


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


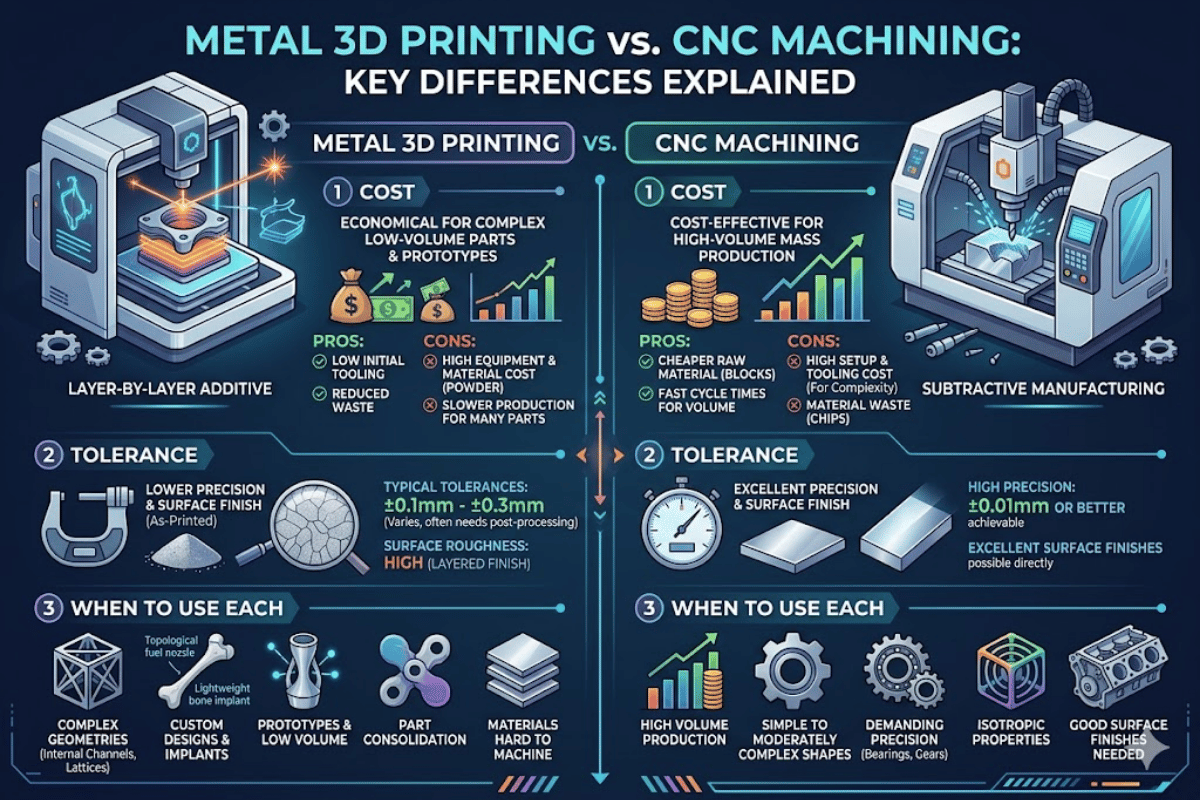
Impression 3 D en métal vs Usinage CNC Coût, tolérance, finition de surface et guide de décision
Mise à jour de mars 2026 ~ 12 min lire Guide de comparaison
Additif ou soustractif ? la géométrie des pièces détermine la réponse Les imprimantes DMLS, SLM et EBM construisent les pièces couche par couche à partir de poudre, créant ainsi des géométries qui seraient mécaniquement non manufacturables avec un outil de coupe. Usinage CNC commence à partir d'un morceau de stock et élimine le matériau dans une tolérance serrée, une meilleure finition de surface, un coût par pièce inférieur au volume.
Ce guide met les deux processus : tolérances réelles, finition de surface, coût par pièce et seuil de rentabilité du volume, vous pouvez donc choisir le bon processus (ou le bon flux de travail hybride) pour chaque conception. Si vos pièces impliquent Services d'impression 3D ou usinage de précision, la comparaison ci-dessous couvre tous les points de données de conception.

