


Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.


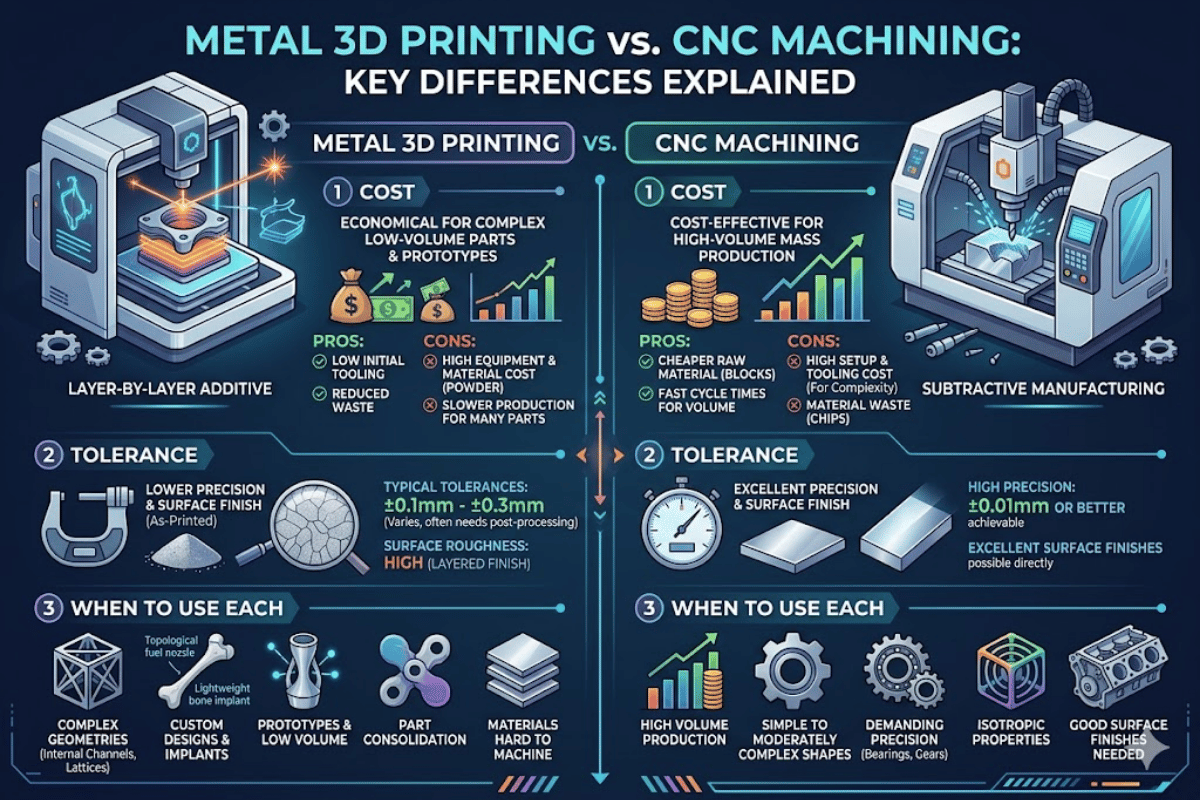
Metal 3D Printing vs CNC Machining – Cost, Tolerance, Surface Finish & Decision Guide
Updated March 2026 ~12 min read Comparison Guide
Additive or subtractive? Part geometry drives the answer. DMLS, SLM, and EBM printers build parts layer by layer from powder, creating geometries which would be mechanically unmanufacturable with a cutting tool. CNC machining starts from a chunk of stock and removes material in tight tolerance – better surface finish, lower cost per part at volume.
This guide puts real numbers on both processes – tolerances, surface finish, material properties, cost per part, and volume break-even – so you can choose the right process (or the right hybrid workflow) for every design. If your parts involve 3D printing services or precision machining, the comparison below covers all the design data points.

Before getting into process specifics, here’s the side-by side snapshot engineers turn to first.
| Parameter | Metal 3D Printing (DMLS/SLM) | CNC Machining |
|---|---|---|
| Process Type | Additive — builds layer by layer from metal powder | Subtractive — removes material with cutting tools |
| Tolerance (as-built) | ±0.1 mm (±0.004″) | ±0.025 mm (±0.001″) |
| Tolerance (post-machined) | ±0.025 mm | ±0.005 mm |
| Surface Finish (as-built) | Ra 5–10 µm | Ra 0.8–3.2 µm |
| Materials | Ti-6Al-4V, Inconel 718, 316L, AlSi10Mg, CoCr | All metals + engineering plastics |
| Max Part Size | ~400 × 400 × 400 mm (typical build volume) | Limited by machine travel (up to 2 m+) |
| Lead Time (prototype) | 1–3 days | 3–7 days |
| Cost per Part (small Ti part) | $50–$200 | $30–$150 |
| Best For | Complex geometry, lattices, low volume, prototypes | Tight tolerance, simple geometry, high volume |
The table tells the headline story: CNC machining is more precise, faster per part, and cheaper at scale. Metal 3D printing enables geometries a CNC machine cannot produce and removes tooling delay for small batches. Many commercial applications use both – printing a near-net shape, then CNC milling the interfaces.

