Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.


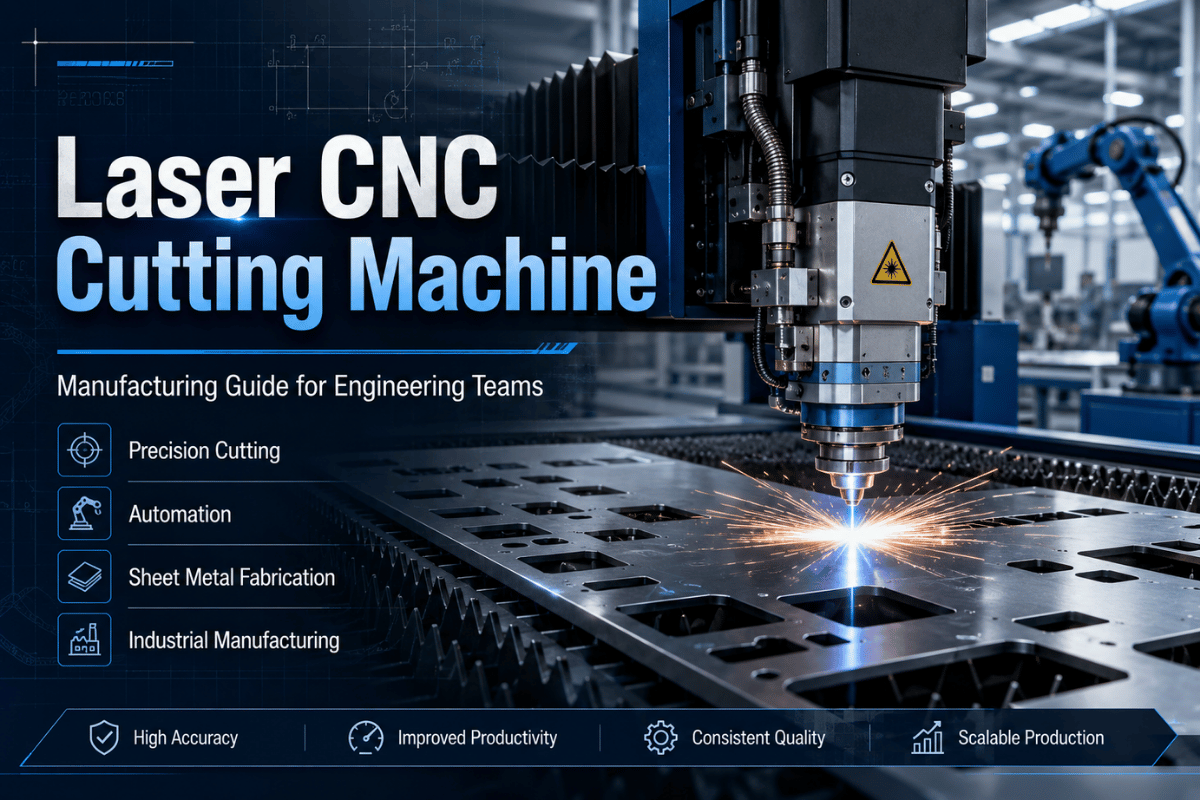
From part specification to high quality, rapid prototype fabrication through 10,000 piece production runs, the variables that influence decision-making and cut performance are covered here: technology principles, fiber versus CO for different materials, hole or edge tolerances, machine cost analysis, and when choosing to outsource to a laser service makes sense.
²8203; Quick Reference: Laser CNC Cutting Machine Specifications
| Parameter | Typical Value |
|---|---|
| Kerf width — fiber laser | 0.1–0.3 mm |
| Kerf width — CO₂ laser | 0.3–0.5 mm |
| Positioning tolerance | ±0.025–0.1 mm |
| Cutting speed (6 mm mild steel, 3 kW, N₂) | 2.5–3.5 m/min |
| Power range available | 500 W–30 kW |
| Sheet thickness range | 0.5–30+ mm |
| Positioning accuracy | ±0.05 mm |
Source: TRUMPF fiber and CO laser cutting specifications, generic industry performance data.

