


Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.


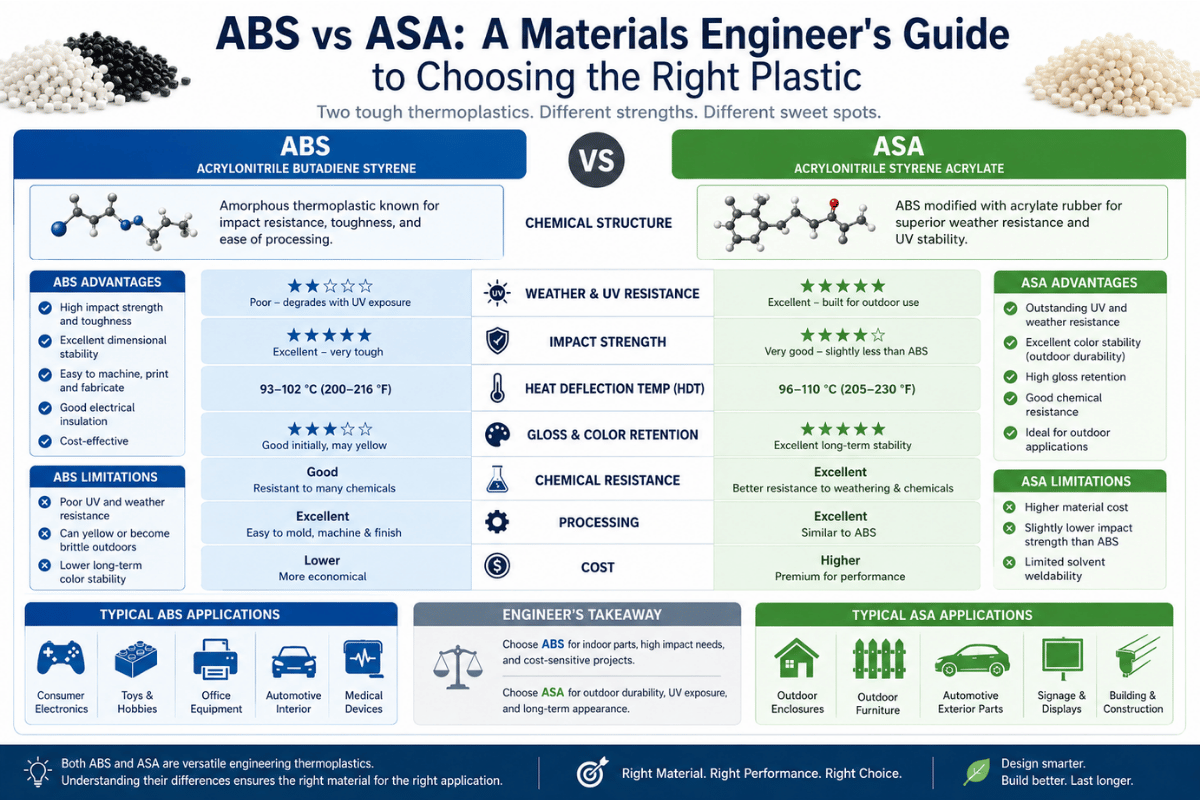
ABS vs ASA: A Materials Engineer’s Guide to Choosing the Right Plastic
If you have ever stared at a filament shelf or a resin spec sheet and wondered whether to spend the extra money on ASA, this is the comparison you need. ABS vs ASA looks like a simple swap on paper, but the right answer depends on whether your part lives indoors or outdoors, whether it gets machined or printed, and how much you trust the “ASA is just better” headlines floating around 3D printing forums. This guide pulls peer-reviewed data, current procurement pricing, and field-reported behavior into one engineering-grade comparison — with a 9-cell decision matrix at the end you can use to lock a choice in five minutes.
| Property | ABS | ASA | Test Method |
|---|---|---|---|
| Tensile strength | 29.6–60 MPa | ~30–55 MPa | ASTM D638 |
| Young’s modulus | 2.1–2.4 GPa | ~2.2 GPa @ 23 °C | ASTM D638 / D790 |
| Notched Izod impact | 200–400 J/m | ~150–280 J/m | ASTM D256 |
| Heat deflection (HDT) | 88–100 °C @ 1.8 MPa | 85–96 °C @ 0.46 MPa | ASTM D648 |
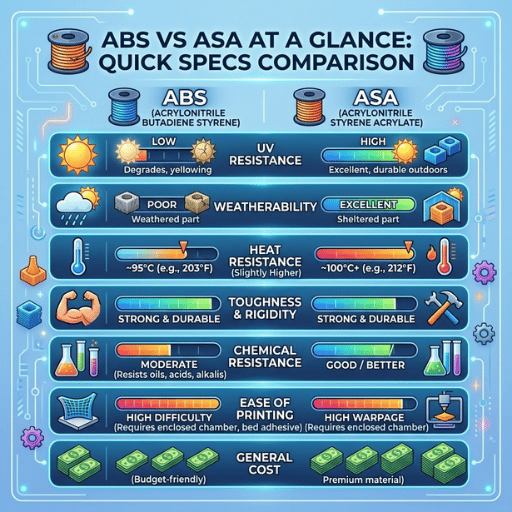
| UV resistance | Poor (yellows, embrittles) | Excellent (industry-cited up to ~10× ABS) | ASTM G154 |
| Styrene VOC at print | ~25 μg per g of part | < 1/4 of ABS | Chamber emission study |
| Resin price (Apr 2026) | $2.06–2.47 / kg | ~30–50% premium over ABS | Spot, by region |
| Primary use case | Indoor parts, automotive interior, CNC stock | Outdoor housings, exterior automotive, signage | — |
If your part never sees direct sunlight, ABS is almost always the right call-cheaper, more widely stocked, and easier to source as machinable sheet or rod. If the part lives outside for more than a year, ASA’s acrylate chemistry pays its premium. Everything below covers the edge cases where that simple rule falls apart.
ABS — acrylonitrile butadiene styrene — is a copolymer first commercialised by Borg-Warner in the 1950s. Three monomers do three jobs: acrylonitrile (15–35%) supplies chemical and heat resistance, butadiene (5–30%) supplies impact toughness as a rubbery dispersed phase, and styrene (40–60%) supplies surface gloss and rigidity. As a copolymer, ABS landed as one of the most widely available engineering plastics on the planet, with a deep distribution network for both specialty ABS grades and standard injection-mould resin.
ASA — acrylonitrile styrene acrylate — was launched by BASF in the early 1970s under the trade name Luran S. That chemistry change is small but consequential: ASA replaces ABS’s butadiene rubber with a grafted acrylic ester elastomer. Acrylate’s saturated backbone has no carbon-carbon double bonds for ultraviolet light to attack, while butadiene’s unsaturated rubber phase oxidises and breaks down under UV exposure. Everything ASA does better than ABS in sunlight traces back to that one substitution.
Mechanically, the two are siblings. Both are amorphous styrenic copolymers, both extrude and machine in similar temperature windows, and both share a common thermoplastic baseline: melt and reform on demand, dissolve in acetone, accept the same paints and primers. A peer-reviewed 2024–2025 plasticity study on Luran S 778 T measured a Young’s modulus of 2,206 MPa at 23 °C — within the same band reported for general-purpose ABS at room temperature. Real-world differences appear only when you walk those parts outside.
“Acrylonitrile styrene acrylate is widely used in outdoor structural applications due to its favorable mechanical stability and weather resistance.”
ABS Composition
ASA Composition
This is the one section where the ASA premium earns its keep. Industry technical bulletins and material datasheets routinely cite ASA as up to roughly ten times more weather-resistant than standard ABS — measured by colour stability, gloss retention, and tensile strength after accelerated UV exposure under standards such as ASTM G154 and ISO 4892-3. Treat the “10×” figure as a directional rule of thumb, not a calibrated number — the actual ratio depends on grade, stabiliser package, and test cycle.
That “ten times” claim is real in directional terms but mushy in details. Here is the disciplined version:
This is why ASA dominates outdoor automotive housings, marine enclosures, agricultural electronics, and outdoor signage — applications where a 12-month replacement cycle is unacceptable.
Design engineers are accustomed to specifying normal ABS for outdoor electrical enclosures because the silver- or black-pigmented prototype passed all the tests. Six to twelve months later the lid yellows, the side walls will crack near screw bosses and the design fails IP rating. Use this rough gauge: if the part will be subjected to more than one protective season of direct sunlight, ASA will actually be the cheaper material over the end of life, even if you pay 30–50% more in resin costs on initial moulding.
The 10× UV Rule of Thumb: it is fair to budget ASA outdoor service life at roughly 5–10× ABS for any given grade. It is not fair to quote a precise ratio without a specific datasheet and weathering protocol behind it. Use the rule for first-pass material selection; verify with the ISO 4892 data your supplier publishes for your specific grade.

