


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.



La fabrication de composants filetés sur CNC exige un équilibre délicat entre précision, performance et fabricabilité. Que vous conceviez certains composants pour des applications hautes performances ou que vous fabriquiez pour des clients avec des tolérances étroitement contrôlées pour les pièces filetées, une connaissance complète de la géométrie du filetage, des outils de coupe et des processus d'usinage liés à la production de filetage sur CNC est essentiel. L'objectif principal de notre discours sur la conception de filetage est de vous guider à travers les détails les plus fins pour garantir l'état de l'art, les meilleures pratiques, les pointes et les informations gratifiantes pour vous aider à atteindre leur maximum en termes de performances et d'avantages du cycle de vie. Ici, nous vous guiderons les pièges d'usinage les plus hauts sur le cheminement organisé.

La conception du fil joue un rôle crucial dans l'usinage CNC, car elle implique la fonctionnalité, la durabilité et le fonctionnement de la pièce d'usinage. Un fil bien conçu garantit le maintien des pièces en place, la répartition de la charge, la résistance à l'usure, etc. Des fils mal conçus peuvent entraîner une défaillance mécanique due à des contraintes répétées, réduisant ainsi la durée de vie de la pièce et la soutenant hors de son assemblage, mettant ainsi en péril sa fiabilité.
La précision est un aspect clé d'une bonne conception de filetage La précision CNC à tous égards garantit que les filetages sont formés selon les spécifications avec des tolérances élevées Ce type de précision est nécessaire non seulement pour des raisons évidentes, mais aussi pour empêcher un accouplement inapproprié avec les attaches correspondantes et d'autres dysfonctionnements comme le filetage croisé ou la déformation du filetage Les concepteurs de l'autre côté doivent prendre en compte de nombreux facteurs pour définir à quoi le filetage sera réellement conçu, comme le type de matériau utilisé comme base, le pas du filetage ou les exigences de charge, entre autres, et ainsi ajuster les filetages pour les rendre pertinents pour une application, afin qu'ils répondent efficacement pendant que les performances et la durée de vie sont étendues.
D'autre part, la conception du fil conférée dans l'usinage CNC reflète également l'aspect pratique des efficacités de production Une conception appropriée peut assurer un temps plus court pour les opérations d'usinage, augmenter la durée de vie des outils, et optimiser le processus d'assemblage Aussi, il trouve un équilibre entre les performances et le coût Les composants devraient être attrayants pour une conception pour des raisons à la fois sur le plan technique et économique Par conséquent, une meilleure conception en termes de fil est incontestablement nécessaire-vis-à-vis d'une garantie solide pour de bons résultats, rendant l'usinage digne de confiance, de haute qualité, et efficace.
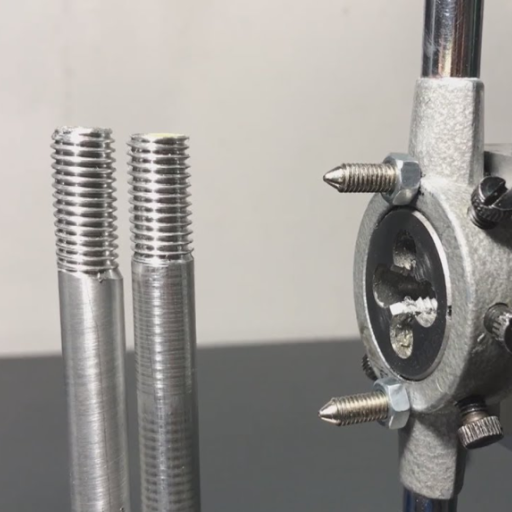
En effet, les filetages sont des pièces si diverses qui existent dans les diverses conceptions de pièces usinées CNC pour effectuer des objectifs différents Ils sont encore censés être communément catégorisés ; ils sont divisés en filetages internes et filetages externes Le filetage interne est enfilé dans un trou pour la fixation avec des vis ou des boulons Les filetages externes, plutôt, sont estampés sur l'extérieur de la pièce, comme un goujon ou un boulon, conçu pour s'insérer dans le filetage interne correspondant.
