


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


Zwitserse schroefbewerking: de complete gids voor precisiegedraaide onderdelen
Wanneer grote volumekwanten van kleine, dicht-tolerant gedraaide onderdelen nodig zijn, is het Zwitserse schroefbewerkingsproces degene om naar toe te gaan.Initieel ontwikkeld voor Zwitserse horloges tijdens de jaren 1870, werd de moderne CNC-aangedreven zwitserse schroefmachine een productiegereedschap voor de medische, ruimtevaart-, auto- en elektronica-industrie. Hieronder staan de details van het bewerkingsproces, de beste materialen, de toleranties en redenen om Zwitserse bewerking te gebruiken.
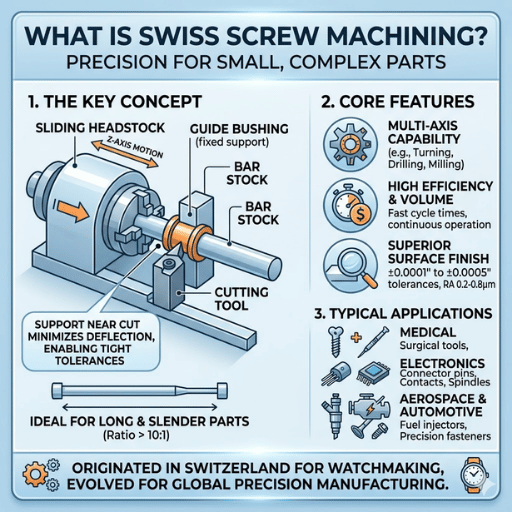
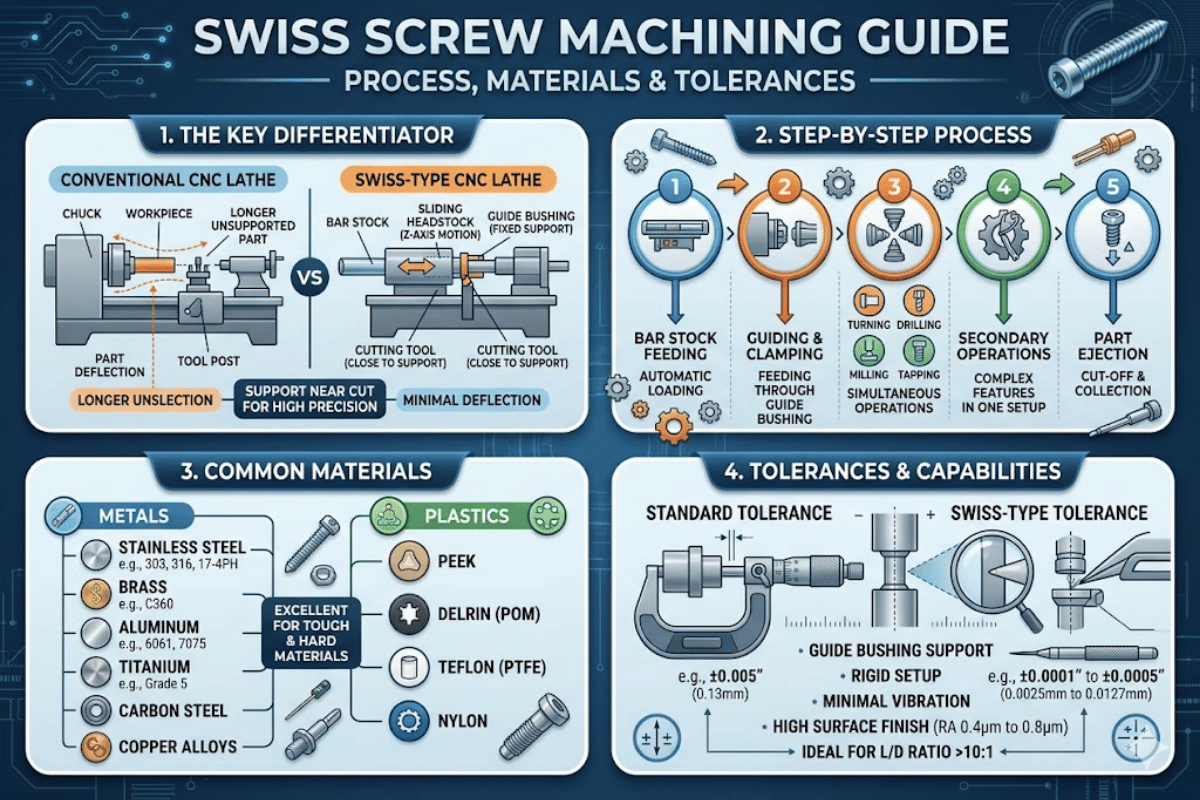
Zwitserse schroefbewerking is een precisie-CNC-draaiproces met twee kenmerken die het onderscheiden van een standaard draaibank: een geleidingsbus en een schuifkopkolf. De combinatie maakt het mogelijk dat een stuk staafmateriaal axiaal door een stationaire geleidingsbus wordt gevoerd terwijl de werkspindel en het kopkolf langs de Z-as bewegen. Het snijgereedschap grijpt het werkstuk aan binnen millimeters van de geleidingsbus, wat betekent dat de niet-ondersteunde lengte van het materiaal erg kort is.
Dit ontwerp verwijdert vrijwel alle doorbuiging Conventionele CNC draaibanken grijpen het werkstuk in een vaste spankop, en naarmate het onderdeel verder van de spankop uitloopt, kunnen slanke werkstukken onder snijkrachten buigen Zwitserse schroefbewerking lost dit probleem op door de staaf op het snijpunt te ondersteunen, wat ongelooflijk strakke toleranties mogelijk maakt op onderdelen met lengte-diameterverhoudingen van 8:1 of hoger.
