement pour les montres suisses au cours des années 1870, la machine à vis suisse moderne à commande numérique est devenue un outil de production pour les industries médicale, aérospatiale, automobile et électronique Vous trouverez ci-dessous les détails du processus d'usinage, les meilleurs matériaux, les tolérances, et les raisons d'utiliser l'usinage suisse.
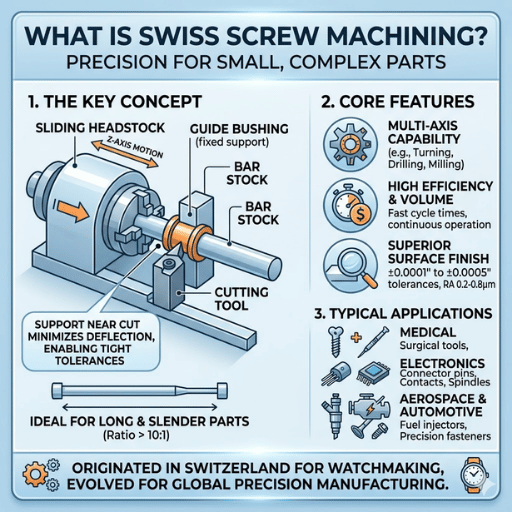
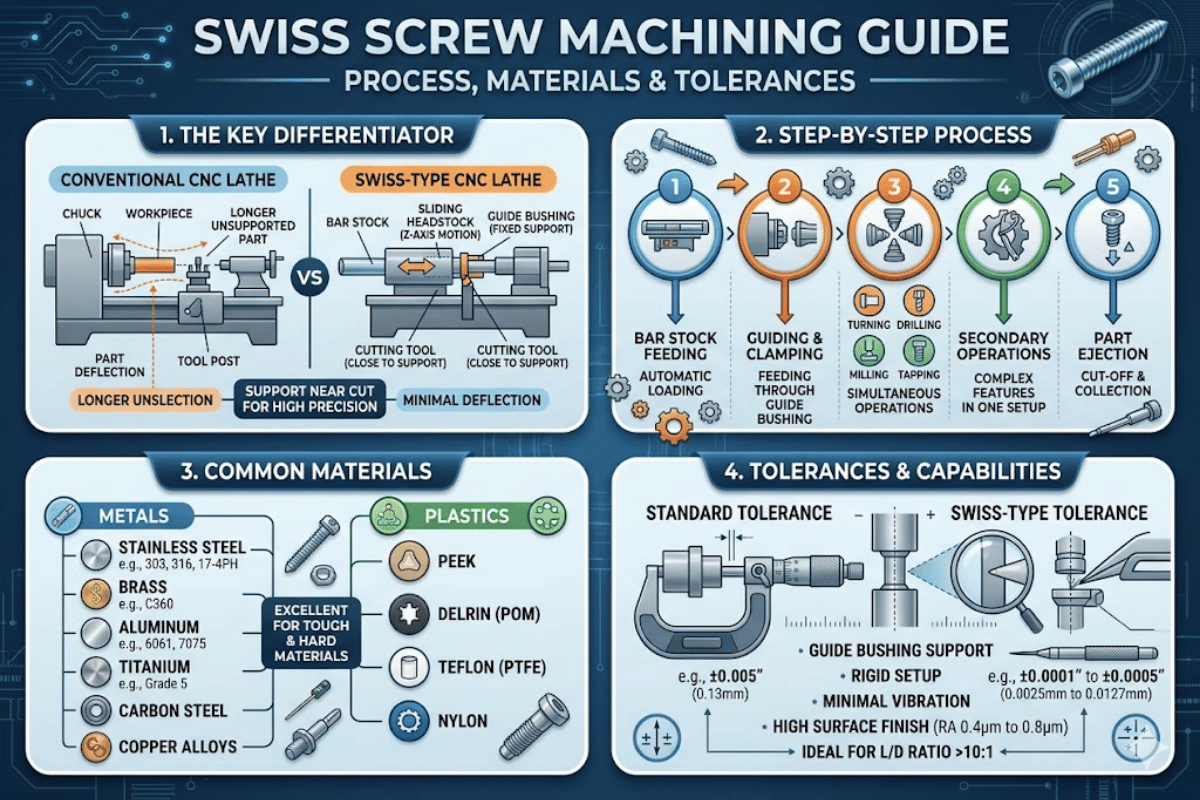
L'usinage à vis suisse est un processus de tournage CNC de précision intégrant deux caractéristiques qui le distinguent d'un tour standard : une douille de guidage et une tête de caisse coulissante La combinaison permet à une longueur de barre d'alimenter axialement à travers une douille de guidage stationnaire tandis que la broche de travail et la tête de caisse se déplacent le long de l'axe Z. L'outil de coupe engage la pièce à usiner à quelques millimètres de la douille de guidage, ce qui signifie que la longueur non supportée du matériau est très courte.
