


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


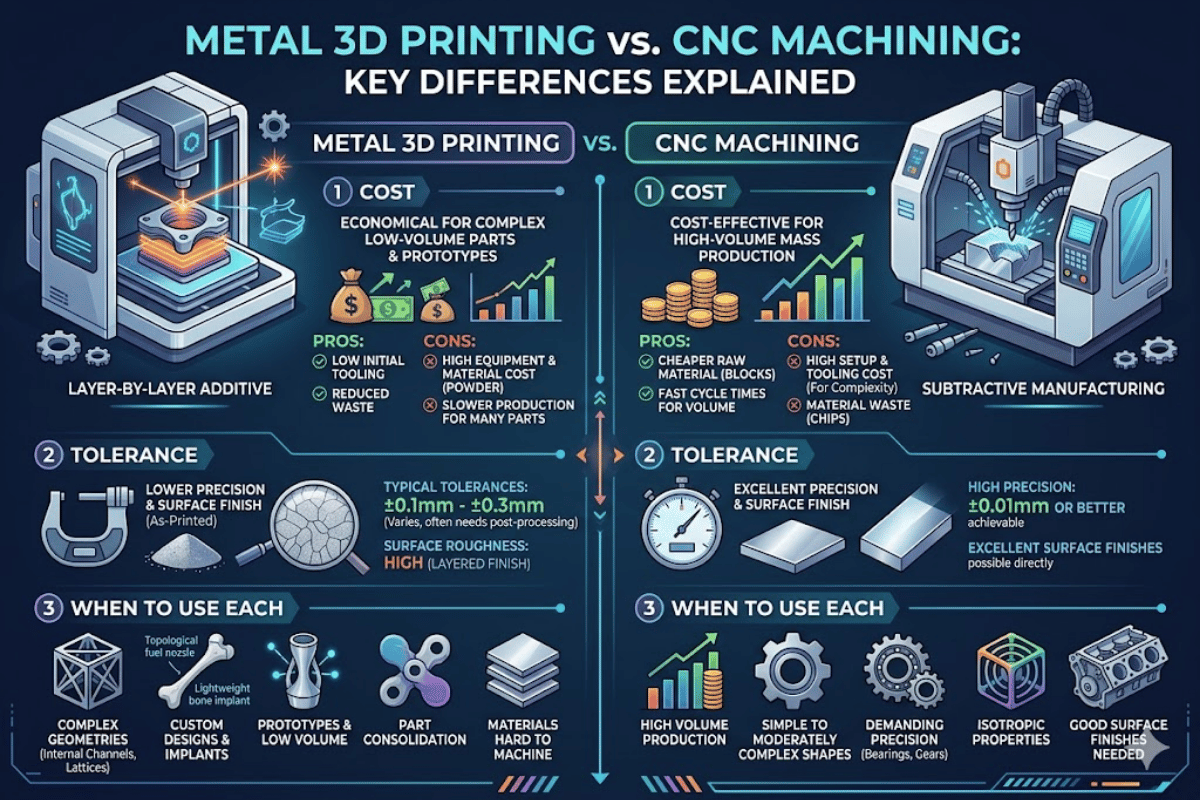
Metall 3 D Druck vs CNC Bearbeitung – Kosten, Toleranz, Oberflächenbeschaffenheit & Entscheidungsleitfaden
Aktualisiert im März 2026 ~12 Minuten. Lesen Sie den Vergleichsleitfaden
Additiv oder subtraktiv? Die Teilgeometrie treibt die Antwort voran DMLS-, SLM- und EBM-Drucker bauen Teile Schicht für Schicht aus Pulver auf und erzeugen Geometrien, die mit einem Schneidwerkzeug mechanisch nicht hergestellt werden können. CNC-Bearbeitung Beginnt bei einem Stück Lagerbestand und entfernt Material in enger Toleranz. – bessere Oberflächenbeschaffenheit, geringere Kosten pro Teil bei Volumen.