En sélectionnant les différents types de fils en fonction de l'application concernée, les entreprises peuvent fournir des produits présentant des performances, une durée de vie et une efficacité plus prolongées des composants usinés CNC.
Les filetages prévus pour une charge élevée doivent adhérer à la résistance et à la robustesse, étant donc des filetages de contrefort adaptés aux charges axiales. Par opposition, lorsque des filetages sont nécessaires pour acheminer soit des liquides, soit des gaz, une très bonne étanchéité doit être envisagée pour éviter les fuites, pour lesquelles un filetage conique comme le pas NPT s'adapte extrêmement bien.
Les machines et les processus fonctionnent au mieux si les matériaux utilisés pour le processus de filetage sont en phase avec les paramètres environnementaux, résistants à l'usure, à la corrosion et aux variations de température. Par exemple, les matériaux résistants, comme l'acier inoxydable, conviennent aux conditions difficiles ou aux tâches à haute pression.
Des coupes ou formations de filetage parfaites et exactes sont obligatoires si nous voulons un jour réaliser le bon fonctionnement et l'interchangeabilité des filetages. Utiliser des formes de filetage standardisées et respecter les normes fournies par l'ANSI, les normes ISO et d'autres codes réglementaires de l'industrie devrait permettre l'interconnectivité et des performances maximales.

La sélection de la profondeur et du pas optimaux du filetage s'avère si centrale en relation avec la résistance et le fonctionnement des pièces filetées Par profondeur de filetage, nous entendons la profondeur à laquelle les filetages sont coupés et cela influence directement l'engagement entre un écrou et un boulon. Assurer la bonne profondeur signifie que cette charge mécanique est répartie uniformément sur les filetages, empêchant ainsi la rupture et le dénudage sous les filetages. Idéalement, la profondeur du filetage doit être suffisamment proportionnée pour donner un bon niveau de résistance mais pas excessivement profonde pour affaiblir excessivement le matériau.
Le pas du filetage est la distance entre les filetages et, par conséquent, détermine la façon dont les filetages sont engagés étroitement les uns dans les autres Un pas plus petit signifierait qu'il y a plus de filetages dans la même quantité de longueur, ce qui pourrait améliorer l'adhérence et la précision Ceci est particulièrement bénéfique dans les applications qui nécessitent des tolérances très étroites ou lorsque l'attache entre en contact avec des matériaux souples En revanche, des pas plus grossiers sont utiles lorsque des tolérances serrées sont inutiles et que l'assemblage et le démontage doivent être effectués rapidement ou qu'il y a une plus grande possibilité de pénétration de débris.
Une profondeur adéquate du filetage et du pas pour une application et un matériau donnés dépendent donc de l'application elle-même. Avec les filetages à usage général, le respect des normes nationales, telles que les normes ANSI ou ISO, pourrait garantir des performances fiables dans diverses applications. Un ingénieur ou un concepteur prendrait en considération la charge prévue, les propriétés du matériau et les conditions environnementales ; il est important d'atteindre un équilibre de conception entre résistance, durabilité et facilité d'assemblage dans les spécifications de filetage.
C'est dans cette considération que les ingénieurs ou les concepteurs utilisent pour analyser des facteurs décisifs tels que les exigences de charge, l'incompatibilité des matériaux, l'exposition à l'environnement et à l'humidité. Cette décision sur le type de fil à utiliser pour un assemblage spécifique crée de la fiabilité, génère une garantie sur la fonctionnalité et augmente la durée de vie globale de l'assemblage. Planifier l’équilibre complexe entre ces considérations au lieu les unes des autres permettra une conception avec une efficience et une efficacité élevées.

