


Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.



Manufacturing threaded components on CNC demands a delicate balance between precision, performance, and manufacturability. Whether you are designing some components for high-performance applications or fabricating for customers with tightly controlled tolerances for threaded parts, comprehensive knowledge of thread geometry, cutting tools, and machining processes related to thread production on CNC is essential. The prime objective of our thread design discourse is to lead you through the finer details to ensure state-of-the-art, best practice, gratifying tips and insights to help you wring out their maximum in terms of performance and lifecycle benefits. Here we will take you through the key points of the selected threads as well as help to avoid many common machining pitfalls-all to tie together an organized careful on putting in place the thread pathscrafted machining projects of the highest quality.

Thread design plays a crucial role in CNC machining, for it involves the functionality, durability, and operation of the machining part. A soundly designed thread guarantees the holding of the pieces in place, load distribution, wear resistance, and so on. Poorly designed threads can result in a mechanical failure wearing due to repeated stress, hence reducing the lifetime of the part and supporting it out of its assembly, jeopardizing its reliability.
Precision is one key aspect of good thread design. The CNC precision in every respect ensures that threads are formed per specification with high tolerances. This type of precision is necessary not only for obvious reasons, but also to prevent improper mating with corresponding fasteners and other malfunctions like cross-threading or deformation of the thread. Designers on the other side need to consider many factors to define what the thread will actually be designed for, like the kind of material used as a base, the thread pitch, or the load requirements, among others, and thereby adjust threads to make them relevant for an application, so that they answer efficiently while the performance and life are extended.
On the other hand, the thread design imparted in CNC machining also reflects on the practical side of production efficiencies. Proper design can ensure a shorter time for machining operations, increase the life of tools, and optimize the assembly process. Also, it strikes a balance between performance and cost. The components should be attractive to a design for reasons on both sides—technical and economical. Therefore, a better design in terms of thread is unquestionably necessary vis-a-vis a solid guarantee for good results, making the machining trustworthy, high-quality, and efficient.
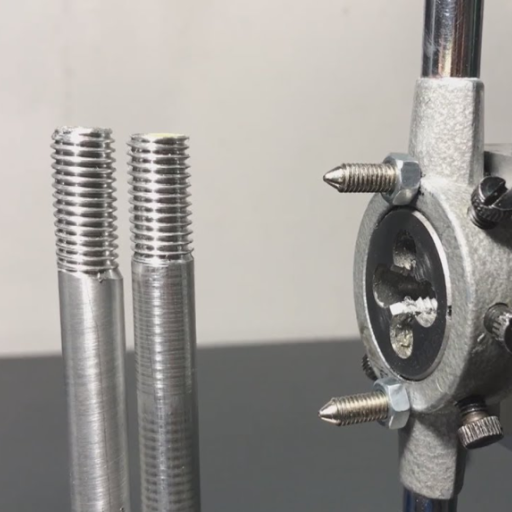
Indeed, threads are such diverse parts that exist in the various designs of CNC-machined parts to perform different purposes. They are yet meant to be commonly categorized; they are divided into internal threads and external threads. Internal threading is threaded within a hole for fastening with screws or bolts. External threads, rather, are stamped onto the outside of the part, such as a stud or bolt, designed to fit into the corresponding internal thread.
By selecting the different thread types based on the application concerned, the companies can deliver products with more prolonged performance, life, and efficiency of CNC machined components.
Threads anticipated for high loading must adhere to strength and robustness, hence being buttress threads suited for axial loads. In contradistinction, when threads are needed for routing either liquids or gases, a very good seal must be envisaged to prevent leakage, for which a tapered thread like NPT pitch fits extremely well.
Machines and processes are running at their best if the materials used for the threading process are in tune with the environmental parameters, resistant to wear, corrosion, and temperature variation. For example, tough materials, like stainless steel, are suitable for harsh conditions or high-pressure duties.
Perfect and exact thread cuts or formations are compulsory if we are ever to realize the proper functioning and interchangeability of the threads. Making use of standardized forms of threads and keeping up with the standards provided by ANSI, ISO standards, and other industry regulatory codes should allow interconnectivity and maximum performance.

Selecting the optimal thread depth and pitch proves to be so central in relationship to the strength and functioning of threaded parts. By thread depth we mean the depth to which the threads are cut and this directly influences the engagement between a nut and bolt. Ensuring the correct depth means this mechanical load gets distributed evenly across the threads, thus shearing prevents breakage and stripping under load. Ideally, thread depth should be well proportioned—deep enough to give a good level of strength but not excessively deep to weaken the material excessively.
The thread pitch is the distance between the threads and, therefore, determines how tightly threads are engaged in one another. A smaller pitch would mean that there are more threads in the same amount of length, which could enhance grip and precision. This is especially beneficial in applications that require very close tolerances or when the fastener contacts soft materials. In contrast, coarser pitches are useful when tight tolerances are unnecessary and assembly and disassembly need to be carried out quickly or there is greater possibility of debris entering.
An adequate depth of the thread and pitch for any given application and material is thus dependent upon the application itself. With general-purpose threads, compliance with national, such as ANSI or ISO standards, could ensure dependable performance in a variety of applications. An engineer or designer would take into consideration the intended load, material properties, and environmental conditions; it is important to achieve a design balance between strength, durability, and ease of assembly in thread specifications.
It is in this consideration of which is used by engineers or designers to analyze deciding factors such as load requirements, incompatibility of materials, exposure to the environmental and moisture. This decision on what type of thread to use for a specific assembly creates reliability, generates a guarantee on functionality, and increases the overall life of the assembly. Planning the intricate balance between these considerations in lieu of each other will enable a design with high efficiency and effectiveness.