In diesem Handbuch werden reelle Zahlen zu beiden Prozessen angegeben. „Hintergrundtoleranzen, Oberflächenbeschaffenheit, Materialeigenschaften, Kosten pro Teil und Lautstärke-Break-Even 2, damit Sie für jedes Design den richtigen Prozess (oder den richtigen Hybrid-Workflow) auswählen können. Wenn es sich um Ihre Teile handelt 3 D-Druckdienstleistungen bzw. Präzisionsbearbeitung, der folgende Vergleich deckt alle Entwurfsdatenpunkte ab.

Bevor Sie sich mit den Prozessspezifika befassen, wenden sich die Snapshot-Ingenieure der Seite an Seite zuerst an.
| Parameter | Metall-3 D-Druck (DMLS/SLM) | CNC-Bearbeitung |
|---|---|---|
| Prozesstyp | Additiv baut Schicht für Schicht aus Metallpulver auf | Subtractive entfernt Material mit Schneidwerkzeugen |
| Toleranz (im Bauzustand) | ±0,1 mm (±0,004) | ±0,025 mm (±0,001) |
| Toleranz (nachbearbeitet) | ±0,025 mm | ±0,005 mm |
| Oberflächenveredelung (im Bauzustand) | Ra 5 10 µm | Ra 0,83,2 µm |
| Materialien | Ti-6Al-4 V, Inconel 718, 316 L, AlSi10Mg, CoCr | Alle Metalle + technische Kunststoffe |
| Maximale Teilgröße | ~400 × 400 × 400 mm (typisches Buildvolumen) | Begrenzt durch den Maschinenweg (bis zu 2 m+) |
| Lieferzeit (Prototyp) | 1 3 Tage | 3 – 7 Tage |
| Kosten pro Teil (kleiner Ti-Teil) | $50 – $200 | $30 –$150 |
| Am besten für | Komplexe Geometrie, Gitter, geringes Volumen, Prototypen | Enge Toleranz, einfache Geometrie, hohes Volumen |
Die Tabelle erzählt die Schlagzeile: CNC-Bearbeitung ist präziser, schneller pro Teil, und billiger im Maßstab Metall-3 D-Druck ermöglicht Geometrien, die eine CNC-Maschine nicht herstellen kann und entfernt Werkzeugverzögerung für kleine Chargen Viele kommerzielle Anwendungen verwenden sowohl 3 D-Druck eine Nahnetzform, dann CNC-Fräsen Die Schnittstellen.

Über der Build-Plattform wird eine dünne Schicht Metallpulver (20-60 m) verteilt, ein intensiver Laser (DMLS/SLM) oder Elektronenstrahl (EBM) schmilzt das Pulver ähnlich wie ein Hammer geschmolzenen Stahl in die gewünschte Form bläst Nach jeder Schicht senkt die Build-Plattform eine Schichttiefe, neue Pulverablagerungen, und der Prozess wiederholt sich: hundert - oder tausendfach.
Sobald der Bau abgeschlossen ist, werden die Teile noch durch ihre Stützstrukturen auf der Bauplattform montiert Nachbearbeitung ist unvermeidbar: Draht-EDM oder Bandsäge zum Herausziehen des Teils, Stütz-Stripping, Spannungsabbau, und oft Hot Isostatic Pressing (HIP), um das Teil zu verdichten Kritische Merkmale Bohrungen, Passflächen, Gewindelöcher (kurz immer erfordern CNC-Veredelung in der Form und Toleranz, die im Entwurf gefordert wird.
Die CNC-Bearbeitung beginnt mit massivem Stabmaterial, Knüppeln oder Gussteilen. Eine Reihe von Schneidwerkzeugen – Fräser, Bohrer, Drehmaschinen, EDM – Übermaterial in den entworfenen Werkzeugwegen wegzuwagen Teile lösen sich nahe an der Form von der Maschine, was den Sekundärbetrieb reduziert.
Keine Stützstrukturen, keine Pulverhandhabung, kein HIP-Zyklus. 4-Achsen - oder 5-Achsen-CNC-Maschinen Die meisten externen Features mit einem einzigen Setup bearbeiten kann Geometrie ist der limitierende Faktor – Wenn ein Cutter physisch nicht auf einen internen Kanal oder eine tiefe Hinterschneidung zugreifen kann, kann das Feature nicht bearbeitet werden.