A thin layer of metal powder (20-60 m) is dispersed over the build platform. An intense laser (DMLS/SLM) or electron beam (EBM) melts the powder much as a hammer blows molten steel into the desired shape. After each layer, the build platform lowers a layer depth, new powder deposits, and the process repeats: hundreds or thousands of times.
Once the build concludes, the parts are still mounted to the build platform by their support structures. Post-processing is unavoidable: wire EDM or band saw to extract the part, support stripping, stress relieving, and often Hot Isostatic Pressing (HIP) to densify the part. Critical features – bores, mating faces, threaded holes – almost always require CNC finishing to the shape and tolerance called for in the design.
CNC machining begins with solid bar stock, billet, or castings. An array of cutting tools – milling cutters, drills, lathes, EDM – carve away excess material in the designed toolpaths. Parts come off the machine close to shape, which reduces secondary operations.
No support structures, no powder handling, no HIP cycle. 4-axis or 5-axis CNC machines can machine most external features with a single setup. Geometry is the limiting factor – if a cutter cannot physically access an internal channel or deep undercut, the feature cannot be machined.
⚙️ Engineering Note
Metal 3D printing grows at 5-20 cm/hr. Material removal rates for CNC range from 50-500 cm/hr. For straightforward parts, CNC beat the materials removal rate by 10-25. For simple, hollowed shapes with intricate internal features beyond the reach of any cutter, AM is the only feasible manufacturing process.
Tolerance and finish are the gatekeepers for many functional parts. The following table breaks down the figures by certain process variant.
| Parameter | DMLS / SLM | EBM | CNC Milling | CNC Turning |
|---|---|---|---|---|
| As-built Tolerance | ±0.1 mm | ±0.2 mm | ±0.025 mm | ±0.013 mm |
| Post-machined Tolerance | ±0.025 mm | ±0.05 mm | N/A | N/A |
| Surface Finish (as-built) | Ra 6–10 µm | Ra 20–35 µm | Ra 0.8 µm | Ra 0.4 µm |
| Surface Finish (post-processed) | Ra 1.6 µm (polished) | Ra 3.2 µm | N/A | N/A |
| Dimensional Accuracy | ±0.1–0.2% | ±0.2–0.3% | ±0.005% | ±0.003% |
The gap is enormous. Precision turning takes0.013 mm as standard- approximately 8 tighter than SLM’s as-built capability. EBM is generally used for titanium aerospace and medical implant parts of the highest value, as its surface finish is poor but product run rate is high and residual stress low.
💡 Practical Tip
Most metal AM parts receive CNC finishing, in the form of machining mating surfaces, datums, threaded features, and press fits. This hybrid process provides the geometry freedom of AM with the dimensional accuracy of CNC, so when designing for AM + CNC finishing, allow 0.5-1.0 mm stock add on machined surfaces.

