Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


Dalle specifiche delle parti all'alta qualità, alla rapida fabbricazione del prototipo fino a 10.000 cicli di produzione di pezzi, le variabili che influenzano il processo decisionale e le prestazioni di taglio sono trattate qui: principi tecnologici, fibra rispetto a CO per diversi materiali, tolleranze di fori o bordi, analisi dei costi della macchina e quando scegliere di esternalizzare un servizio laser ha senso.
²8203; Riferimento rapido: Specifiche della macchina da taglio CNC laser
| Parametro | Valore Tipico |
|---|---|
| Laser a fibre Kerf larghezza | 0.10,3 mm |
| Larghezza di Kerf (400) 22 (22) 2000 (22) 2000 (22) 2000 (22) 2000 2000 2000 2000 2000 2000 2000 2000 2000 2 2000 2 2 2000 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 | 0.30,5 mm |
| Tolleranza di posizionamento | ±0,0250,1 mm |
| Velocità di taglio (6 mm acciaio dolce, 3 kW, N2) | 2,5,5 m/min |
| Gamma di potenza disponibile | 500 W30 kW |
| Intervallo di spessore del foglio | 0,530+mm |
| Precisione di posizionamento | ±0,05 mm |
Fonte: specifiche di taglio laser a fibra e CO TRUMPF, dati generici sulle prestazioni del settore.

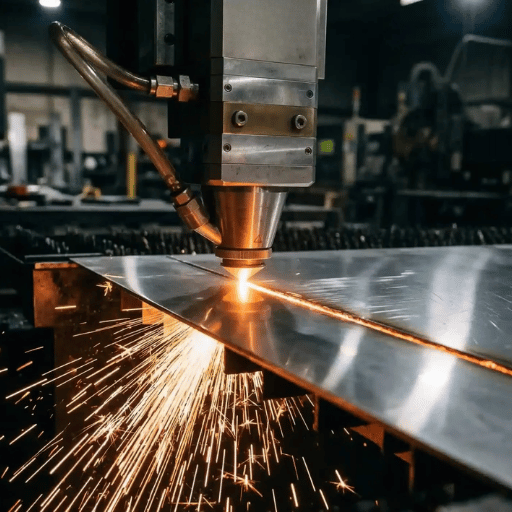
La macchina da taglio laser cnc contiene tre sistemi principali: la sorgente laser, il sistema di erogazione e messa a fuoco del raggio e la piattaforma di movimento CNC.
La sorgente laser fornisce il raggio grezzo Per le macchine laser a fibra, il raggio è e×peled attraverso un cavo in fibra ottica fle×ible di grado industriale-nessun specchi per allineare, e mantenere, che riduce la manutenzione per tutta la durata del sistema Nelle macchine Co, il raggio viene deviato attraverso un set guidato da solenoide di quattro specchi fi×ed che richiede un riallineamento periodico.
All'interno della testa di taglio, il raggio viene abbassato a un livello di messa a fuoco Un set ottico di lenti concentra il raggio a un diametro di 0,1-0,3 mm L'altezza di messa a fuoco ottimale è fondamentale per il taglio, ed è gestita da un set di sensori capacitivi progettati per adattarsi automaticamente per fogli irregolari o piegati.
Il Matiram Nutsagon esegue la rimozione di massa del materiale Il laser riscalda il materiale fino a quando non si scioglie o bolle, mentre un gas inerte fa esplodere il materiale fuso fuori dal taglio. I materiali Co, ad esempio, sono instabili nell'ossigeno e richiedono un ambiente di azoto per formare un vapore stabile, mentre un taglio di fusione a pressione più elevata produce un taglio netto in fogli sottili e puliti acciaio inossidabile e alluminio:
Il controller CNC legge la geometria della parte (file DXF o DWG), imposta il percorso di taglio e obbliga gli assi di movimento Le macchine a foglio piatto leggono X/Y con un asse Z per un'altezza focale, mentre le configurazioni a 5 assi gestiscono il taglio di tubi e tubi Otto variabili controllano la lunghezza focale della qualità di taglio: velocità di taglio, tipo di gas di assistenza, pressione del gas, distanza di stallo, frequenza degli impulsi, qualità del raggio (fattore M) e diametro Avendo tutti e otto digitati è il motivo per cui il taglio laser rimane un processo e non dirige semplicemente un raggio verso il metallo.