De naam ‘zwitserse machine’ of ‘zwitserse draaibank’ komt uit de Jura-regio van Zwitserland, waar horlogemakers een machine nodig hadden om kleine, nauwkeurige assen en pinnen in volume te produceren. Die van vandaag zwitserse machines staan ver af van de nokbediende modellen van oud-moderne Zwitserse CNC-machines, maken gebruik van een arsenaal van 7 tot 13 assen, zijn voorzien van live gereedschap en kunnen afgewerkte ultraprecisieonderdelen in één cyclus draaien.

Een gedetailleerde uitleg van het Zwitserse schroefbewerkingsproces om beter te begrijpen hoe deze machines efficiënt en nauwkeurig werken om hun reputatie te bereiken.
Een staafaanvoer laadt spoel of recht rond staafmateriaal door de spil en de geleidingsbus Diametergroottes variëren van 1 mm tot 38 mm en de staaf steekt net voorbij de geleidingsbus in de snijzone.
De geleidingsbus zorgt voor een nauwe speling met het staafwerkstuk en is gemaakt van warmtebehandeld en gehard gelegeerd staal om de steun te bieden direct door de snijzone. Het werkstuk wordt rond de werkspil aangedreven door de staafaanvoer, zoals weergegeven, in plaats van de normale rotatie van het draaibankgereedschap.
Meerdere snijgereedschappen zijn gemonteerd op gangglijbanen en dwarslides op een Zwitserse CNC-machine. Het gebruik van verschillende gereedschappen die tegelijkertijd worden ingeschakeld (een draait de buitendiameter en een ander boort een centraal gat) is de belangrijkste reden voor de productiviteit van Zwitserse machines.
Aangedreven of levend gereedschap dat wordt gebruikt voor het frezen is ook aanwezig en kan platte vlakken, zeshoeken, kruisgaten en sleuven in de machine snijden in plaats van het werkstuk te verwijderen.