️ Technische Anmerkung
Metall 3 D-Druck wächst mit 5-20 cm/h. Die Materialentfernungsraten für CNC liegen zwischen 50-500 cm/h. Für geradlinige Teile schlägt CNC die Materialentfernungsrate um 10-25. Für einfache, ausgehöhlte Formen mit komplizierten inneren Merkmalen, die außerhalb der Reichweite eines jeden Fräsers liegen, ist AM der einzig mögliche Herstellungsprozess.
Toleranz und Finish sind die Gatekeeper für viele Funktionsteile Die folgende Tabelle gliedert die Figuren nach bestimmten Verfahrensvarianten.
| Parameter | DMLS / SLM | EBM | CNC-Fräsen | CNC-Drehen |
|---|---|---|---|---|
| So wie es gebaut ist Toleranz | ±0,1 mm | ±0,2 mm | ±0,025 mm | ±0,013 mm |
| Nachbearbeitete Toleranz | ±0,025 mm | ±0,05 mm | N/A | N/A |
| Oberflächenveredelung (im Bauzustand) | Ra 6 µm | Ra 20 µm | Ra 0,8 µm | Ra 0,4 µm |
| Oberflächenbeschaffenheit (nachbearbeitet) | Ra 1,6 µm (poliert) | Ra 3,2 µm | N/A | N/A |
| Maßgenauigkeit | ±0,1 –2% | ±0,2 –3% | ±0,005% | ±0,003% |
Der Spalt ist enorm Präzisionsdrehen dauert 0,013 mm als Standard-ca. 8 enger als SLMs Fähigkeit im Bauzustand EBM wird im Allgemeinen für Titan Luft - und Raumfahrt und Medizinisches Implantat Teile des höchsten Wertes, da die Oberflächenbeschaffenheit schlecht ist, die Produktlaufgeschwindigkeit jedoch hoch und die Eigenspannung niedrig ist.
Praktischer Tipp
Die meisten AM-Teile aus Metall erhalten eine CNC-Veredelung in Form von Bearbeitungspassenflächen, Datumsangaben, Gewindefunktionen und Presssitzen. Dieser Hybridprozess bietet die Geometriefreiheit von AM mit der Maßgenauigkeit von CNC. Wenn Sie also für die AM + CNC-Veredelung entwerfen, ermöglichen Sie eine Materialzugabe von 0,5-1,0 mm auf bearbeiteten Oberflächen.

Kosten sind da, wo es knifflig wird Metall 3 D-Druck hat keine Werkzeug - oder Aufbaukosten, aber Pulver ist teuer und Zykluszeiten können lang sein Werkzeugmaschinen, die in CNC verwendet werden, haben eine hohe Materialauslastung und Durchsatz, aber die Vorabkosten können für die Befestigung und Programmierung hoch sein.
| Kostenfaktor | Metall 3 D Druck | CNC-Bearbeitung |
|---|---|---|
| Einrichtung / Tooling | $0 (keine Werkzeuge erforderlich) | $50 1 TP4T200 (Vorrichtungen, Programmierung) |
| Materialkosten | $100 –$500/kg (Metallpulver) | $5 1 TTP4T50/kg (Bar Stock) |
| Maschinenzeit | $100 –$300/h | $40 1 TP4T120/h |
| Nachbearbeitung | Erforderlich (HIP, Support-Entfernung, CNC-Veredelung) | Minimal (Ausgraben, ggf. Eloxieren) |
| Kosten pro Teil (1 Einheit, komplexes Ti) | $200 –$800 | $500 (falls bearbeitbar) 1 TP4T2,000+ |
| Kosten pro Teil (1.000 Einheiten, einfaches Al) | $150 –$400 | $15 –$50 |
| Break-even-volumen | AM gewinnt bei <50 Einheiten (komplexe Teile) | CNC gewinnt mit >200 Einheiten |
Beispiel aus der realen Welt: Boeing berichtete, eine Satellitenhalterung über Metall-3 D-Druck für ca. $800 pro Einheit herzustellenDie äquivalente CNC-bearbeitete Version erforderte eine erhebliche Entfernung der mehrachsigen Befestigung und des Materials aus einem Titan-Billet über 1TP42,000. Das bedruckte Teil war aufgrund der topologieoptimierten Geometrie ebenfalls 30% leichter.