La domanda fibra contro CO non riguarda quale sia complessivamente migliore È su cosa si sta tagliando la fisica del materiale a livello di lunghezza d'onda detta tutte le altre considerazioni.
I laser a fibra emettono a 1.064 nm I metalli assorbono prontamente questa lunghezza d'onda, fornendo tagli rapidi e lisci in acciaio, alluminio, rame e ottone I CO emettono a 10.600 nm I metalli sono in gran parte riflettenti a questa lunghezza d'onda più lunga, creando un problema fisico per le leghe altamente riflettenti I non metalli assorbono estremamente bene la lunghezza d'onda del CO: acrilico, legno, pelle e stoffa Un CO su acrilico produce un bordo liscio a specchio e lucidato a fuoco che non necessita di finitura; un laser a fibra su acrilico produce un risultato ruvido e insoddisfacente.
| Parametro | Laser Fibra | Laser CO2 |
|---|---|---|
| Lunghezza d'onda | 1.064 nm | 10.600 nm |
| Efficienza elettrica | 3040% | 1015% |
| Migliori materiali | Tutti metalli | Non metalli; acciaio dolce/inossidabile |
| Rame /Taglio dell'ottone | Compatibile | Rischio di retroriflessione |
| Consegna del fascio | Cavo flessibile in fibra | Relè a specchio (allineamento richiesto) |
| Onere di mantenimento | Inferiore | Più alto (sostituzione tubi, specchi) |
| Qualità del bordo acrilico | Decimo | Lucidato (finito al fuoco) |
Un inconveniente con CO che non viene fuori nelle guide di confronto: polarizzazione lineare Il raggio CO è polarizzato linearmente, quindi le caratteristiche di taglio differiscono a seconda del modo in cui il percorso di taglio corre rispetto all'asse di polarizzazione Quando si lavora un contorno curvo, la relazione effettiva trave-materiale varierà lungo l'arco causando la creazione incoerente di bave su diversi lati dello stesso profilo I laser a fibra forniscono una qualità del raggio indipendente dall'orientamento; il comportamento rimane costante con la direzione di taglio Per contorni di precisione su lamiera, questo offre una qualità del bordo misurabilmente migliore su forme complesse.
“La qualità del fascio del laser a fibra e l'indipendenza dalla polarizzazione lo rendono la tecnologia preferita per una qualità di taglio costante attraverso contorni complessi e leghe metalliche altamente riflettenti” Documentazione tecnica sul taglio laser TRUMPF
Sì, CO. L'acciaio dolce tagliato e l'acciaio inossidabile a spessore moderato (da 10 a 15 mm a seconda della potenza) Per qualsiasi negozio che lavora in acciaio, un investimento difendibile rimane un investimento ad alta potenza.
Il limite duro appare materiali altamente riflettenti Rame, ottone e alluminio puro riflettono la lunghezza d'onda di 10.600 nm che colpisce la superficie, rischiando danni all'ottica della testa di taglio Il laser a fibra diventa necessario per questi materiali non esiste alcuna soluzione alternativa Per qualsiasi officina che taglia sia acciaio che rame o leghe di ottone, il laser a fibra rimane una sacrosanta risoluzione a macchina singola.
| Materiale | Laser Consigliato | Note |
|---|---|---|
| Acciaio dolce | O | CO2 vitale; fibra più veloce a scartamenti sottili |
| Acciaio inossidabile | Preferibile fibra | Bordi privi di ossidi con taglio a fusione N2 |
| Alluminio 6061 | Fibra | La qualità del bordo CO2 si degrada oltre i 3 mm |
| Rame/Ottone | Solo fibra | La retroriflessione della CO2 danneggia l'ottica |
| Titanio | Fibra | Solo la fusione N2 impedisce la contaminazione da ossido |
| Acrilico/PMMA | CO2 | Bordo finito al fuoco lucidato; fibra inadatta |
| Legno/MDF | CO2 | La fibra produce bordi ruvidi e carbonizzati |
| Fibra di carbonio (CFRP) | CO2 o fibra (con cautela) | Prova richiesta; la polvere è pericolosa |

Un laser Macchina CNC gestisce una gamma di materiali più ampia di quella inizialmente prevista dalla maggior parte degli ingegneri, ma i limiti rigidi sono importanti, in particolare per la sicurezza dell'operatore.