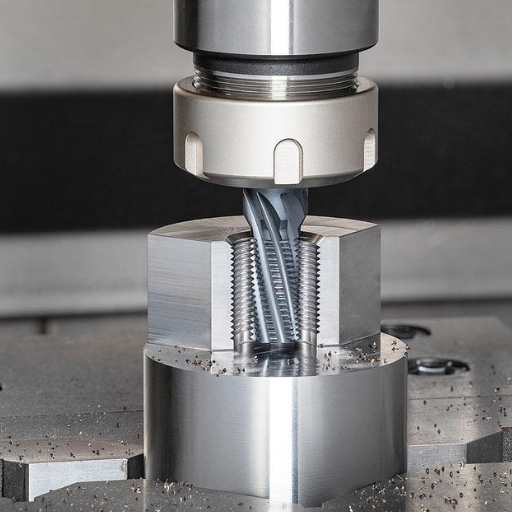
Le filetage-fraisage est le moyen variable et exceptionnellement précis de l'usinage CNC pour le filetage à l'intérieur d'une pièce Plutôt qu'un taraud traditionnel, le filetage-fraisage implique l'utilisation d'un outil de coupe rotatif pour fraiser réellement le fil dans une fente ou une pièce à usiner Cette technique offre une précision beaucoup plus élevée et une variété presque infinie de tailles de filetage qui peuvent être usinées par un outil s'il est modifié en diamètre Le filetage-fraisage fonctionne efficacement sur les matériaux difficiles à usiner et offre une meilleure durée de vie des outils et un meilleur contrôle des copeaux.
Le fraisage par filetage permet l'usinage à faible contrainte de filetages sur la surface usinée, en effet, le fraisage par filetage utilise une interpolation hélicoïdale qui alimente l'outil dans et hors de la coupe en spirale, minimisant ainsi le risque de toute action de coupe sur le matériau. De plus, cette technique de coupe rend la possibilité d'une taille et d'une forme plus précises, qu'il s'agisse de filetages internes ou externes, parfaits pour toute application nécessitant une qualité aérospatiale ou tout lot de haute précision.
Le fraisage de filetage présente également l'avantage unique de fileter des matériaux facilement cassables, à paroi mince ou traités thermiquement, parmi lesquels les méthodes de taraudage traditionnelles peuvent entraîner des fissures et des distorsions. De plus, un outil de coupe manuel pour le fraisage de filetage peut fabriquer des filetages à droite ou à gauche, ce qui signifie qu'il est très polyvalent pour les machinistes. Les fabricants bénéficient d'avantages supplémentaires lors du filetage avec fraisage dans l'usinage CNC, tels qu'une meilleure performance de filetage, une durée de vie accrue de l'outil et des interruptions de fonctionnement minimisées dues à des problèmes tels que la rupture de l'outil ou le coincement des copeaux.
Ces derniers temps, l'importance de la CAO dans la conception des threads est remarquable, offrant une précision et une efficacité inégalées par les méthodes manuelles. Un ingénieur utilise le système CAO pour façonner un modèle approprié du thread fondé sur la précision et le respect des spécifications. Diverses fonctionnalités avancées incluent la modélisation paramétrique, qui permet un simple réajustement des dimensions ou des tolérances ne nécessitant pas de refaire les travaux antérieurs, économisant ainsi du temps et du processus, diminuant les erreurs associées.
Les pièces usinées CNC filetées sur leur application sont fabriquées à partir de divers matériaux, à partir desquels les matériaux courants comprennent des métaux tels que l'acier inoxydable, l'acier au carbone, l'aluminium et le laiton. Sous la forme de composants robustes, généralement performants et filetés avec précision, ils sont sélectionnés pour leur résistance, leur durabilité et leur résistance à l’usure.
