


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


Lavorazione svizzera delle viti: la guida completa alle parti tornite di precisione
Quando sono necessarie quantità elevate di volume di piccole parti tornite a tolleranza ravvicinata, è il processo di lavorazione a vite svizzero quello a cui rivolgersi Sviluppato inizialmente per gli orologi svizzeri durante gli anni 1870, la moderna macchina a vite svizzera azionata da CNC è diventata uno strumento di produzione per l'industria medica, aerospaziale, automobilistica ed elettronica Di seguito sono riportati i dettagli del processo di lavorazione, i migliori materiali, le tolleranze e le ragioni per utilizzare la lavorazione svizzera.
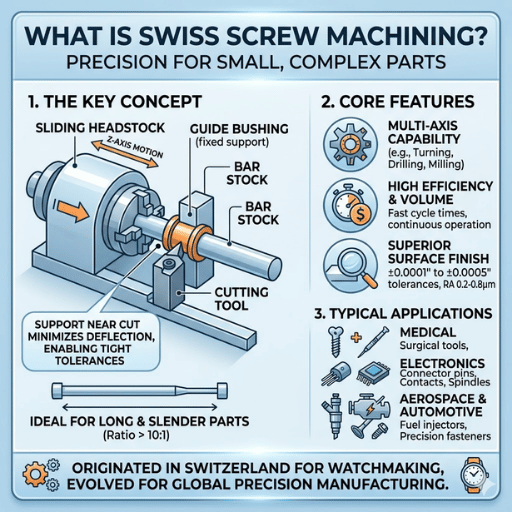
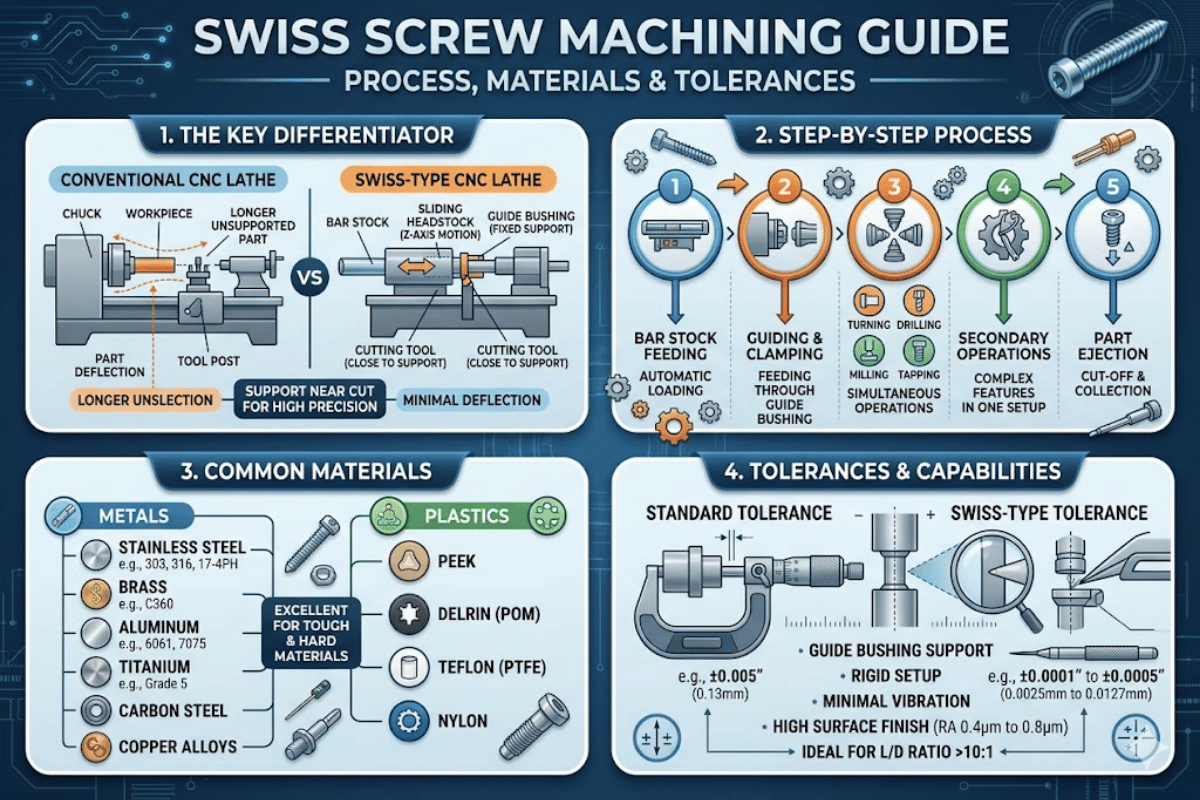
La lavorazione a vite svizzera è un processo di tornitura CNC di precisione che incorpora due caratteristiche che lo distinguono da un tornio standard: una boccola di guida e un calcio a testa scorrevole La combinazione consente a un tratto di calcio a barra di alimentarsi assialmente attraverso una boccola di guida fissa mentre il mandrino di lavoro e il calcio a testa viaggiano lungo l'asse Z. L'utensile da taglio impegna il pezzo in lavorazione entro millimetri dalla boccola di guida, il che significa che la lunghezza non supportata del materiale è molto breve.
Questo design rimuove praticamente tutta la deflessione I torni CNC convenzionali afferrano il pezzo in un mandrino fisso e, man mano che la parte si estende ulteriormente dal mandrino, i pezzi sottili possono piegarsi sotto le forze di taglio La lavorazione a vite svizzera risolve questo problema sostenendo la barra nel punto di taglio, il che consente tolleranze incredibilmente strette su parti con rapporti lunghezza/diametro di 8:1 o superiori.
Il nome ‘macchina svizzera’ o ‘tornio svizzero’ ha origine dalla regione del Giura in Svizzera, dove gli orologiai richiedevano una macchina per produrre minuscoli alberi e perni precisi in volume Quello di oggi macchine svizzere sono ben lontani dai modelli a camme dei vecchi. Le moderne macchine CNC svizzere utilizzano una panoramica da 7 a 13 assi, sono dotate di utensili sotto tensione e girano parti ultraprecision finite in un ciclo.