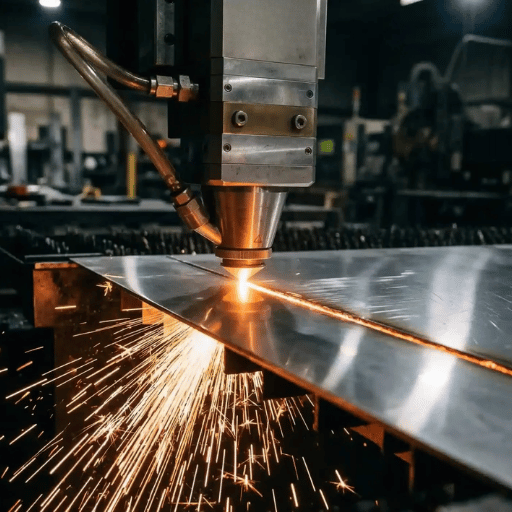
The laser cnc cutting machine contains three main systems: the laser source, the beam delivery and focus system, and the CNC motion platform.
The laser source provides the raw beam. For fiber laser machines, the beam is e×pelled through an industrial grade fle×ible fiberoptic cable-no mirrors to align, and maintain, which reduces maintenance through out the lifetime of the system. In Co machines, the beam is deflected through a solenoid-driven set of four fi×ed mirrors that requires periodic realignment.
Inside the cutting head, thebeam is lowered to a focus level. An optical set of lenslets concentrates the beam to a diameter of 0.1-0.3mm. The optimal focus height is critical to the cut, and is managed by a set of capacitive sensors designed to automatically adapt for uneven or bowed sheets.
The Matiram Nutsagon performs bulk of the material removal. The laser heats material until it melts or boils, while an inert gas blasts the melted material out of the cut kerf. Co materials, for example, are unstable in oxygen and require a nitrogen environment to form a stable vapor, while a higher pressure fusion cutting produces a clean cut in thin, clean sheets of stainless steel and aluminum:
The CNC controller reads the part geometry (DXF or DWG file), sets up the cut path, and compels the motion axes. Flat-sheet machines read X/Y with a Z axis for a focal height, while 5-axis configurations handle tube and pipe cutting. Eight variables control cut quality: focal length, cutting speed, assist gas type, gas pressure, standoff distance, pulse rate, beam quality (M factor), and nozzle diameter. Having all eight dialed in is the reason laser cutting remains a process – not simply directing a beam at metal.
The fiber versus CO question is not about which laser is better overall. It is about what you are cutting – the physics of wavelength absorption at the material level dictates all other considerations.
Fiber lasers emit at 1,064 nm. Metals absorb this wavelength readily, providing quick, smooth cuts in steel, aluminum, copper, and brass. COs emit at 10,600 nm. Metals are largely reflective at this longer wavelength, creating a physics issue for highly reflective alloys. Non-metals absorb the CO wavelength extremely well: acrylic, wood, leather, and cloth. A CO on acrylic produces a mirror-smooth, fire-polished edge that needs no finishing; a fiber laser on acrylic produces a rough, unsatisfactory result.
| Parameter | Fiber Laser | CO₂ Laser |
|---|---|---|
| Wavelength | 1,064 nm | 10,600 nm |
| Electrical efficiency | 30–40% | 10–15% |
| Best materials | All metals | Non-metals; mild/stainless steel |
| Copper / Brass cutting | ✓ Compatible | ✕ Back-reflection risk |
| Beam delivery | Flexible fiber cable | Mirror relay (alignment required) |
| Maintenance burden | Lower | Higher (tube replacement, mirrors) |
| Acrylic edge quality | Rough | Polished (fire-finished) |
One drawback with COs that doesn’t come up in comparison guides: linear polarization. The CO beam is linearly polarized, so cut characteristics differ depending on which way the cut path runs relative to the polarization axis. When machining a curving outline, the effective beam-material relation will vary along the arc – causing inconsistent burr creation on different sides of the same profile. Fiber lasers deliver orientation-agnostic beam quality; behavior remains constant with cut direction. For precision contours on sheet metal, this offers measurably better edge quality across complex shapes.