| Matériel | Propriétés clés | Applications typiques |
|---|---|---|
| Acier inoxydable | Excellente résistance à la rouille, résistance à l'oxydation, résistant à l'humidité et aux agents chimiques | Applications hautes performances, environnements difficiles, traitement chimique |
| Acier au carbone | Résistance à la traction élevée, durable, rentable | Applications lourdes de portance, fabrication générale |
| Aluminium | Léger, facile à usiner, résistant à la corrosion | Aérospatiale, automobile (voitures de course), applications sensibles au poids |
| Laiton | Plus doux que les autres métaux, résistant à l'humidité, esthétique | Raccords, pièces décoratives, applications de plomberie |
| Plastiques | Léger, résistant aux produits chimiques, isolant électriquement | Applications électriques, médicales, de transformation des aliments |
Le choix du matériau affecte directement l'efficacité et la durée de vie des composants filetés. Des facteurs clés tels que la résistance, l'élasticité et la dilatation thermique doivent être soulignés afin de garantir un bon fonctionnement du filetage. Généralement, des matériaux ayant une résistance et une dureté plus élevées sont utilisés pour les filetages exposés à de lourdes charges ou à une usure sévère. Par exemple, les métaux comme l'acier sont préférés pour les applications à charges lourdes en raison de leur durabilité, tandis que les plastiques peuvent être utilisés pour des applications légères ou pour des conceptions quelque peu résistantes aux produits chimiques.
L'élasticité émerge comme une propriété critique déterminant le comportement d'un fil Les matériaux à forte élasticité sont capables de répartir les charges plus efficacement, contribuant ainsi à prévenir les contraintes fortement localisées et réduisant la probabilité de rupture du fil À l'inverse, les matériaux peu élasticistes peuvent être très difficiles à réaliser ou à exécuter Des considérations de conception spécifiques doivent entrer en jeu afin de conserver une structure réelle, surtout si les fortes vibrations environnementales doivent être éliminées Les fils doivent constamment fonctionner sous des forces dynamiques, ce qui en fait une application extrêmement importante.
La dilatation thermique est importante, en particulier dans des conditions de température variable, influençant le déséquilibre. Différents matériaux se contracteraient ou se dilateraient à des rythmes différents, de sorte que ces différences entreraient en jeu dans la mesure où l'ajustement et le fonctionnement d'un filetage. Par exemple, une dilatation thermique différente entre un boulon et un trou fileté pourrait provoquer un relâchement ou des dommages supplémentaires au fil du temps. La sélection de matériaux avec des taux de dilatation presque égaux pour ces matériaux d'appariement pourrait éliminer ces risques et sécuriser la connexion. Des analyses complètes des propriétés du raccord sont cruciales pour optimiser la conception des filetages pour des applications spécifiques.
Modifie la microstructure pour renforcer le matériau par recuit, trempe et revenu Améliore les propriétés mécaniques comme la dureté et la résistance à la traction, rendant les fils plus résistants à l'usure, à la fatigue et à la déformation.
Les méthodes comprennent la galvanoplastie, la peinture et le polissage. Réduit la rugosité de la surface, diminue la susceptibilité à la corrosion et offre une excellente lubrification. Protège les fils des facteurs environnementaux comme l’humidité ou les produits chimiques.
Le grenaillage modifie la répartition des contraintes résiduelles et introduit des contraintes de compression depuis la surface. Augmente la résistance à la fatigue des filetages, particulièrement utile lorsque l'on considère un chargement cyclique.
Problème: Des charges élevées peuvent provoquer une distorsion géométrique conduisant au dénudage et à la rupture.
Solution: Sélectionnez des matériaux de résistance adéquate et effectuez des calculs de charge pendant la phase de conception.
Problème: Un mauvais alignement entraîne une répartition inégale de la charge, une usure prématurée ou une défaillance.
Solution: Mettre en œuvre un contrôle de qualité rigoureux avec un usinage exact et des techniques d'assemblage appropriées.
Problème: Affaiblit les fils au fil du temps, en particulier dans les environnements difficiles.
Solution: Utilisez des revêtements protecteurs, sélectionnez des matériaux résistants à la corrosion et mettez en œuvre un entretien régulier.