The most widely propagated myth in the ABS-vs-ASA argument is that ASA is chemically stronger than ABS: this statement is false. At room temperature, when measured on a fresh test bar, ASA performs no better than ABS in the native state. ASA receives the reputation of being “stronger” due to its property retention after UV damage, not to any innate property advantage. Only after that statement has been corrected can the numbers prove out.
✔ Where ABS edges out
⚠ Where ASA edges out
A peer-reviewed plasticity study on ASA Luran S 778 T documented Young’s modulus of 2,206 ± 103 MPa and yield stress around 28 MPa at room temperature, with modulus climbing to ~2,490 MPa at −10 °C and dropping to ~2,100 MPa at 65 °C. Le Creator’s CNC-grade ABS specifications show a flexural modulus band of 2.1–2.4 GPa per ASTM D790. Within the noise of grade-to-grade variation, the two materials are mechanical equivalents at room temperature.
📐 Engineering Note
When designing snap-fits, threaded inserts, or load-bearing brackets, do not specify ASA expecting more strength than ABS. Specify ASA when the same mechanical envelope must hold up after years of UV exposure. For raw load-bearing performance with no UV exposure, ABS is mechanically equal and 30–50% cheaper.
This is where most readers actually meet these materials: a filament spool, a heated bed, and a question. Good news first: the same printer, same enclosure, and similar slicer profiles handle both. Differences live at the margins.
| Print Parameter | ABS Filament | ASA Filament |
|---|---|---|
| Nozzle temperature | 220–250 °C | 230–260 °C |
| Bed temperature | 95–110 °C | 90–110 °C |
| Enclosure | Strongly recommended | Strongly recommended |
| First-layer speed | ~25 mm/s | ~25 mm/s |
| Cruise speed | 40–60 mm/s | up to 50 mm/s |
| Cooling fan | Off / minimal | Off (warps with active fan) |
| Acetone vapour smoothing | Excellent — primary post-process | Limited — surface response is weaker |
Honest answer: ABS is slightly more forgiving on bed adhesion but warps more aggressively. ASA holds shape better but emits a sharper acrylate odour during heat-up and demands a stable enclosure temperature to avoid layer-line cracks on tall parts. Both materials are FDM-intermediate — neither is a “drop-in for PLA” filament. If you have not printed ABS successfully on your current machine, ASA will not save you; the failure mode is the same physics.
Running a 50-60 °C heated chamber will eliminate a large portion of warping for either material. If you do not have one installed, build a simple enclosure before fiddling with tentpole screw-setting techniques to achieve bed adhesion. Beta/field feedback from the Bambu Lab and Prusa machine forums very consistently highlights the lack of a chamber-temperature function as the biggest hindrance to high-quality ASA/ABS printing.
Brand selection matters less than people assume. PolyMaker, ColorFabb, Stratasys, Raise3D, Fillamentum, and 3DXTech all offer credible engineering-grade ASA. For ABS, the field is wider but quality is more variable — supplier datasheets are worth reading before committing to a 5 kg spool.