“The fiber laser’s beam quality and polarization independence make it the preferred technology for consistent cut quality across complex contours and highly reflective metal alloys.” — TRUMPF laser cutting technical documentation
Yes – COs cut mild steel and stainless steel at moderate thickness (up to 10-15 mm depending on power). For any shop working in steel, a high-power CO remains a defensible investment.
The hard limit appears with highly reflective materials. Copper, brass, and pure aluminum reflect the 10,600 nm wavelength impinging on the surface, risking damage to optics and the cutting head. Fiber laser becomes necessary for these materials – no work-around exists. For any shop cutting both steel and copper or brass alloys, fiber laser remains a sacrosanct single-machine resolution.
| Material | Recommended Laser | Notes |
|---|---|---|
| Mild steel | Either | CO₂ viable; fiber faster at thin gauges |
| Stainless steel | Fiber preferred | Oxide-free edges with N₂ fusion cutting |
| Aluminum 6061 | Fiber | CO₂ edge quality degrades above 3 mm |
| Copper / Brass | Fiber only | CO₂ back-reflection damages optics |
| Titanium | Fiber | N₂ fusion only — prevents oxide contamination |
| Acrylic / PMMA | CO₂ | Polished fire-finished edge; fiber unsuitable |
| Wood / MDF | CO₂ | Fiber produces rough, charred edge |
| Carbon fiber (CFRP) | CO₂ or fiber (with caution) | Test required; dust is hazardous |

A laser CNC machine handles a wider material range than most engineers initially expect — but the hard limits matter, particularly for operator safety.
| Material | Max Thickness (3 kW) | Max Thickness (6 kW) | Cutting Gas |
|---|---|---|---|
| Mild steel | 16 mm (O₂ flame) | 25 mm (O₂ flame) | O₂ or N₂ |
| Stainless steel | 10 mm | 20 mm | N₂ (fusion) |
| Aluminum 6061 | 8 mm | 12 mm | N₂ |
| Copper / Brass | 5 mm | 8 mm | N₂ or Ar |
| Titanium | 6 mm | 10 mm | N₂ only |
| Acrylic / PMMA | 25 mm (CO₂) | — | Air (CO₂ laser) |
| Wood / MDF | 15 mm (CO₂) | — | Air (CO₂ laser) |
For aluminum parts, fiber laser produces significantly better edge quality than CO₂ above 3 mm — the 1,064 nm wavelength absorbs into aluminum more efficiently, giving cleaner fusion cuts with N₂ gas. For aluminum CNC machining projects that combine laser-profiled blanks with machined features, edge quality from the laser stage directly affects downstream fixturing accuracy. Similarly, stainless steel and titanium parts destined for aerospace or medical applications require fusion cutting to prevent edge oxidation that would trigger post-processing. See Lecreator’s sheet metal fabrication processes guide for how laser cutting fits into a complete workflow.
All plastics are beyond the scope. Four materials are absolute exclusions: PVC – releases hydrogen chloride (highly toxic, will damage machine optics), galvanized steel (zinc oxide fumes toxic), tempered glass (shatters from internal stress), and concrete or stone (laser will not cut it). Carbon fiber reinforced polymer can be cut but requires dedicated enclosed equipment with industrial extraction – many shops avoid it because of carcinogenic dust.
Engineering note – Heat-Affected Zone (HAZ): Laser produces very localized heating along the cut edge, resulting in a narrow HAZ (typically 0.1-0.3 mm wide). For general structural sheet metal that is irrelevant. For AS9100D aerospace parts or ISO 13485 medical appliances where dimensional stability and surface quality matter, specify fusion cutting with N and ISO 9013 Grade 2 or better – this cuts down on HAZ and avoids drag lines that need further finishing. Lecreator’s sheet metal fabrication services team flags HAZ target on every aerospace and medical order during DFM review.
Tolerance numbers differ by material thickness, machine state, programming input, and how precisely your drawing states the dimension.
| Tolerance Class | Value | Typical Application |
|---|---|---|
| Standard | ±0.1–0.2 mm | General fabrication, structural parts |
| Precision | ±0.05–0.1 mm | Fit-up assemblies, enclosures |
| High-precision | ±0.025–0.05 mm | Aerospace brackets, medical devices |
| Lecreator service | ±0.127 mm (±0.005″) | Sheet metal prototypes and production runs |
ISO 9013:2017 is the standard to specify on engineering drawings for laser-cut edges. It defines five cut quality grades based on two measured parameters: perpendicularity tolerance (u) and surface roughness (Ra). Grade 1 is the finest; Grade 5 is the roughest. Tolerance bands are set by material thickness, giving buyers and suppliers a shared reference.