Zodra elke front-end operatie is voltooid, scheidt een off-center afsnijgereedschap het onderdeel van de bar Het onderdeel wordt vervolgens opgevangen door een back-working spindel, bekend als een sub-spindel, die de back-end operaties uitvoert - facin, afschuining, boor, of tik op de achterkant Het voltooide stuk wordt uit de machine geworpen en de bar naar voren gevoerd ter voorbereiding op de volgende cyclus.
Het proces wordt tot in het oneindige herhaald Voor productie in grote volumes werken Zwitserse schroefmachines uit bij het leveren van stangtoevoer met windmateriaal voor enkele uren volledig onbeheerde bewerking.
Zwitserse schroefmachines kunnen bijna alle metalen en technische kunststoffen bewerken Keuze van materiaal beïnvloedt gereedschapslijtage, cyclustijd en maximale oppervlaktekwaliteit Grafiek 1 vat de meest populaire materialen samen met het Zwitserse bewerkingsproces.
| Materiaal | Bewerkbaarheid | Typische Toepassingen | Notes |
|---|---|---|---|
| Messing (C360) | Uitstekend | Elektrische contacten, connectoren, klepstelen | Vrijsnijden; hoogste productiesnelheden |
| Roestvrij 303 | Good | Medische instrumenten, fittingen, schachten | Vrij-bewerkingsrang; beste roestvrij voor zwitsers |
| Roestvrij 304/316 | Matig | Chirurgische implantaten, componenten van voedingskwaliteit | Werkhardt; vereist scherp gereedschap en koelvloeistof |
| Aluminium 6061/7075 | Uitstekend | Lucht- en ruimtevaartpinnen, sensorbehuizingen, afstandhouders | Snelle cyclustijden; horloge voor chip wrapping |
| Titanium (Ti-6Al-4V) | Moeilijk | Botschroeven, bevestigingsmiddelen voor de lucht- en ruimtevaart | Koelvloeistof met lage snelheid en hoge druk aanbevolen |
| Inconel 718 | Moeilijk | Straalmotorcomponenten, hoge temperatuur bevestigingsmiddelen | Vereist inzetstukken van keramiek of carbide |
| PEEK | Good | Medische implantaten, halfgeleideronderdelen | Plastic; heeft scherp gereedschap nodig om smelten te voorkomen |
| Delrin (Acetaal) | Uitstekend | Tandwielen, bussen, isolatoren | Kunststof; uitstekende maatvastheid |
Voor aluminium componenten met kleine diameter, de voordelen van hoge bewerkbaarheid vertalen zich in snellere spindelsnelheden en kortere cyclustijden Het bewerken van titanium of Inconel vermindert bijvoorbeeld de spindelsnelheid met 60-70%, in vergelijking met messing Machinisten letten op gereedschapslijtage.

Zwitserse schroefbewerking is altijd de juiste keuze wanneer volumedelen nauwe toleranties vereisen in complexe geometrieën. Hier zijn de grootste gebruikers in de sector.
The sector medische hulpmiddelen geeft de meeste impuls voor zwitserse gedraaide precisiecomponenten Botschroeven, tandpuntsteunen, katheterpunten, chirurgische scheerschachten zijn Zwitsers-bewerkt voor hoge nauwkeurigheid Materialen lopen van roestvrij staal, titanium en kunststoffen naar PTFE Orthopedische schroefdraden houden bijvoorbeeld vaak 0,013 mm TIR-toleranties vast.
De lucht- en ruimtevaartsector maakt gebruik van hydraulische fittingen, sensorbehuizingen, actuatorpennen en turbinevolgbevestigingen. Productievereisten vereisen traceerbaarheidspapierwerk en naleving ervan AS9100 normen Het onderdeelvoorraden in aluminium, roestvrij, titanium, high-temp legeringen.
Productie in grote volumes van brandstofinjectortips, componenten voor turbobasvolgers, ABS-sensorbehuizingen en transmissiekleppen zal de Zwitserse machine als een essentiële productiepartner vinden. Het volume en de maatconsistentie voldoen aan de eisen.