| Materiale | Spessore massimo (3 kW) | Spessore massimo (6 kW) | Gas da taglio |
|---|---|---|---|
| Acciaio dolce | 16 mm (fiamma O2) | 25 mm (fiamma O2) | O2 o N2 |
| Acciaio inossidabile | 10 mm | 20 mm | N2 (fusione) |
| Alluminio 6061 | 8 mm | 12 mm | N2 |
| Rame/Ottone | 5 mm | 8 mm | N2 o Ar |
| Titanio | 6 mm | 10 mm | Solo N2 |
| Acrilico/PMMA | 25 mm (CO2) | — | Aria (laser CO2) |
| Legno/MDF | 15 mm (CO2) | — | Aria (laser CO2) |
Per le parti in alluminio, il laser a fibra produce una qualità del bordo significativamente migliore della CO2 superiore a 3 mm La lunghezza d'onda di 1.064 nm assorbe in alluminio in modo più efficiente, offrendo tagli di fusione più puliti con gas N2. Per lavorazione CNC in alluminio i progetti che combinano pezzi grezzi profilati al laser con caratteristiche lavorate, la qualità dei bordi dello stadio laser influisce direttamente sulla precisione dell'attrezzatura a valle. Allo stesso modo, acciaio inossidabile e titanio le parti destinate ad applicazioni aerospaziali o mediche richiedono il taglio per fusione per prevenire l'ossidazione dei bordi che innescherebbe la post-elaborazione. Vedere Lecreator guida ai processi di fabbricazione della lamiera per come il taglio laser si inserisce in un flusso di lavoro completo.
Tutte le materie plastiche sono portata Quattro materiali esclusioni assolute: PVC (alto contenuto di plastica) rilascia acido cloridrico (alto contenuto di sostanze tossiche), danneggerà la macchina ottica, acciaio zincato (ossido di zinco tossico), vetro temperato (si frantuma per sollecitazioni interne e cemento o pietra (il laser non lo taglierà) Il polimero rinforzato con fibra di carbonio può essere tagliato ma richiede attrezzature chiuse dedicate con estrazione industriale (molti negozi lo evitano a causa della polvere cancerogena).
Nota tecnica (Engineering note) Heat-Affected Zone (HAZ): Il laser produce un riscaldamento molto localizzato lungo il bordo tagliato, con conseguente HAZ stretto (tipicamente largo 0,1-0,3 mm) Per lamiere strutturali generali che sono irrilevanti Per le parti aerospaziali AS9100D 13485 apparecchi in cui la stabilità dimensionale e la qualità della superficie contano, specificare il taglio con N ISO 901 Grado 2 o migliore questo taglia su linee di trascinamento AS9100D che necessitano di ulteriore resistenza. servizi di fabbricazione della lamiera il team segnala l'obiettivo HAZ su ogni ordine aerospaziale e medico durante la revisione DFM.
I numeri di tolleranza differiscono per spessore del materiale, stato della macchina, input di programmazione e con quale precisione il disegno indica la dimensione.
| Classe di tolleranza | Valore | Applicazione Tipica |
|---|---|---|
| Standard | ±0.10,2 mm | Fabbricazione generale, parti strutturali |
| Precisione | ±0,050,1 mm | Assemblaggi di allestimento, involucri |
| Alta precisione | ±0,0250,05 mm | Staffe aerospaziali, dispositivi medici |
| Servizio Lecreator | ±0,127 mm (±0,005″) | Prototipi di lamiera e cicli di produzione |
ISO9013:2017 è lo standard da specificare sui disegni tecnici per i bordi tagliati al laser Definisce cinque gradi di qualità di taglio in base a due parametri misurati: tolleranza perpendicolare (u) e rugosità superficiale (Ra) Il grado 1 è il più fine; il grado 5 è il più ruvido Le bande di tolleranza sono impostate in base allo spessore del materiale, dando ad acquirenti e fornitori un riferimento condiviso.