Here is something the 3D printing comparisons miss: most ASA vs ABS articles assume the part will be printed. For production runs in the hundreds or low thousands, CNC machining from sheet or rod stock is often faster and dimensionally tighter than printing — but only one of these materials has a real CNC supply chain.
ABS sheet and rod are stocked by major engineering plastic distributors worldwide — Professional Plastics, Piedmont Plastics, Laminated Plastics, and dozens of regional suppliers offer ABS in sheet thicknesses from 1 mm to 50 mm and rod diameters up to ~150 mm. Machine-grade ABS is engineered for low internal stress, dimensional stability, and clean chip formation. CNC machining ABS with carbide tooling at moderate speeds (surface speeds typically 200–500 fpm, depending on machine rigidity and part geometry) produces functional parts with ±0.001″ to ±0.005″ tolerance bands and Ra values from 1.6 µm down to under 0.4 µm with vapour polishing.
ASA sheet stock, by contrast, is mostly a niche supply: a handful of manufacturers — primarily serving the outdoor cladding and signage market — stock ASA sheet in limited thicknesses, with engineering-grade rod stock effectively missing from the engineering-plastic supply chain. Engineers needing CNC-machined ASA parts generally face one of three options: source filament-derived rod from specialty resellers, commission a custom extrusion run, or fall back to ABS and apply a UV-stable topcoat.
📐 Engineering Note
For CNC-machined parts where outdoor service life matters, the practical playbook is: machine from CNC-grade ABS, then apply a UV-stable two-component urethane or acrylic topcoat. This gives ASA-grade outdoor performance at ABS supply-chain economics, and sidesteps the ASA stock-availability problem entirely. For volume production above ~500 units, the calculation flips toward injection-moulded ASA.
Le Creator’s plastic CNC machining services default to ABS for prototype-to-bridge production and route any ASA inquiry to either a coated-ABS path or, for outdoor production volumes, an injection-mould partner. Industry distributors routinely stock ABS in twenty or more grade variants per region; the same scan for ASA returns single-digit results.
Once production volume crosses a few thousand units, the economics shift again. ABS is one of the highest-volume engineering thermoplastics on the planet — global ABS resin demand sat near 9.35 million tons in 2025, projected to reach 9.78 million tons in 2026 at modest growth, with the wider market forecast to scale from USD 17.20 billion in 2025 toward USD 21.71 billion by the early 2030s. That scale supports a large supplier base, predictable lead times, and a mould-tool ecosystem that has been refined over six decades.
ASA’s injection-mould market is smaller and more specialised, dominated by automotive exterior trim, outdoor electronics, and weather-exposed appliance components. The ASA & PC blends segment is forecast to grow at roughly 6.3% CAGR through 2033, outpacing pure ABS resin growth, but absolute volumes remain a small fraction of ABS.
| Production Method | ABS — Best Volume Range | ASA — Best Volume Range |
|---|---|---|
| 3D Print (FDM) | 1–50 units | 1–100 units (outdoor parts) |
| CNC Machining | 1–500 units | Rare — limited stock |
| Injection Molding | 500+ units, broad supplier base | 1,000+ units, specialised suppliers |