For AS9100D aerospace and ISO 13485 medical parts, specify ISO 9013 Grade 2 or better for laser-cut edges. Anything at grade 3 or above will leave visible drag lines (striations in resolidified slurry), often requiring additional grinding to pass surface finish specifications, adding lead time and adding cost that would have been avoidable.
Kerf compensation: the laser removes material equal to its kerf width (0.1–0.3 mm for fiber). A properly configured machine applies automatic kerf compensation so hole and profile dimensions match the drawing. Confirm that any laser cutting service applies kerf compensation — shops that skip this step shift all hole dimensions by half the kerf width, causing fit problems in assemblies.
Lecreator achieves ±0.005″ (0.127 mm) on sheet metal prototypes and production orders, verified through our ISO 9001:2015 quality management system. For tight-tolerance aerospace or medical components, our rapid prototyping service includes first-article inspection documentation and dimensional reports on request.

Entry-level to industrial fiber laser CNC machines lean toward $12,000-to-$600,000+. The range is this broad because fiber laser can mean anything from a 1 kW hobby machine to a 30 k W zero-gap thick-plate beast.
| Category | Power | Price Range |
|---|---|---|
| Entry-level (Chinese-manufactured) | 1–2 kW | $12,000–$40,000 |
| Mid-range US/EU distributor | 1.5–3 kW | $60,000–$100,000 |
| Industrial fiber laser | 3–6 kW | $100,000–$200,000 |
| High-power industrial | 6–12 kW | $185,000–$260,000 |
| Ultra-high-power production | 15–30 kW | $300,000–$600,000+ |
For reference of industrial prices:the Haas HFL-1313(1.5 k W, 1,3001,300mm table) lists at $89,995 the haas HFL-3015-12(12k W,3,0001,500mm table) lists at $249,995.
The hidden cost multiplier – 5-year total cost of ownership:Purchase cost is the figure that gets budget focus. Operating cost is the measure that defines whether ownership makes economic sense. Average operating costs for a middle-range industrial fiber laser(3-6k W) run as follows:
That’s an annual operating cost – before operator salary – of $15,000-$30,000/year for shops with a nitrogen generator, and $30,000-$55,000+ annual cost for shops with a Dewar tank supply. Most engineers underestimate 5-year TCO by 2-3; nitrogen supply is almost always the largest outlier.
5-Year TCO = Machine Price + (Annual OpEx × 5)
Break-Even Volume = 5-Year TCO ÷ (Service Price per Part − Material Cost per Part)
6 factors call for a given company. Complete each step before making big capital decisions.
| Factor | Buy a Machine | Use a Cutting Service |
|---|---|---|
| Monthly volume | >1,000 parts/month, consistent | <500 parts/month or variable |
| Capital available | $100K+ capex budget available | Capital constrained or earmarked elsewhere |
| Lead time needed | 5+ days acceptable | <3 days; same-day sometimes required |
| Material variety | 1–2 materials, consistent | 5+ material types or frequent changes |
| Operating staff | Full-time CNC operator on payroll | No dedicated CNC staff available |
| Scalability | Predictable long-term capacity needs | Volume spikes; on-demand scaling required |
Most companies that purchase a $100K-$200K fiber laser have job shops or original equipment manufacturing companies with consistent high-volume outputs in a narrow material window. Product companies, hardware startups, R & D groups, and job/machine shop contract manufacturers work best outsourcing.
Scenario: 20-person startup’s product designer needs 50 laser-cut 6061 brackets for a trade show – five days out. Design isn’t frozen and might change post-show. Buying a machine means months procuring and installing. Sending the DXF to a laser cutting service on Monday means parts by Thursday. No capital outlay, no additional employee – the machine lies fallow after the event.
Where outsourcing always wins: prototyping, volumes< 500+ parts/month, multi-material needs, regulated sectors where the service provider’s credentials match your parts, projects where full sheet metal fabrication – laser cut, folded, welded, finished – under one roof beats multiple vendors.