Miniatuur connectorpinnen, IC-contactdooscontacten, RF-connectoren en glasvezel ferruled definiëren in zwitsers bewerkte onderdelen Messing en beryllium koper worden gebruikt De onderdelen kunnen 2 mm zijn, en concentriciteitsruns kunnen 0,013 mm TIR-toleranties vereisen.

Welke toleranties kunnen worden bereikt? ze zijn afhankelijk van materiaal, geometrie en machinevermogen. De tabel definieert typische en premium tolerantieniveaus die worden bereikt op Zwitserse onderdelen.
| Feature | Standaard Tolerantie | Premium Tolerance |
|---|---|---|
| Buitendiameter | ±0,013 mm (±0,0005 inch) | ±0,005 mm (±0,0002 inch) |
| Lengte | ±0,025 mm (±0,001 inch) | ±0,013 mm (±0,0005 inch) |
| Boring diameter | ±0,013 mm | ±0,005 mm |
| Concentriciteit (TIR) | 0,025 mm | 0,013 mm |
| Oppervlakteafwerking (Ra) | 0,8 µm (32 µin) | 0,2 µm (8 µin.) |
| Diameter draadsteek | Klasse 2A / 6g | Klasse 3A / 4g |
Toleranties van hoge kwaliteit vereisen het matchen van de boor van de geleidingsbus, temperatuurcompensatie en in-procesmeting. Wanneer de toleranties buiten de machinelimieten liggen, wordt een secundair proces zoals centerloos slijpen of honen toegepast.
De oppervlakte eindigt hangt van materiaal, gereedschapsgeometrie, voedingssnelheid af Messing en aluminium zijn gladder bij snellere voeding, terwijl roestvrij en titanium vaak een afwerkingspas of polijsten vereisen om onder 0.4m Ra te bereiken.


Een zwitserse schroefmachine maakt gebruik van een schuifkop en geleidingsbus om het werkstuk dicht bij het snijgereedschap te ondersteunen, waardoor de doorbuiging wordt verminderd en strakkere toleranties op lange, slanke onderdelen mogelijk zijn. Het werk wordt ondersteund en vastgehouden in een grijptoren in een conventionele CNC-draaibank. De Zwitserse machine gebruikt ook meerdere gereedschappen tegelijkertijd om complexe onderdelen in één cyclus te creëren.
De meeste Zwitserse CNC-machines kunnen tussen 1 mm en 38 mm bevatten Een paar grotere capaciteit hebben een staafvoorraad tot 50 mm, maar typisch productiewerk ligt in het bereik van 2-25 mm.
Zwitserse bewerking heeft hogere kosten dan conventioneel draaien, dus het is het voordeligst voor langere runs (1000+ onderdelen).Desalniettemin, wanneer onderdelen strak-tolerant moeten zijn en/of complexe eigenschappen hebben die een zwitserse machine in één cyclus kan produceren, is het zelfs voor lagere hoeveelheden economisch; er zijn geen secundaire bewerkingen nodig.
Ja. Veel moderne Zwitserse CNC draaibanken hebben live tooling stations die tijdens de primaire cyclus platte vlakken, dwarsgaten, en sleuven machinaal bewerkt Back-working gereedschappen kunnen boren en tikken op de achterkant van het onderdeel ook.
Medische apparaten, ruimtevaart, automobiel, elektronica, en connector productie Zwitserse schroef bewerking is bijzonder aantrekkelijk omdat deze markten hebben een hoge volume behoeften voor kleine onderdelen met strakke geometrie toleranties, zoals menselijke bot schroeven, socket fittingen, sensorpinnen, en elektrische contacten.
Precisie gedraaide onderdelen nodig met nauwe toleranties en snelle doorlooptijd?
Gerelateerd: Wanneer en waarom Zwitserse CNC-bewerking gebruiken · CNC Draaiende Diensten · Zwitserse bewerking voor kleine aluminium onderdelen









