


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


Usinagem de parafuso suíço: o guia completo para peças torneadas de precisão
Quando quantidades de alto volume de peças torneadas pequenas e de tolerância próxima são necessárias, o processo de usinagem de parafuso suíço é aquele a se voltar Desenvolvido inicialmente para relógios suíços durante a década de 1870, a moderna máquina de parafuso suíço acionada por CNC tornou-se uma ferramenta de produção para as indústrias médica, aeroespacial, automotiva e eletrônica Abaixo estão os detalhes do processo de usinagem, os melhores materiais, as tolerâncias e as razões para usar a usinagem suíça.
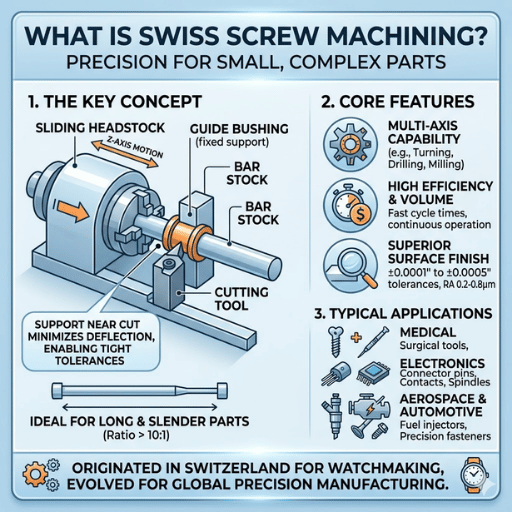
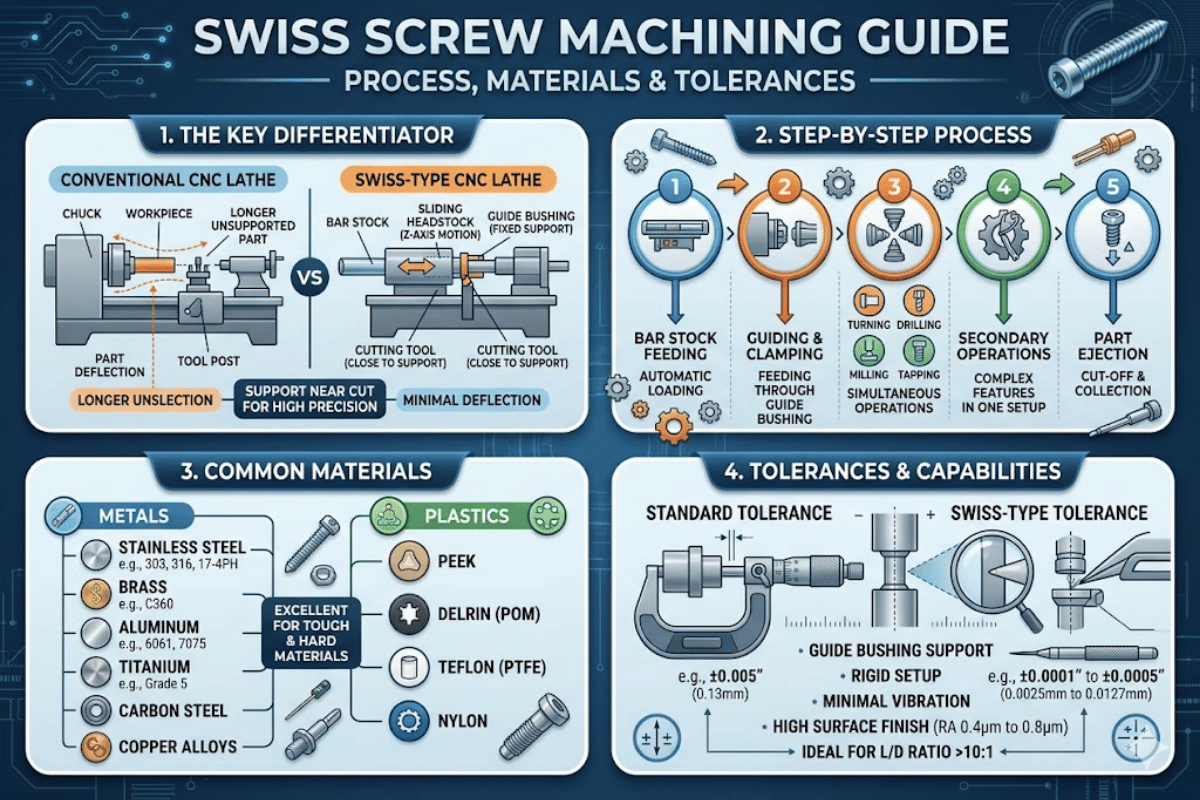
A usinagem de parafuso suíço é um processo de torneamento CNC de precisão que incorpora dois recursos que o distinguem de um torno padrão: uma bucha guia e um estoque de cabeça deslizante A combinação permite que um comprimento de estoque de barra se alimente axialmente através de uma bucha guia estacionária enquanto o fuso de trabalho e o estoque de cabeça viajam ao longo do eixo Z. A ferramenta de corte engata a peça de trabalho dentro de milímetros da bucha guia, o que significa que o comprimento não suportado do material é muito curto.
Este projeto remove praticamente toda a deflexão Os tornos CNC convencionais prendem a peça de trabalho em um mandril fixo e, à medida que a peça se estende mais longe do mandril, peças de trabalho finas podem dobrar sob forças de corte A usinagem de parafuso suíço resolve esse problema apoiando a barra no ponto de corte, o que permite tolerâncias incrivelmente apertadas em peças com relações comprimento-diâmetro de 8:1 ou superior.
O nome ‘máquina suíça’ ou ‘torno suíço’ tem origem na região do Jura, na Suíça, onde os relojoeiros exigiam uma máquina para produzir minúsculos e precisos eixos e pinos em volume O nome "máquina suíça" ou "torno suíço" é originário da região do Jura, na Suíça, onde os relojoeiros exigiam uma máquina para produzir minúsculos e precisos eixos e pinos em volume de hoje máquinas suíças estão muito longe dos modelos operados por came de máquinas CNC suíças antigas para 13 eixos, possuem ferramentas ao vivo e podem girar peças acabadas de ultraprecisão em um ciclo.