Per le parti mediche aerospaziali AS9100D e ISO 13485, specificare ISO 9013 Grado 2 o migliore per i bordi tagliati al laser Tutto ciò che si trova al grado 3 o superiore lascerà linee di trascinamento visibili (striature in impasto liquido risolidificato), spesso richiedendo una rettifica aggiuntiva per superare le specifiche di finitura superficiale, aggiungendo tempi di consegna e aggiungendo costi che sarebbero stati evitabili.
Compensazione Kerf: il materiale rimuove uguale alla sua larghezza kerf (0.1 laser.3 mm per fibra) Una macchina correttamente configurata applica la compensazione kerf automatica in modo che le dimensioni del profilo del foro e del foro corrispondano al disegno Confermare che qualsiasi servizio di taglio laser applica officine di compensazione del kerf che saltano questo passaggio spostando tutte le dimensioni dei fori della metà della larghezza del kerf, causando problemi di adattamento negli assemblaggi.
Lecreator raggiunge ±0,005″ (0,127 mm) su prototipi di lamiera e ordini di produzione, verificati attraverso il nostro sistema di gestione della qualità ISO 9001:2015 Per componenti aerospaziali o medicali a tolleranza stretta, il nostro servizio di prototipazione rapida include la documentazione di ispezione del primo articolo e i rapporti dimensionali su richiesta.

Le macchine CNC laser a fibra industriale a livello di ingresso tendono verso $12.000-to $600.000+. La gamma è così ampia perché il laser a fibra può significare qualsiasi cosa, da una macchina per hobby da 1 kW a una bestia a piastra spessa a gap zero da 30 kW.
| Categoria | Potenza | Fascia di prezzo |
|---|---|---|
| Livello base (di fabbricazione cinese) | 12 kW | $12,000T1000 |
| Distributore di fascia media USA/UE | 1.55 kW 3 kW | $60,0000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000 |
| Laser fibra industriale | 3 kW6 | $100,000,$20 |
| Industriale ad alta potenza | 61 kW2 | $185,000T$26T |
| Produzione ad altissima potenza | 153 kW | 1TP400,000,$60+ |
Per riferimento dei prezzi industriali: la Haas HFL-1313 (tabella 1,5 k W, 1.3001.300mm) elenca a $89.995 la haas HFL-3015-12 (tabella 12k W,3.0001.500mm) elenca a $249.995.
Il moltiplicatore del costo nascosto (Hidden Cost Multiplier) Costo totale di proprietà di 5 anni: il costo di acquisto è la cifra che ottiene il focus sul budget Il costo operativo è la misura che definisce se la proprietà ha senso dal punto di vista economico I costi operativi medi per un laser a fibra industriale di fascia media (3-6k W) sono eseguiti come segue:
Si tratta di un costo annuale prima dello stipendio dell'operatore $15-1TPT30,000/anno per i negozi con un generatore di azoto e $30,000-$55,000+ costo annuale per i negozi con una fornitura di serbatoi Dewar La maggior parte degli ingegneri sottostima il TCO quinquennale di 2-3; la fornitura di azoto è quasi sempre il valore anomalo maggiore.
TCO a 5 anni = prezzo della macchina + (OpEx annuale × 5)
Volume break-even = TCO 5 anni (prezzo del servizio per parte - costo del materiale per parte)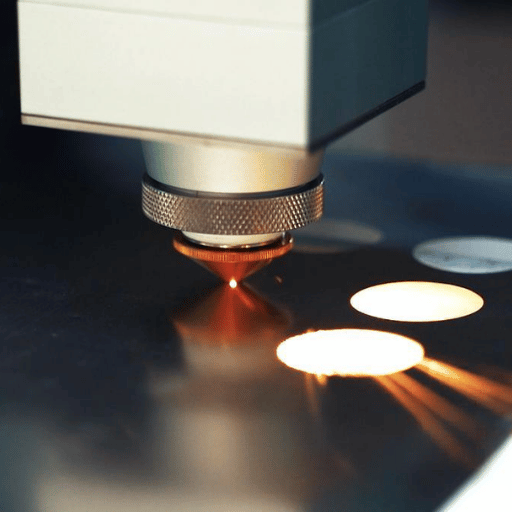
6 fattori richiedono una determinata azienda Completa ogni passaggio prima di prendere decisioni di grande capitale.