Cette conception supprime pratiquement toute déflexion Les tours CNC conventionnels saisissent la pièce dans un mandrin fixe, et comme la pièce s'étend plus loin du mandrin, les pièces minces peuvent se plier sous les forces de coupe L'usinage par vis suisse résout ce problème en soutenant la barre au point de coupe, ce qui permet des tolérances incroyablement serrées sur les pièces avec des rapports longueur/diamètre de 8 :1 ou plus.
Le nom ‘ machine suisse ’ ou ‘ tour suisse ’ provient de la région du Jura en Suisse, où les horlogers avaient besoin d'une machine pour produire de minuscules arbres et broches précis en volume de l'époque actuelle machines suisses sont loin des modèles à came des anciennes machines CNC suisses modernes, utilisent une panoplie de 7 à 13 axes, disposent d'un outillage sous tension et peuvent transformer des pièces finies ultra-précision en un seul cycle.

Une explication détaillée du processus d'usinage par vis suisse pour mieux comprendre comment ces machines fonctionnent efficacement et avec précision pour atteindre leur réputation.
Un alimentateur à barres charge la bobine ou la barre ronde droite à travers la broche et la douille de guidage Les tailles de diamètre vont de 1 mm à 38 mm et la barre dépasse juste au-delà de la douille de guidage dans la zone de coupe.
La douille de guidage offre un jeu serré avec la pièce à usiner à barres et est en acier allié traité thermiquement et durci pour fournir le support directement par la zone de coupe. La pièce est alimentée autour de la broche de travail par la barre d'alimentation, comme illustré, au lieu de la rotation normale de l'outil de tour.
Plusieurs outils de coupe sont montés sur des glissières à bandes et des glissières transversales sur une machine CNC suisse L'utilisation de plusieurs outils simultanément engagés (l'un tournant le diamètre extérieur et un autre perçant un trou central) est la principale raison de la productivité des machines suisses.
Des outils entraînés ou sous tension utilisés pour le fraisage sont également présents et peuvent couper des méplats, des hexagones, des trous transversaux et des fentes dans la machine au lieu de retirer la pièce.
Une fois chaque opération frontale terminée, un outil de coupure décentré sépare la pièce de la barre La pièce est alors attrapée par une broche de rétro-travail, dite sous-broche, qui effectue les opérations arrière-facine, chanfrein, perceuse, ou tape la face arrière La pièce terminée est éjectée de la machine et la barre avancée en vue du cycle suivant.
Le processus est répété ad infinitum Pour la production en grand volume, les machines à vis suisses s'éteignent lorsque les alimentateurs à barres sont alimentés en parc éolien pendant plusieurs heures d'usinage sans surveillance totale.
Les machines à vis suisses peuvent usiner presque tous les métaux et plastiques techniques Le choix du matériau influence l'usure de l'outil, le temps de cycle et la qualité de surface maximale Le graphique 1 résume les matériaux les plus populaires avec le processus d'usinage suisse.
| Matériel | Usinabilité | Applications typiques | Remarques |
|---|---|---|---|
| Laiton (C360) | Excellent | Contacts électriques, connecteurs, tiges de vannes | Découpe libre ; vitesses de production les plus élevées |
| Inox 303 | Bien | Instruments médicaux, raccords, arbres | Qualité d'usinage libre ; meilleur inoxydable pour suisse |
| Inox 304/316 | Modéré | Implants chirurgicaux, composants de qualité alimentaire | Durcis de travail ; nécessite des outils tranchants et du liquide de refroidissement |
| Aluminium 6061/7075 | Excellent | Goupilles aérospatiales, boîtiers de capteurs, entretoises | Temps de cycle rapides ; regarder pour l'emballage de puces |
| Titane (Ti-6Al-4V) | Difficile | Vis à os, fixations aérospatiales | Refroidissement à basse vitesse et haute pression recommandé |
| Inconel 718 | Difficile | Composants de moteurs à réaction, fixations haute température | Nécessite des inserts en céramique ou en carbure |
| PEEK | Bien | Implants médicaux, pièces semi-conductrices | Plastique ; a besoin d'outils tranchants pour éviter la fusion |
| Delrin (Acétal) | Excellent | Engrenages, bagues, isolateurs | Plastique ; excellente stabilité dimensionnelle |
Pour composants en aluminium de petit diamètre, [TRADUCTION] ?Les avantages d'une usinabilité élevée se traduisent par des vitesses de broche plus rapides et des temps de cycle plus courts Par exemple, l'usinage du titane ou de l'Inconel réduit la vitesse de broche de 60-701TP3 T, comparativement au laiton Les machinistes veillent à l'usure des outils.

L'usinage à vis suisse est toujours le bon choix lorsque les pièces volumiques nécessitent des tolérances étroites dans des géométries complexes Voici les plus gros utilisateurs du secteur.