Uma explicação detalhada do processo de usinagem de parafusos suíços para entender melhor como essas máquinas operam de forma eficiente e precisa para alcançar sua reputação.
Um alimentador de barra carrega bobina ou barra redonda reta através do fuso e da bucha guia Os tamanhos dos diâmetros variam de 1 mm a 38 mm e a barra se projeta logo além da bucha guia na zona de corte.
A bucha guia fornece folga apertada com a peça de trabalho da barra e é feita de liga de aço tratada termicamente e endurecida para fornecer o suporte direito pela zona de corte A peça de trabalho é alimentada em torno do fuso de trabalho pelo alimentador de barra, como mostrado, em vez da rotação normal da ferramenta de torno.
Várias ferramentas de corte são montadas em lâminas de gangues e lâminas transversais em uma máquina CNC suíça O uso de várias ferramentas simultaneamente engatadas (uma girando o diâmetro externo e outra perfurando um furo central) é a principal razão para a produtividade das máquinas suíças.
Ferramentas acionadas ou vivas usadas para fresagem também estão presentes, e podem cortar planos, hexágonos, furos cruzados e ranhuras na máquina em vez de remover a peça de trabalho.
Uma vez que cada operação front-end é concluída, uma ferramenta de corte fora do centro separa a peça da barra A peça é então capturada por um fuso de trabalho traseiro, conhecido como sub-fuso, que executa as operações de traseira-facin, chanfro, broca ou bate no lado traseiro A peça concluída é ejetada da máquina e a barra alimentada para frente em preparação para o próximo ciclo.
O processo é repetido ad infinitum Para produção de alto volume, as máquinas de parafuso suíças funcionam sem luzes quando os alimentadores de barras são fornecidos com estoque de vento por várias horas de usinagem totalmente autônoma.
As máquinas de parafuso suíças podem usinar quase todos os metais e plásticos de engenharia A escolha do material influencia o desgaste da ferramenta, o tempo de ciclo e a qualidade máxima da superfície O gráfico 1 resume os materiais mais populares com o processo de usinagem suíço.
| Material | Maquinabilidade | Aplicações Típicas | Notas |
|---|---|---|---|
| Latão (C360) | Excelente | Contatos elétricos, conectores, hastes de válvulas | Corte livre; maiores velocidades de produção |
| Inoxidável 303 | Bom | Instrumentos médicos, acessórios, eixos | Grade de usinagem livre; melhor inoxidável para suíço |
| Inoxidável 304/316 | Moderado | Implantes cirúrgicos, componentes de qualidade alimentar | Jardins de trabalho; requer ferramentas afiadas e refrigerante |
| Alumínio 6061/7075 | Excelente | Pinos aeroespaciais, caixas de sensores, espaçadores | Tempos de ciclo rápidos; observe o envolvimento de chips |
| Titânio (Ti-6Al-4V) | Difícil | Parafusos ósseos, fixadores aeroespaciais | Refrigerante de baixa velocidade e alta pressão recomendado |
| Inconel 718 | Difícil | Componentes do motor a jato, fixadores de alta temperatura | Requer inserções de cerâmica ou metal duro |
| ESPREITAR | Bom | Implantes médicos, peças semicondutoras | Plástico; precisa de ferramentas afiadas para evitar derretimento |
| Delrin (Acetal) | Excelente | Engrenagens, buchas, isoladores | Plástico; excelente estabilidade dimensional |
Para componentes de alumínio de pequeno diâmetro, as vantagens da alta usinabilidade se traduzem em velocidades de fuso mais rápidas e tempos de ciclo mais curtos Por exemplo, a usinagem de titânio ou Inconel reduz a velocidade do fuso em 60-701TP3 T, em comparação com o latão Os maquinistas ficam atentos ao desgaste da ferramenta.