Lecreator provides laser cutting as part of our sheet metal fabrication services and rapid prototyping service. This framework reflects patterns we’ve observed across 10,000+ projects — funded hardware startups, mid-market manufacturers, Fortune 500 aerospace suppliers. We provide the service, not the machines — so we have no financial stake in your equipment purchase decision. The machine-ownership case above is included because it’s genuinely the right outcome for some customers.
For teams comparing CNC machining service vs. laser cutting: Lecreator is the only service that does both on one system—laser cutting for 2D profiles, CNC machining for 3D features, threads, close-tolerance holes, no exchanging work or parts between vendors.
Ready to run a test cut? Request a free quote — no MOQ, 24-hour turnaround available →
Four major trends are redefining procurement choices and machinery investment calculators heading towards 2026.
Seasonal note: Search for laser cnc cutting machines peaks in September, around 83% above June lows—paralleling North American manufacturing Q3 capital equipment purchasing cycles. If buying, executive approvals and vendor go/no go often cluster in Q3—align your search agenda accordingly.
Indeed. A laser cnc cutting machine combines a laser source—fiber or CO—with a CNC motion platform that dynamically adjusts a cutting head along axis X,Y,Z based upon imported CAD geometry. It takes CAD files—DXF or DWG—and cuts at production speeds without tool change over sheet stock, tube stock, and non-metal materials.
Entry-level Chinese-manufactured fiber laser CNC machines start at $12,000–$40,000. US and EU-distributed industrial machines run $60,000–$200,000 for 1.5–6 kW systems; high-power machines (12 kW+) reach $250,000–$600,000+. Budget for 5-year total cost of ownership at 2–3× the purchase price — annual operating costs add $15,000–$50,000+ per year depending on assist gas supply method.
A 20 kW fiber laser can cut approximately 40 mm mild steel (O₂ flame cutting), 30 mm stainless steel (N₂ fusion cutting), and 25 mm aluminum. Achievable thickness depends on cutting speed requirements and edge quality specification — pushing maximum thickness slows throughput and reduces cut quality significantly. For production applications, cutting well within rated maximums delivers better results than running at the limit.
Never cut PVC (releases toxic chlorine fumes), galv steel (spits out zinc oxide fumes), tempered glass (breaks from internal function), concrete, stone. Carbon fiber reinforced polymer manageable but can emit carcinogenic particulate, require enclosure+ Industrial extraction: no shops accept active CFRP parts. Check paint+plate coating combinations before cutting any painted, powder-coated, or zinc plated.
Laser cutting is faster and lower-cost than CNC milling for 2D profiles and sheet metal parts. It cannot produce 3D features, threaded holes, counterbores, or tight-tolerance turned diameters. The practical answer is process combination: laser cut the flat profile, then CNC machine the 3D features. For hardened tooling steel with intricate internal features, EDM machining is often the complementary process.
DXF is the industry standard—every laser CNC vendor accepts it. DWG (AutoCAD native) works at most shops. AI (Adobe Illustrator) and SVG are accepted for sheet work at a lot of job shops. Some accept STEP files to program off 3D models. DXF from your CAD—best for overcoming conversion barriers, commitment to 3rd-party laser software.
Laser cutting provides 0.05-0.1 mm tolerances while plasma generally yields 0.5-1.5 mm. The laser supplies a smaller kerf for superior edge quality and is suitable for very thin sheet of 0.5 mm – a range where plasma cannot work. The speedy, less expensive per cut minute process for very thick structural steel (25 mm +) is plasma and it does not require a nitrogen supply.
For fine prototyping, precision parts or with thin gage work a laser is the ideal choice. For a heavy structural fabrication with relatively large edge quality tolerance in the thick plate, the plasma or the waterjet may per part produce the best economics.
Reviewed by the Lecreator Engineering Team
ISO 9001:2015, AS9100D, and ISO 13485 certified manufacturer of precision prototypes and sheet metal fabricated parts. With 10,000+ projects delivered in aerospace, medical device, EV, and industrial automation, Lecreator’s engineering team writes from the production floor — not the textbook. Request a free quote for your next laser cutting project →