Una spiegazione dettagliata del processo di lavorazione a vite svizzera per comprendere meglio come queste macchine funzionano in modo efficiente e accurato per raggiungere la loro reputazione.
Un alimentatore a barra carica la bobina o il calcio rettilineo della barra rotonda attraverso il mandrino e la boccola di guida. Le dimensioni del diametro vanno da 1 mm a 38 mm e la barra sporge appena oltre la boccola di guida nella zona di taglio.
La boccola di guida fornisce uno spazio stretto con il pezzo in lavorazione della barra ed è realizzata in acciaio legato trattato termicamente e temprato per fornire il supporto proprio dalla zona di taglio Il pezzo è alimentato attorno al mandrino di lavoro dall'alimentatore della barra, come mostrato, invece della normale rotazione dell'utensile del tornio.
Utensili da taglio multipli sono montati su guide a nastro e guide trasversali su una macchina CNC svizzera L'uso di diversi utensili impegnati simultaneamente (uno che gira il diametro esterno e un altro che pratica un foro centrale) è la ragione principale della produttività delle macchine svizzere.
Sono presenti anche utensili azionati o sotto tensione utilizzati per la fresatura e possono tagliare piatti, esagoni, fori trasversali e fessure nella macchina invece di rimuovere il pezzo.
Una volta terminata ogni operazione front-end, uno strumento di taglio decentrato separa la parte dalla barra, la parte viene quindi catturata da un mandrino di retro-lavoro, noto come sotto-mandrino, che esegue le operazioni di retro-end-facin, smusso, trapano, o toccare il lato posteriore Il pezzo completato viene espulso dalla macchina e la barra viene alimentata in avanti in preparazione per il ciclo successivo.
Il processo viene ripetuto all'infinito Per la produzione in grandi volumi, le macchine a vite svizzere eseguono il light-out quando gli alimentatori a barra vengono forniti con materiale eolico per diverse ore di lavorazione completamente incustodita.
Le macchine a vite svizzere possono lavorare quasi tutti i metalli e la plastica tecnica La scelta del materiale influenza l'usura degli utensili, il tempo di ciclo e la massima qualità della superficie Il grafico 1 riassume i materiali più popolari con il processo di lavorazione svizzero.
| Materiale | Macchinabilità | Applicazioni Tipiche | Note |
|---|---|---|---|
| Ottone (C360) | Eccellente | Contatti elettrici, connettori, steli valvole | Taglio libero; velocità di produzione più elevate |
| Inossidabile 303 | Bene | Strumenti medici, raccordi, alberi | Grado di libera lavorazione; migliore inossidabile per svizzero |
| Inossidabile 304/316 | Moderato | Impianti chirurgici, componenti per uso alimentare | Si indurisce; richiede utensili affilati e refrigerante |
| Alluminio 6061/7075 | Eccellente | Perni aerospaziali, alloggiamenti dei sensori, distanziatori | Tempi di ciclo veloci; orologio per l'avvolgimento del chip |
| Titanio (Ti-6Al-4V) | Difficile | Viti ossee, elementi di fissaggio aerospaziali | Bassa velocità, refrigerante ad alta pressione consigliato |
| Inconel 718 | Difficile | Componenti del motore a reazione, elementi di fissaggio ad alta temperatura | Richiede inserti in ceramica o metallo duro |
| SBIRCIARE | Bene | Impianti medici, parti semiconduttrici | Plastica; necessita di utensili affilati per evitare la fusione |
| Delrin (Acetale) | Eccellente | Ingranaggi, boccole, isolanti | Plastica; eccellente stabilità dimensionale |
Per componenti in alluminio di piccolo diametro, i vantaggi di un'elevata lavorabilità si traducono in velocità del mandrino più elevate e tempi di ciclo più brevi, ad esempio, la lavorazione del titanio o Inconel riduce la velocità del mandrino di 60-70%, rispetto all'ottone I macchinisti fanno attenzione all'usura degli utensili.