Resin pricing has moved fast in the past twelve months. As of April 2026, ABS spot prices reported by procurement-index trackers sat near US $2.39 / kg in North America, $2.47 / kg in Europe, and $2.06 / kg in Northeast Asia — representing year-over-year increases of roughly 20.7%, 28.6%, and 19.1% respectively. ⚠ These figures reflect spot pricing and may not reflect the current market by the time you procure; lock contracts where you can.
ASA resin commonly commands a 30–50% premium over equivalent ABS grades. That premium widens further on the filament side — engineering-grade ASA spools commonly run $30–45 / kg versus $20–30 / kg for ABS from the same brand. For prototyping budgets the ASA tax is real but absorbable; for production runs that premium compounds into meaningful working capital.
Hidden cost most teams miss: rework when you get it wrong — a tier-one automotive supplier specifying ABS for an outdoor mirror housing only learns the mistake when warranty claims start rolling in 12 months later. Field-replacement at that point dwarfs the original ASA premium.

Most of the 3D printing community treats ASA as the “safer-smelling” option. Peer-reviewed emission research backs that up — but with an important nuance.
A chamber-emission study published on PubMed Central directly compared ABS, ASA, Nylon, and PETG filaments under identical FDM conditions. Findings:
Styrene is classified by the International Agency for Research on Cancer (IARC) as Group 2A — probably carcinogenic to humans. OSHA’s permissible exposure limit for styrene in the workplace is 100 ppm averaged over an 8-hour shift, with a 200 ppm ceiling.
ASA emits less styrene than ABS, but it still emits styrene. Both materials require active ventilation or HEPA + activated-carbon filtration during printing. Open-frame printers in unventilated bedrooms or office corners are a documented exposure risk; the heat-up phase alone can produce a 3–5× spike over steady-state print emissions.

Because ABS and ASA share a styrene-acrylonitrile backbone, they cross-bond reasonably well. In practice:
For a deeper comparison of how engineering plastics behave alongside one another, see Le Creator’s analyses of acrylic vs polycarbonate and PEEK vs Ultem PEI for high-temperature engineering plastics.
Six questions, in order. Stop at the first “yes.”
Default rule: when in doubt, ABS. ASA is a focused upgrade for one well-defined problem – outdoor durability – and pays for itself in that lane. Outside it, ABS wins on cost, supply, and machinability.
| 9-Cell Decision Matrix | 3D Print (FDM) | CNC Machining | Injection Molding |
|---|---|---|---|
| Indoor parts | ABS | ABS | ABS |
| Mixed (semi-outdoor) | ABS w/ UV topcoat or ASA | ABS w/ UV topcoat | ABS or PCABS blend |
| Full outdoor | ASA | ABS w/ urethane topcoat | ASA |

Three trends are worth tracking if you specify either material at scale:
If you are planning a 2026 outdoor product run, the practical recommendation is to request your supplier’s PCABS roadmap alongside ABS and ASA quotes. The blended path often delivers a better engineering envelope than either pure resin at comparable cost.

Need ABS prototype parts machined to spec, or quotes on injection-mould tooling for production volumes? Le Creator’s CNC and rapid-prototyping team works with engineering-grade ABS daily.
This guide draws on peer-reviewed plasticity and emission studies (PMC, Stefaniak et al.), April 2026 procurement-index pricing for ABS resin, and Le Creator’s hands-on experience CNC-machining engineering-grade ABS. The “10× UV” rule of thumb is reported as industry-cited rather than directly verified, because the original BASF Luran S technical bulletin was not accessible at publication time. Figures for ASA emission and mechanical properties trace back to specific published sources listed below.