Cost is where it gets tricky. Metal 3D printing has no tooling or set-up costs, but powder is expensive and cycle times can be long. Machine tools used in CNC have high material utilization and throughput, but up-front cost can be high for fixturing and programing.
| Cost Factor | Metal 3D Printing | CNC Machining |
|---|---|---|
| Setup / Tooling | $0 (no tooling required) | $50–$200 (fixtures, programming) |
| Material Cost | $100–$500/kg (metal powder) | $5–$50/kg (bar stock) |
| Machine Time | $100–$300/hr | $40–$120/hr |
| Post-processing | Required (HIP, support removal, CNC finishing) | Minimal (deburring, anodizing if needed) |
| Cost per Part (1 unit, complex Ti) | $200–$800 | $500–$2,000+ (if machinable) |
| Cost per Part (1,000 units, simple Al) | $150–$400 | $15–$50 |
| Break-even Volume | AM wins at <50 units (complex parts) | CNC wins at >200 units |
Real-world example: Boeing reported producing a satellite bracket via metal 3D printing for approximately $800 per unit. The equivalent CNC-machined version — requiring multi-axis fixturing and significant material removal from a titanium billet — cost over $2,000. The printed part was also 30% lighter due to topology-optimized geometry.
However, for simple aluminum housings produced in 1,000pc batches, CNC can compete at$15-$50 per part compared to$150-$400 for AM. For standard geometry at production volume, CNC wins by a factor of 5-10.
📈 Volume Break-even Rule of Thumb
For complex geometries in Inconel or titanium, the crossover point is generally nearer to 50-200 units. Below that, AM’s 0-tooling advantage pulls ahead. Above it, CNC’s 0-cost per part predominates. For simple aluminum or steel geometry, CNC is cheaper at almost all volumes.
CNC machining can be performed with any machinable metal or most plastics. Metal 3D printing materials are limited to those available as gas atomised powder- a rapidly growing but still limited database. In addition, the rapid solidification rate alters the metallurgy, creating fine grain microstructures that often have different mechanical properties compared to cast or wrought versions of the same alloy.
| Material | AM Available? | CNC Available? | AM Tensile Strength | Wrought Tensile Strength | AM Elongation | Wrought Elongation |
|---|---|---|---|---|---|---|
| Ti-6Al-4V | ✅ | ✅ | 1,050–1,100 MPa | 950–1,050 MPa | 8–14% | 10–15% |
| Inconel 718 | ✅ | ✅ | 1,200–1,350 MPa | 1,240–1,400 MPa | 10–18% | 12–21% |
| 316L Stainless Steel | ✅ | ✅ | 620–680 MPa | 515–620 MPa | 30–50% | 40–60% |
| AlSi10Mg | ✅ | ✅ (cast equiv.) | 380–445 MPa | 300–350 MPa (cast) | 5–9% | 3–5% (cast) |
| CoCr (Cobalt-Chrome) | ✅ | ✅ | 1,100–1,300 MPa | 900–1,100 MPa | 8–12% | 8–15% |
| 6061-T6 Aluminum | ❌ | ✅ | — | 310 MPa | — | 12–17% |
| 7075 Aluminum | ❌ | ✅ | — | 572 MPa | — | 11% |
| Brass / Bronze | ❌ | ✅ | — | varies | — | varies |
A common theme emerges; AM versions of Ti-6Al-4V, 316L stainless steel, and AlSi10Mg commonly have higher tensile strength than their wrought or cast equivalents, as often a fine microstructure is present. To note however; elongation (ductility) may be lower, and anisotropy must be considered when designing due to the presence of highly directional properties in the build direction as opposed to the XY plane.
CNC machining can be performed with any alloy in bar, billet, or forging forms. This includes high strength aluminums (7075, 2024), free-machining brass, copper alloys, and other specialized steels which do not currently have a powder equivalent. If your material is not available in powder form, machining won out.

For many high-value parts, hybrid manufacturing between additive and subtractive processes achieves the best cost, quality, and lead times. Print the complex, proprietary, internal geometry on the printer. Machine the mating faces, seals, and threads on a CNC. This approach is the industry standard for aerospace structural parts and high-end molds and tooling.

This checklist allows you to identify the ideal process – or a hybrid: print the difficult internal features, machine the easy external features.
☑️ Process Selection Checklist
Most parts fall somewhere in the middle – an internal feature printing advantage coupled with many internal features best machined. That is the essence of a hybrid approach, additive then subtract.
📨 Need Help Choosing?
Le Creator maintains in-house machines for both CNC machining and metal additive manufacturing. We analyze part geometry, volume, number of features, and overall tolerances to recommend an optimal process – or hybrid. We are not biased toward either machine.
CNC machining outperforms metal 3D printing for parts with high-volume requirements, tight-tolerances, and simple geometries. Metal 3D printing outperforms CNC machining for parts with complex, internal features and low-volume additive requirements. The right process depends on the specifics: geometry, volume, material, tolerance. Often, a hybrid approach yields the best technical and economic value.
Metal AM presents some struggles: as-built roughness Ra 6-10 mm (150-250 microinches), tolerances looser than CNC 0.1 mm (4 mils), high powder cost $100-$500 per kilogram (2.2 lbs), long build time 5-20 mm/hr, tooling requirements for support structures, stress-relief, HIP, build envelope limited to approximately 400mm cube.
No. CNC machining will always be more efficient for high volume, tight tolerance, large parts. Metal AM is used for complex geometries, low volume parts, and part mix consolidation. Industry experts suggest the future of manufacturing is hybrid and that one process will not completely replace the other.
DMLS/SLM final part tolerances are approximately 0.1 mm (0.004”) with a dimensional accuracy of approximately 0.1-0.2%. Following this with CNC machining based on critical features drives the tolerance down to approximately 0.025 mm. EBM has similar accuracy as-built at 0.2 mm.
The metals most readily available in additive manufacturing include: titanium alloys (Ti-6Al-4V most popular), nickel alloys (Inconel 718, Inconel 625), stainless steels (316, 17-4PH), aluminum alloys (AlSi10Mg), cobalt-chrome alloys (CoCr), tool steels (H13, Maraging), copper alloys. The AM library is growing but not as wide as CNC. For instance, alloys like brass and 7075 aluminum are not offered in AM powders.
Regarding the cost of metal AM, the usual conclusions are that it is economically attractive for parts where it would otherwise be of high cost—complex geometry in low quantities (<50), for design for assembly purposes—reducing many parts down to one,’ for difficult to machine geometries, and for rapid prototyping where the tooling would have cost more than the manufacturing