Avant d'entrer dans les spécificités du processus, voici les ingénieurs instantanés côte à côte vers lesquels se tournent en premier.
| Paramètre | Impression 3 D en métal (DMLS/SLM) | Usinage CNC |
|---|---|---|
| Type de processus | Additif construit couche par couche à partir de poudre métallique | Subtractive élimine le matériau avec les outils de coupe |
| Tolérance (telle que construite) | ±0,1 mm (±0,004″) | ±0,025 mm (±0,001″) |
| Tolérance (post-usiné) | ±0,025mm | ±0,005mm |
| Finition de surface (telle que construite) | Ra 50 µm | Ra 0.813,2 µm |
| Matériaux | Ti-6Al-4V, Inconel 718, 316L, AlSi10Mg, CoCr | Tous les métaux + plastiques d'ingénierie |
| Taille de pièce maximale | ~400×400×400mm (volume de construction typique) | Limité par le déplacement de la machine (jusqu'à 2 m+) |
| Délai d'exécution (prototype) | 1 jours | 3 jours |
| Coût par pièce (petite pièce en Ti) | $50$200 | $30$150 |
| Meilleur pour | Géométrie complexe, treillis, faible volume, prototypes | Tolérance serrée, géométrie simple, volume élevé |
Le tableau raconte l'histoire principale : l'usinage CNC est plus précis, plus rapide par pièce et moins cher à l'échelle L'impression 3 D en métal permet des géométries qu'une machine CNC ne peut pas produire et supprime le délai d'outillage pour les petits lots De nombreuses applications commerciales utilisent à la fois l'impression d'une forme presque nette, puis Fraisage CNC les interfaces.

Une fine couche de poudre métallique (20-60 m) est dispersée sur la plate-forme de construction Un laser intense (DMLS/SLM) ou faisceau d'électrons (EBM) fait fondre la poudre un peu comme un marteau souffle de l'acier fondu dans la forme souhaitée Après chaque couche, la plate-forme de construction abaisse une profondeur de couche, de nouveaux dépôts de poudre et le processus se répète : des centaines ou des milliers de fois.
Une fois la construction terminée, les pièces sont toujours montées sur la plate-forme de construction par leurs structures de support Le post-traitement est inévitable : EDM filaire ou scie à ruban pour extraire la pièce, décapage de support, soulagement des contraintes et souvent pressage isostatique à chaud (HIP) pour densifier la pièce. Les éléments critiques (arceaux, faces d'accouplement filetées, faces d'accouplement filetées nécessitent presque toujours une finition CNC pour la forme et une tolérance appelée pour la conception.
L'usinage CNC commence avec une barre pleine, une billette ou des pièces moulées. Une gamme d'outils de coupe comprenant des fraises, des perceuses, des tours, EDM 1500 % de la voiture éloigne l'excès de matière dans les chemins d'outils conçus Les pièces sortent de la machine près de la forme, ce qui réduit les opérations secondaires.
Pas de structures de support, pas de manipulation de poudre, pas de cycle HIP. Machines CNC 4 axes ou 5 axes peut usiner la plupart des fonctionnalités externes avec une seule configuration La géométrie est le facteur limitant : si un coupeur ne peut pas accéder physiquement à un canal interne ou à une contre-dépouille profonde, la fonctionnalité ne peut pas être usinée.
⚙️ Note d'ingénierie
L'impression 3 D en métal croît à 5-20 cm/h. Les taux d'enlèvement de matière pour CNC vont de 50-500 cm/h. Pour les pièces simples, CNC battent le taux d'enlèvement de matière de 10-25. pour les formes simples, évidées avec des caractéristiques internes complexes hors de portée de n'importe quel cutter, AM est le seul processus de fabrication réalisable.
La tolérance et la finition sont les gardiens de nombreuses pièces fonctionnelles Le tableau suivant ventile les chiffres par certaines variantes de processus.
| Paramètre | DMLS/SLM | EBM | Fraisage CNC | Tournage CNC |
|---|---|---|---|---|
| Tolérance AS-Bruit | ±0,1 mm | ±0,2 mm | ±0,025mm | ±0,013mm |
| Tolérance post-usinée | ±0,025mm | ±0,05 mm | N/A | N/A |
| Finition de surface (telle que construite) | Ra 60 µm | Ra 2035 µm | Ra 0,8 µm | Ra 0,4 µm |
| Finition de surface (post-traitée) | Ra 1,6 µm (poli) | Ra 3,2 µm | N/A | N/A |
| Précision Dimensionnelle | ±0.10.2% | ±0.20.3% | ±0,005% | ±0,003% |
L'écart est énorme Le tournage de précision prend 0,013 mm en standard - environ 8 plus serré que la capacité telle que construite de SLM. EBM est généralement utilisé pour l'aérospatiale en titane et implant médical parties de la valeur la plus élevée, car sa finition de surface est médiocre mais le taux de fonctionnement du produit est élevé et la contrainte résiduelle faible.
💡 Conseil pratique
La plupart des pièces AM métalliques reçoivent une finition CNC, sous la forme d'usinage de surfaces d'accouplement, de données, de caractéristiques filetées et d'ajustements par presse. Ce processus hybride offre la liberté géométrique de l'AM avec la précision dimensionnelle du CNC, donc lors de la conception pour la finition AM + CNC, permet une addition de stock de 0,5 à 1,0 mm sur les surfaces usinées.