Bei einfachen Aluminiumgehäusen, die in 1.000-pc-Chargen hergestellt werden, kann CNC jedoch mit 1 TP4T15-$50 pro Teil konkurrieren, verglichen mit $150-$400 für AM. Bei Standardgeometrie bei Produktionsvolumen gewinnt CNC um den Faktor 5-10.
Volume Break-even-Daumenregel
Bei komplexen Geometrien in Inconel oder Titan liegt der Crossover-Punkt im Allgemeinen näher bei 50-200 Einheiten Darunter zieht der 0-Tooling-Vorteil von AM nach vorne Darüber überwiegen die 0-Kosten pro Teil von CNC Für einfache Aluminium - oder Stahlgeometrie ist CNC bei fast allen Volumina günstiger.
Die CNC-Bearbeitung kann mit jedem bearbeitbaren Metall oder den meisten Kunststoffen durchgeführt werden Metall-3 D-Druckmaterialien sind auf diejenigen beschränkt, die als gaszerstäubtes Pulver erhältlich sind - eine schnell wachsende, aber immer noch begrenzte Datenbank Darüber hinaus verändert die schnelle Erstarrungsrate die Metallurgie und erzeugt feinkörnige Mikrostrukturen, die oft andere mechanische Eigenschaften im Vergleich zu gegossenen oder bearbeiteten Versionen derselben Legierung haben.
| Material | AM verfügbar? | CNC verfügbar? | AM Zugfestigkeit | Zugfestigkeit | AM-dehnung | Zögerte sich |
|---|---|---|---|---|---|---|
| Ti-6Al-4V | ✅ | ✅ | 1.050 1.100 MPa | 950 1.050 MPa | 8 141 TP3T | 10 151 TP3T |
| Inconel 718 | ✅ | ✅ | 1.200 1.350 MPa | 1.240 1.400 MPa | 10 –18% | 12 211 TP3T |
| 316 L Edelstahl | ✅ | ✅ | 620 680 MPa | 515 –620 MPa | 30 –50% | 40 –60% |
| AlSi10Mg | ✅ | (Äquiv. gegossen) | 380 –445 MPa | 300 350 MPa (gegossen) | 5 91 TP3T | 3 51 TP3 T (gegossen) |
| CoCr (Cobalt-Chrom) | ✅ | ✅ | 1.100 1.300 MPa | 900 1.100 MPa | 8 121 TP3T | 8 151 TP3T |
| 6061-T6 Aluminium | ❌ | ✅ | — | 310 MPa | — | 12 171 TP3T |
| 7075 Aluminium | ❌ | ✅ | — | 572 MPa | — | 11% |
| Messing / Bronze | ❌ | ✅ | — | Variiert | — | Variiert |
Es entsteht ein gemeinsames Thema; AM-Versionen von Ti-6Al-4 V, Edelstahl 316L, und AlSi10Mg haben üblicherweise eine höhere Zugfestigkeit als ihre bearbeiteten oder gegossenen Äquivalente, da oft eine feine Mikrostruktur vorhanden ist Beachten Sie jedoch; Die Dehnung (Duktivität) kann geringer sein und bei der Konstruktion muss Anisotropie berücksichtigt werden, da in der Aufbaurichtung im Gegensatz zur XY-Ebene stark gerichtete Eigenschaften vorhanden sind.
Die CNC-Bearbeitung kann mit jeder Legierung in Stab, Knüppel - oder Schmiedeform durchgeführt werden Dazu gehören hochfeste Aluminiumstoffe (7075, 2024), freibearbeitendes Messing, Kupferlegierungen und andere Spezialstähle, die derzeit kein Pulveräquivalent besitzen, wenn Ihr Material nicht in Pulverform verfügbar ist, hat sich die Bearbeitung durchgesetzt.

Bei vielen hochwertigen Teilen erzielt die Hybridfertigung zwischen additiven und subtraktiven Verfahren die besten Kosten, Qualitäts - und Durchlaufzeiten Drucken Sie die komplexe, proprietäre, interne Geometrie auf dem Drucker Bearbeiten Sie die passenden Flächen, Dichtungen und Gewinde auf einem CNC Dieser Ansatz ist der Industriestandard für Luft - und Raumfahrt Strukturteile und High-End-Formen und Werkzeuge.