La lavorazione a vite svizzera è sempre la scelta giusta quando le parti di volume richiedono tolleranze strette in geometrie complesse Ecco i maggiori utilizzatori del settore.
Il settore dispositivi medici fornisce il massimo impulso per i componenti di precisione torniti svizzeri Le viti ossee, i monconi delle punte dentali, le punte dei cateteri, gli alberi dei rasoi chirurgici sono lavorati in Svizzera per un'elevata precisione I materiali vanno dall'acciaio inossidabile, al titanio e alla plastica al PTFE Ad esempio, le filettature ortopediche delle viti spesso mantengono tolleranze TIR di 0,013 mm.
Il settore aerospaziale si avvale di raccordi idraulici, involucri di sensori, perni di attuatori, dispositivi di fissaggio con inseguitore a turbina I requisiti di produzione richiedono documenti di tracciabilità e conformità con AS9100 standards. Il pezzo è disponibile in alluminio, acciaio inossidabile, titanio, leghe ad alta temperatura.
La produzione in grandi volumi di punte per iniettori di carburante, componenti turbo per inseguitori di alberi, involucri per sensori ABS e valvole di trasmissione troverà la macchina svizzera come partner di produzione essenziale. Il suo volume e la sua coerenza dimensionale soddisfano le richieste.
I pin dei connettori in miniatura, i contatti della presa IC, i connettori RF e le ghiere in fibra ottica definiscono le parti lavorate in Svizzera Vengono utilizzati ottone e rame berillio Le parti possono essere 2 mm e le corse di concentricità possono richiedere tolleranze TIR di 0,013 mm.

Quali tolleranze si possono ottenere Dipendono dal materiale, dalla geometria e dall'abilità della macchina La tabella definisce i livelli di tolleranza tipici e premium raggiunti sulle parti svizzere.
| Caratteristica | Tolleranza Standard | Tolleranza Premium |
|---|---|---|
| Diametro esterno | ±0,013 mm (±0,0005 pollici) | ±0,005 mm (±0,0002 pollici) |
| Lunghezza | ±0,025 mm (±0,001 pollici) | ±0,013 mm (±0,0005 pollici) |
| Diametro foro | ±0,013 mm | ±0,005 mm |
| Concentricità (TIR) | 0,025 mm | 0,013 mm |
| Finitura superficiale (Ra) | 0,8 µm (32 µin.) | 0,2 µm (8 µin.) |
| Diametro del passo della filettatura | Classe 2A/6g | Classe 3A/4g |
Tolleranze di alta qualità richiedono corrispondenza del foro della boccola di guida, compensazione della temperatura, misurazione in corso Quando le tolleranze sono al di fuori dei limiti della macchina, viene impiegato un processo secondario come la rettifica senza centri o la levigatura.
La finitura superficiale dipende dal materiale, dalla geometria dell'utensile, dalla velocità di avanzamento L'ottone e l'alluminio sono più lisci ad un'alimentazione più rapida, mentre l'inossidabile e il titanio spesso richiedono un passaggio di finitura o una lucidatura per raggiungere sotto 0,4m Ra.


Una macchina a vite svizzera utilizza una paletta scorrevole e una boccola di guida per supportare il pezzo da lavorare vicino all'utensile da taglio, riducendo la deflessione e consentendo tolleranze più strette su parti lunghe e sottili Il lavoro è supportato e tenuto in una torretta di presa in un tornio CNC convenzionale La macchina svizzera utilizza anche più utensili contemporaneamente per creare parti complesse in un ciclo.
La maggior parte delle macchine CNC svizzere può contenere tra 1 mm e 38 mm. Alcune di capacità maggiore contengono scorte di barre fino a 50 mm, ma il lavoro di produzione tipico è nell'intervallo 2-25 mm.
La lavorazione svizzera ha costi più elevati rispetto alla tornitura convenzionale, quindi è più vantaggiosa per le tirature più lunghe (oltre 1000 parti). Tuttavia, quando le parti devono essere a tolleranza stretta e/o avere caratteristiche complesse che una macchina svizzera può produrre in un ciclo, è economico anche per quantità inferiori; non sono necessarie operazioni secondarie.
Sì. Molti moderni torni CNC svizzeri dispongono di stazioni di utensili sotto tensione che lavoravano piani, fori trasversali e fessure durante il ciclo primario. Gli strumenti per il retrolavorazione possono forare e toccare anche il retro della parte.
Dispositivi medici, aerospaziale, automobilistico, elettronico e produzione di connettori La lavorazione a vite svizzera è particolarmente interessante perché questi mercati hanno esigenze di volume elevate per piccole parti con tolleranze geometriche strette, come viti ossee umane, raccordi a presa, perni dei sensori e contatti elettrici.
Hai bisogno di parti tornite di precisione con tolleranze strette e tempi di consegna rapidi?
Richiedi un preventivo svizzero per la lavorazione meccanica
Correlati: Quando e Perché Utilizzare la Lavorazione Svizzera CNC · Servizi di tornitura CNC · Lavorazione svizzera per piccole parti in alluminio