Le coût est là où il devient délicat L'impression 3 D en métal n'a pas de coûts d'outillage ou de mise en place, mais la poudre est coûteuse et les temps de cycle peuvent être longs Les machines-outils utilisées dans CNC ont une utilisation et un débit de matériaux élevés, mais le coût initial peut être élevé pour la fixation et la programmation.
| Facteur de coût | Impression 3 D en métal | Usinage CNC |
|---|---|---|
| Configuration/Outillage | $0 (aucun outillage requis) | $50$200 (fixations, programmation) |
| Coût Matériel | $100$500/kg (poudre métallique) | $5$50/kg (barre de stock) |
| Temps machine | $100$300/hr | $40$120/hr |
| Post-traitement | Obligatoire (HIP, retrait du support, finition CNC) | Minimal (débavurage, anodisation si nécessaire) |
| Coût par pièce (1 unité, complexe Ti) | $200$800 | $500$2,000+ (si usinable) |
| Coût par pièce (1 000 unités, Al simple) | $150$400 | $15$50 |
| Volume inégal | AM gagne à <50 unités (pièces complexes) | CNC gagne à >200 unités |
Exemple concret : Boeing a déclaré produire un support satellite via une impression 3 D en métal pour environ $800 par unité La version équivalente usinée CNC (fixation multi-axes) nécessitant une fixation de matériaux significative et un retrait important de matériaux d'une billette de titane (coût sur $2 000).La partie imprimée était également plus légère de 301TP3 T en raison d'une géométrie optimisée pour la topologie.
Cependant, pour les boîtiers simples en aluminium produits en lots de 1 000 pc, CNC peut rivaliser à $15-$50 par pièce par rapport à $150-$400 pour AM. Pour une géométrie standard au volume de production, CNC gagne d'un facteur 5-10.
📈 Volume Règle du pouce d'équilibre
Pour les géométries complexes en Inconel ou en titane, le point de croisement est généralement plus proche de 50-200 unités En dessous, l'avantage de 0-outillage d'AM prend de l'avance Au-dessus, le 0-coût par pièce de CNC prédomine Pour une géométrie simple en aluminium ou en acier, CNC est moins cher à presque tous les volumes.
L'usinage CNC peut être effectué avec n'importe quel métal usinable ou la plupart des plastiques Les matériaux d'impression 3 D métalliques sont limités à ceux disponibles sous forme de poudre atomisée au gaz - une base de données en croissance rapide mais encore limitée De plus, le taux de solidification rapide modifie la métallurgie, créant des microstructures à grains fins qui ont souvent des propriétés mécaniques différentes par rapport aux versions coulées ou corroyées du même alliage.
| Matériel | AM disponible? | CNC disponible? | Force de traction AM | Résistance à la traction corroyée | AM Allongement | Allongement Forgé |
|---|---|---|---|---|---|---|
| Ti-6Al-4V | ✅ | ✅ | 1,0501,100 MPa | 950 1 050 MPa | 8% | 1015% |
| Inconel 718 | ✅ | ✅ | 1 200 1 350 MPa | 1 2400,400 MPa | 1018% | 1221% |
| Acier inoxydable 316L | ✅ | ✅ | 620 680 MPa | 515620 MPa | 3050% | 4060% |
| AlSi10Mg | ✅ | En fin de compte (émission équivalente) | 38045 MPa | 300350 MPa (coulée) | 59% | 35% (diffusion) |
| CoCr (Cobalt-Chrome) | ✅ | ✅ | 1 100 1 300 MPa | 900,100 MPa | 812TP3T | 8% |
| 6061-T6 Aluminium | ❌ | ✅ | — | 310 MPa | — | 1217% |
| 7075 Aluminium | ❌ | ✅ | — | 572 MPa | — | 11% |
| Laiton/Bronze | ❌ | ✅ | — | varie | — | varie |
Un thème commun émerge ; versions AM du Ti-6Al-4V, Acier inoxydable 316L, 4, et AlSi10Mg ont généralement une résistance à la traction plus élevée que leurs équivalents corroyés ou coulés, car une microstructure fine est souvent présente. À noter cependant ; l'allongement (ductilité) peut être plus faible et l'anisotropie doit être prise en compte lors de la conception en raison de la présence de propriétés hautement directionnelles dans la direction de construction par opposition au plan XY.
L'usinage CNC peut être effectué avec n'importe quel alliage sous forme de barres, de billettes ou de forgeage. Cela inclut les aluminiums haute résistance (7075, 2024), le laiton d'usinage libre, les alliages de cuivre et d'autres aciers spécialisés qui n'ont pas actuellement d'équivalent poudre. Si votre matériau n'est pas disponible sous forme de poudre, l'usinage l'a emporté.