Diese Checkliste ermöglicht es Ihnen, den idealen Prozess zu identifizieren. – oder ein Hybrid: Drucken Sie die schwierigen internen Funktionen aus und bearbeiten Sie die einfachen externen Funktionen.
️ Checkliste zur Prozessauswahl
Die meisten Teile fallen irgendwo in der Mitte – ein interner Vorteil beim Druck von Merkmalen, gepaart mit vielen internen Merkmalen, die am besten bearbeitet werden. Das ist die Essenz eines Hybridansatzes, Additiv dann subtrahieren.
? Benötigen Sie Hilfe bei der Auswahl?
Le Creator wartet hauseigene Maschinen sowohl für die CNC-Bearbeitung als auch für die Metalladditivfertigung Wir analysieren Teilegeometrie, Volumen, Anzahl der Merkmale und Gesamttoleranzen, um einen optimalen Prozess oder Hybrid zu empfehlen Wir sind nicht auf eine der beiden Maschinen ausgerichtet.
Die CNC-Bearbeitung übertrifft den Metall-3 D-Druck für Teile mit hohen Volumenanforderungen, engen Toleranzen und einfachen Geometrien. Der Metall-3 D-Druck übertrifft die CNC-Bearbeitung für Teile mit komplexen, internen Merkmalen und geringen Volumenadditivanforderungen. Der richtige Prozess hängt von den Besonderheiten ab: Geometrie, Volumen, Material, Toleranz. Oft liefert ein Hybridansatz den besten technischen und wirtschaftlichen Wert.
Metall-AM weist einige Probleme auf: Rauheit im Bauzustand Ra 6-10 mm (150-250 Mikrozoll), Toleranzen lockerer als CNC 0,1 mm (4 mil), hohe Pulverkosten $100-$500 pro Kilogramm (2,2 lbs), lange Bauzeit 5-20 mm/h, Werkzeuganforderungen für Stützstrukturen, Spannungsabbau, HIP, Bauhülle begrenzt auf etwa 400 mm Würfel.
Nr. CNC-Bearbeitung wird immer effizienter für hohe Lautstärke, enge Toleranz, große Teile Metall AM wird für komplexe Geometrien, Teile mit geringem Volumen, und Teil-Mix-Konsolidierung verwendet Branchenexperten schlagen vor, dass die Zukunft der Fertigung hybrid ist und dass ein Prozess wird nicht vollständig ersetzen das andere.
Die Toleranzen der DMLS/SLM-Endteile betragen etwa 0,1 mm (0,004”) mit einer Maßgenauigkeit von etwa 0,1-0,2%. Anschließend wird die Toleranz durch CNC-Bearbeitung basierend auf kritischen Merkmalen auf etwa 0,025 mm gesenkt. EBM hat eine ähnliche Genauigkeit wie bei 0,2 mm.
Zu den Metallen, die in der additiven Fertigung am leichtesten erhältlich sind, gehören: Titanlegierungen (Ti-6Al-4 V am beliebtesten), Nickellegierungen (Inconel 718, Inconel 625), rostfreie Stähle (316, 17-4 PH), Aluminiumlegierungen (AlSi10Mg), Kobalt-Chrom-Legierungen (CoCr), Werkzeugstähle (H13, Maraging), Kupferlegierungen. Die AM-Bibliothek wächst, ist aber nicht so breit wie CNC. Beispielsweise werden Legierungen wie Messing und 7075-Aluminium nicht in AM-Pulvern angeboten.
Bezüglich der Kosten von Metall-AM kommen die üblichen Schlussfolgerungen zu dem Schluss, dass es für Teile, bei denen es sonst hohe Kosten verursachen würde, wirtschaftlich attraktiv ist (Komplexgeometrie in geringen Mengen), für die Konstruktion für Montagezwecke, die Verlegung vieler Teile bis hinunter zu einem für schwer maschinelle Geometrien und für Rapid Prototyping, bei dem das Werkzeug mehr gekostet hätte als die Herstellung