Le secteur des dispositifs médicaux fournit le plus d'impulsion pour les composants de précision tournés suisses Les vis à os, les piliers de pointe dentaire, les pointes de cathéter, les arbres de rasoir chirurgical sont usinés en Suisse pour une grande précision Les matériaux vont de l'acier inoxydable, du titane et des plastiques au PTFE Par exemple, les filetages de vis orthopédiques tiennent fréquemment des tolérances TIR de 0,013 mm.
Le secteur aérospatial utilise des raccords hydrauliques, des boîtiers de capteurs, des broches d'actionneur, des fixations turbine-suiveur Les exigences de production nécessitent des formalités de traçabilité et le respect de celles-ci AS9100 normes. La pièce est en aluminium, inoxydable, titane, alliages à haute température.
La fabrication en grand volume de pointes d'injecteurs de carburant, de composants de suiveurs d'arbres turbo, de boîtiers de capteurs ABS et de soupapes de transmission trouvera la machine suisse comme partenaire de production essentiel. Son volume et sa cohérence dimensionnelle répondent aux exigences.
Des broches de connecteur miniatures, des contacts de prise IC, des connecteurs RF et des viroles à fibre optique définissent des pièces usinées en suisse On utilise du laiton et du cuivre béryllium Les pièces peuvent être de 2 mm, et les parcours de concentricité peuvent nécessiter des tolérances TIR de 0,013 mm.

Quelles tolérances peuvent être atteintes ? elles dépendent du matériau, de la géométrie et de la capacité de la machine Le tableau définit les niveaux de tolérance typiques et de qualité supérieure atteints sur les pièces suisses.
| Caractéristique | Tolérance Standard | Tolérance Premium |
|---|---|---|
| Diamètre extérieur | ±0,013 mm (±0,0005 po) | ±0,005 mm (±0,0002 po) |
| Longueur | ±0,025 mm (±0,001 po) | ±0,013 mm (±0,0005 po) |
| Diamètre d'alésage | ±0,013mm | ±0,005mm |
| Concentricité (TIR) | 0,025 mm | 0,013 mm |
| Finition de surface (Ra) | 0,8 µm (32 µin.) | 0,2 µm (8 µin.) |
| Diamètre du pas de filetage | Classe 2A/6g | Classe 3A/4g |
Les tolérances de haute qualité nécessitent une adaptation de l'alésage de la bague de guidage, une compensation de température, un jaugeage en cours de processus. Lorsque les tolérances sont en dehors des limites de la machine, un processus secondaire tel qu'un meulage ou un rodage sans centre est utilisé.
La finition de surface dépend du matériau, de la géométrie de l'outil, du débit d'alimentation Le laiton et l'aluminium sont plus lisses à une alimentation plus rapide, tandis que l'inox et le titane nécessitent souvent une passe de finition ou de polissage pour atteindre en dessous de 0,4 m Ra.


Une machine à vis suisse utilise une poupée coulissante et une bague de guidage pour soutenir la pièce à travailler près de l'outil de coupe, réduisant ainsi la déflexion et permettant des tolérances plus serrées sur les pièces longues et minces. L'ouvrage est soutenu et maintenu dans une tourelle de préhension dans un tour CNC conventionnel. La machine suisse utilise également plusieurs outils simultanément pour créer des pièces complexes en un seul cycle.
La plupart des machines CNC suisses peuvent contenir entre 1 mm et 38 mm. Quelques plus grandes capacités contiennent des barres jusqu'à 50 mm, mais le travail de production typique se situe dans la plage de 2 à 25 mm.
L'usinage suisse a des coûts plus élevés que le tournage conventionnel, il est donc plus avantageux pour les séries plus longues (plus de 1 000 pièces). Néanmoins, lorsque les pièces doivent être à tolérance serrée et/ou présenter des caractéristiques complexes qu'une machine suisse peut produire en un seul cycle, cela est économique même pour des quantités inférieures ; aucune opération secondaire n’est requise.
Oui. De nombreux tours CNC suisses modernes disposent de postes d'outillage sous tension qui usinent les méplats, les trous transversaux et les fentes pendant le cycle primaire. Les outils de travail arrière peuvent également percer et taper l'arrière de la pièce.
La fabrication de dispositifs médicaux, aérospatiale, automobile, électronique, et de connecteurs L'usinage à vis suisse est particulièrement attrayant car ces marchés ont des besoins de volume élevés pour les petites pièces avec des tolérances de géométrie serrées, telles que les vis à os humain, les raccords de prise, les broches de capteur, et les contacts électriques.
Besoin de pièces tournées avec précision avec des tolérances serrées et un retournement rapide ?
Connexes: Quand et pourquoi utiliser l'usinage CNC suisse · Services de tournage CNC · Usinage Suisse pour Petites Pièces en Aluminium