Pour de nombreuses pièces de grande valeur, la fabrication hybride entre les processus additifs et soustractifs permet d'obtenir le meilleur coût, la meilleure qualité et les meilleurs délais Imprimer la géométrie interne complexe, propriétaire sur l'imprimante Machine les faces d'accouplement, les joints et les fils sur un CNC Cette approche est la norme de l'industrie pour pièces structurelles aérospatiales et moules et outillage haut de gamme.

Cette liste de contrôle vous permet d'identifier le processus idéal : un hybride : imprimez les fonctionnalités internes difficiles, usinez les fonctionnalités externes faciles.
☑️ Liste de contrôle de sélection des processus
La plupart des pièces se situent quelque part au milieu : un avantage d'impression de caractéristiques internes associé à de nombreuses caractéristiques internes les mieux usinées. C'est l'essence d'une approche hybride, additive puis soustraite.
📨 Besoin d'aide pour choisir?
Le Creator maintient des machines internes pour l'usinage CNC et la fabrication additive métallique Nous analysons la géométrie des pièces, le volume, le nombre de caractéristiques et les tolérances globales pour recommander un processus optimal ou hybride Nous ne sommes pas biaisés vers l'une ou l'autre machine.
L'usinage CNC surpasse l'impression 3 D en métal pour les pièces ayant des exigences de volume élevé, des tolérances serrées et des géométries simples L'impression 3 D en métal surpasse l'usinage CNC pour les pièces ayant des caractéristiques internes complexes et des exigences en matière d'additifs de faible volume Le bon processus dépend des spécificités : géométrie, volume, matériau, tolérance Souvent, une approche hybride donne la meilleure valeur technique et économique.
Le métal AM présente quelques difficultés : rugosité telle que construite Ra 6-10 mm (150-250 micropouces), tolérances plus souples que le CNC 0,1 mm (4 mils), coût élevé de la poudre $100-$500 par kilogramme (2,2 lbs), temps de construction long 5- 20 mm/h, exigences d'outillage pour les structures de support, soulagement des contraintes, HIP, enveloppe de construction limitée à environ 400 mm de cube.
L'usinage CNC n° sera toujours plus efficace pour les pièces à volume élevé, à tolérance serrée, les pièces de grandes dimensions Le métal AM est utilisé pour les géométries complexes, les pièces à faible volume et la consolidation du mélange de pièces Les experts de l'industrie suggèrent que l'avenir de la fabrication est hybride et qu'un processus ne remplacera pas complètement l'autre.
Les tolérances de la pièce finale DMLS/SLM sont d'environ 0,1 mm (0,004”) avec une précision dimensionnelle d'environ 0,1 à 0,2%. Suite à cela, l'usinage CNC basé sur des caractéristiques critiques fait descendre la tolérance à environ 0,025 mm. EBM a une précision similaire à celle construite à 0,2 mm.
Les métaux les plus facilement disponibles dans la fabrication additive comprennent : les alliages de titane (Ti-6Al-4 V les plus populaires), les alliages de nickel (Inconel 718, Inconel 625), les aciers inoxydables (316, 17-4 PH), les alliages d'aluminium (AlSi10 Mg), les alliages cobalt-chrome (CoCr), les aciers à outils (H13, Maraging), les alliages de cuivre La bibliothèque AM se développe mais pas aussi large que CNC. Par exemple, les alliages comme le laiton et l'aluminium 7075 ne sont pas proposés dans les poudres AM.
En ce qui concerne le coût de la FA métallique, les conclusions habituelles sont qu'elle est économiquement intéressante pour des pièces où elle serait autrement de géométrie complex élevée en faibles quantités (<50), pour la conception à des fins d'assemblage réduisant de nombreuses pièces à une, pour des géométries difficiles à usiner, et pour un prototypage rapide où l'outillage aurait coûté plus cher que la fabrication