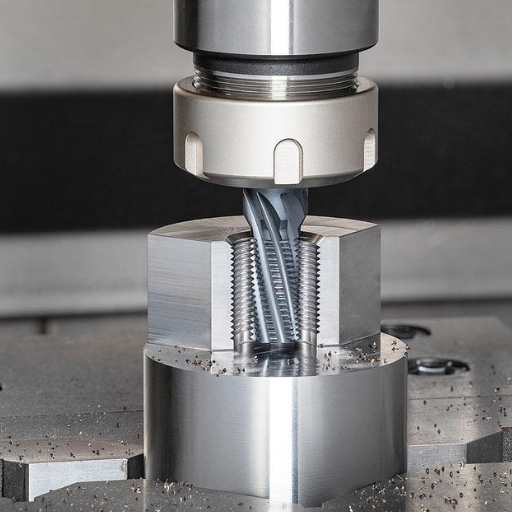
Thread-milling is CNC machining’s variable and exceptionally precise means for threading within any part. Rather than a traditional tap, thread-milling entails the use of a rotary cutting tool for actually milling the thread into a slot or workpiece. This technique affords much higher precision and almost infinite variety in thread sizes that may be machined by one tool if it is modified in diameter. Thread-milling works efficiently on hard-to-machine materials and provides better tool-life and chip control.
Thread millng allows for the low stress machining of threads-on the machined surface. This is because thread milling uses helical interpolation which feeds the tool into and out of the cut in a spiral, minimizing the risk of any cutting action on the material. Furthermore, this cutting technique renders the possibility of a more accurate size and form regardless of whether it is Internal or external threads – perfect for any application requiring aerospace grade or any high precision lot.
Thread milling also presents the unique advantage of threading in easily breakable, thin-walled, or heat-treated materials, among the likes of which traditional tapping methods may lead to cracks and distortions. Also, a hand-operated cutting tool for thread milling can make threads either right or left, meaning that it is highly versatile for machinists. Manufacturers enjoy additional advantages while threading with thread milling in CNC machining, such as better threading performance, increased tool life, and minimized interruptions in operation from the problems like tool breakage or chip jamming.
In recent times, the significance of CAD in the design of threads is noteworthy delivering precision and efficiency unmatched by manual methods. An engineer uses the CAD system to fashion an appropriate model of the thread which is founded on accuracy and compliance with the specifications. Various advanced features include parametric modeling, which permits for the simple readjustment of dimensions or tolerances not requiring previous work to be redone thereby saving time and in the process, diminishing the associated errors.
Threaded CNC machined parts on their application are made from various materials, from which common materials include metals such as stainless steel, carbon steel, aluminum, and brass. In the form of robust, generally high-performance, and precisely threaded components, they are selected for their strength, durability, and wear-resistance.
| Material | Key Properties | Typical Applications |
|---|---|---|
| Stainless Steel | Excellent rust resistance, strength against oxidation, resistant to moisture and chemical agents | High-performance applications, harsh environments, chemical processing |
| Carbon Steel | High tensile strength, durable, cost-effective | Massive load-bearing applications, general manufacturing |
| Aluminum | Lightweight, easy to machine, corrosion resistant | Aerospace, automotive (race cars), weight-sensitive applications |
| Brass | Softer than other metals, moisture resistant, aesthetically pleasing | Fittings, decorative parts, plumbing applications |
| Plastics | Lightweight, chemical resistant, electrically insulating | Electrical, medical, food processing applications |
The choice of material directly affects the efficiency and life of threaded components. Key factors like strength, elasticity, and thermal expansion need to be emphasized in order to secure proper thread function. Typically, materials with higher strength and hardness are used for threads exposed to heavy loads or severe wear. For instance, metals like steel are preferred for heavy-load applications due to their durability, whereas plastics may be employed for lightweight applications or for somewhat chemically-resistant designs.
Elasticity emerges as a critical property determining the behavior of a thread. Materials with high elasticity are able to distribute loads more effectively, thus helping to prevent highly localized stresses and reducing the probability of thread breakage. Conversely, materials with little elasticity may be very difficult to perform or execute. Specific design considerations must come into play in order to keep a real structure, especially if heavy environmental vibrations need to be eliminated. Threads must constantly perform under dynamic forces, making this an extremely significant application.
Thermal expansion is significant, especially in conditions with varying temperature, influencing the imbalance. Different materials would contract or expand at different rates, so these differences would come into play as far as the fitting and functioning of a thread is considered. For example, dissimilar thermal expansion between a bolt and a threaded hole might cause slackness or further damage over time. Selecting materials with nearly equal rates of expansion for these pairing materials could eliminate these risks as well as secure the connection. Comprehensive analyses of mate-rial properties are crucial to optimize the design of threads for specific applications.
Alters the microstructure to strengthen the material through annealing, quenching, and tempering. Improves mechanical properties like hardness and tensile strength, making threads more resistant to wear, fatigue, and deformation.
Methods include electroplating, painting, and polishing. Reduces surface roughness, decreases susceptibility to corrosion, and provides excellent lubrication. Protects threads from environmental factors like moisture or chemicals.
Shot peening modifies residual stress distribution and introduces compressive stresses from the surface. Elevates the fatigue strength of threads, particularly useful when cyclic loading is considered.
Issue: High loads can cause geometrical distortion leading to stripping and failure.
Solution: Select materials of adequate strength and carry out load calculations during design phase.
Issue: Poor alignment leads to uneven load distribution, premature wear, or failure.
Solution: Implement stringent quality control with exact machining and appropriate assembly techniques.
Issue: Weakens threads over time, especially in harsh environments.
Solution: Use protective coatings, select corrosion-resistant materials, and implement regular maintenance.