A usinagem de parafusos suíços é sempre a escolha certa quando as peças de volume exigem tolerâncias estreitas em geometrias complexas Aqui estão os maiores usuários do setor.
O setor de dispositivos médicos fornece o mais ímpeto para os componentes de precisão torneados suíços Parafusos ósseos, pilares de ponta dentária, pontas de cateter, eixos de barbeador cirúrgico são usinados na Suíça para alta precisão Materiais executados de aço inoxidável, titânio e plásticos para PTFE Por exemplo, roscas de parafuso ortopédico frequentemente mantêm tolerâncias TIR de 0,013 mm.
O setor aeroespacial faz uso de acessórios hidráulicos, invólucros de sensores, pinos atuadores, fixadores de turbina-seguidor Os requisitos de produção exigem papelada de rastreabilidade e conformidade com AS9100 padrões. Os estoques da peça em alumínio, inoxidável, titânio, ligas de alta temperatura.
A fabricação de alto volume de pontas de injetores de combustível, componentes de seguidores de eixo turbo, carcaças de sensores ABS e válvulas de transmissão encontrará a máquina suíça como um parceiro de produção essencial Seu volume e consistência dimensional atendem às demandas.
Pinos de conector em miniatura, contatos de soquete IC, conectores de RF e ferruleds de fibra óptica definem peças usinadas em suíço Latão e cobre berílio são usados As peças podem ser de 2 mm, e as execuções de concentricidade podem exigir tolerâncias TIR de 0,013 mm.

Que tolerâncias podem ser alcançadas? dependem do material, geometria e capacidade da máquina A tabela define níveis de tolerância típicos e premium alcançados em peças suíças.
| Característica | Tolerância Padrão | Tolerância Premium |
|---|---|---|
| Diâmetro exterior | ±0,013 mm (±0,0005 pol.) | ±0,005 mm (±0,0002 pol.) |
| Comprimento | ±0,025 mm (±0,001 pol.) | ±0,013 mm (±0,0005 pol.) |
| Diâmetro do furo | ±0,013mm | ±0,005mm |
| Concentricidade (TIR) | 0,025mm | 0,013mm |
| Acabamento superficial (Ra) | 0,8 µm (32 µin.) | 0,2 µm (8 µin.) |
| Diâmetro do passo da rosca | Classe 2A/6g | Classe 3A/4g |
Tolerâncias de alta qualidade exigem correspondência de furo de bucha guia, compensação de temperatura, medição em processo Quando as tolerâncias estão fora dos limites da máquina, um processo secundário, como retificação ou brunimento sem centro, é empregado.
O acabamento da superfície depende do material, geometria da ferramenta, taxa de alimentação O latão e o alumínio são mais suaves em uma alimentação mais rápida, enquanto o inoxidável e o titânio geralmente exigem uma passagem de acabamento ou polimento para atingir abaixo de 0,4 m Ra.


Uma máquina de parafuso suíço usa um cabeçote deslizante e bucha guia para apoiar a peça de trabalho perto da ferramenta de corte, reduzindo a deflexão e permitindo tolerâncias mais apertadas em peças longas e delgadas O trabalho é suportado e mantido em uma torre de pinça em um torno CNC convencional A máquina suíça também usa várias ferramentas simultaneamente para criar peças complexas em um ciclo.
A maioria das máquinas CNC suíças pode conter entre 1 mm e 38 mm Algumas de maior capacidade possuem estoque de barras de até 50 mm, mas o trabalho de produção típico está na faixa de 2-25 mm.
A usinagem suíça tem custos mais altos do que o torneamento convencional, por isso é mais vantajoso para tiragens mais longas (mais de 1000 peças).No entanto, quando as peças devem ter tolerância estreita e/ou características complexas que uma máquina suíça pode produzir em um ciclo, é econômico mesmo para quantidades menores; nenhuma operação secundária é necessária.
Sim. muitos tornos CNC suíços modernos têm estações de ferramentas ao vivo que usinaram planos, furos cruzados e ranhuras durante o ciclo primário As ferramentas de back-working podem perfurar e tocar a parte traseira da peça também.
Dispositivos médicos, aeroespacial, automotivo, eletrônica e fabricação de conectores A usinagem de parafusos suíços é particularmente atraente porque esses mercados têm necessidades de alto volume para peças pequenas com tolerâncias de geometria rígidas, como parafusos ósseos humanos, acessórios de soquete, pinos de sensores e contatos elétricos.
Precisa de peças torneadas com precisão com tolerâncias rígidas e retorno rápido?
Relacionado: Quando e Por que Usar Usinagem CNC Suíça · Serviços de torneamento CNC · Usinagem Suíça para Peças Pequenas de Alumínio