| Fattore | Comprare una Macchina | Utilizzare un Servizio di Taglio |
|---|---|---|
| Volume mensile | >1.000 parti/mese, coerente | <500 parti/mese o variabile |
| Capitale disponibile | $100K+ budget capex disponibile | Capitale vincolato o destinato altrove |
| Termine d'esecuzione necessario | 5+ giorni accettabili | <3 giorni; talvolta è richiesto lo stesso giorno |
| Varietà materiale | 12 materiali, coerenti | 5+ tipi di materiale o cambiamenti frequenti |
| Personale operativo | Operatore CNC a tempo pieno sul libro paga | Nessun personale CNC dedicato disponibile |
| Scalabilità | Esigenze di capacità prevedibili a lungo termine | Picchi di volume; è richiesto il ridimensionamento su richiesta |
La maggior parte delle aziende che acquistano un laser a fibra $100K-$200K hanno negozi di lavoro o aziende di produzione di apparecchiature originali con uscite ad alto volume coerenti in una finestra di materiale stretta Le aziende di prodotti, le startup hardware, i gruppi di ricerca e sviluppo e i produttori di contratti di lavoro/macchina funzionano al meglio in outsourcing.
Scenario: il progettista del prodotto di avvio di 20 persone ha bisogno di 50 staffe tagliate al laser 6061 per una fiera commerciale. Il design non è congelato e potrebbe cambiare post-spettacolo. Acquistare una macchina significa procurarsi e installare Mesi. Inviare il DXF a un servizio di taglio laser il lunedì significa parti entro giovedì Nessun esborso di capitale, nessun dipendente aggiuntivo, la macchina giace a riposo dopo l'evento.
Dove vince sempre l'outsourcing: prototipazione, volumi < 500+ parti/mese, esigenze multimateriale, settori regolamentati in cui le credenziali del fornitore di servizi corrispondono alle tue parti, progetti in cui la lavorazione completa della lamiera tagliata al laser, saldata, finita sotto un tetto batte più venditori.
Lecreator fornisce il taglio laser come parte del nostro servizi di fabbricazione della lamiera e servizio di prototipazione rapida. Questo quadro riflette i modelli che abbiamo osservato in oltre 10.000 progetti, produttori di hardware finanziati dal mercato medio, fornitori aerospaziali Fortune 50. Forniamo il servizio, non le macchine, quindi non abbiamo alcuna partecipazione finanziaria nella decisione di acquisto delle apparecchiature. Il caso di proprietà della macchina sopra è incluso perché è davvero il risultato giusto per alcuni clienti.
Per squadre a confronto Servizio di lavorazione CNC vs. taglio laser Lecreator è l'unico taglio laser che fa entrambi su un unico sistema di taglio (servicelaser) per profili 2D, lavorazione CNC per funzionalità 3D, filettature, fori di tolleranza ravvicinata, nessun lavoro di scambio o parti tra i fornitori.
Pronto per eseguire un taglio di prova? Richiedi un preventivo gratuito 4 ore su 2, → senza MOQ
Quattro tendenze principali stanno ridefinendo le scelte di approvvigionamento e i calcolatori degli investimenti in macchinari verso il 2026.
Nota stagionale Cerca macchine da taglio laser cnc picchi a settembre, circa 83% sopra giugno bassi paralleling produzione nordamericana cicli di acquisto di beni strumentali Se acquisto, approvazioni esecutive e fornitore di go/no spesso cluster in Q3 programma di ricerca.
Infatti. Una macchina da taglio laser cnc combina una sorgente laser CNC o una piattaforma di movimento CNC che regola dinamicamente una testa di taglio lungo l'asse XY, Z in base al CAD importato. Prende i file CADDXF o DWG e taglia a velocità di produzione senza cambiare lo strumento su fogli, tubi e materiali non metallici.
Le macchine CNC a fibra di produzione cinese entry-level iniziano con $12,000, $4000. Le macchine CNC a laser a fibra di produzione cinese entry-level iniziano con $ 100,0000, 1000, 5T2000 sistemi ad alta potenza (12 kW) $ 500,0000.000T4T60,000+ Budget 5 anni costo totale di proprietà a 23 prezzo di acquisto 14T15,000+TPT5,000+ metodo di fornitura di gas di assistenza a seconda del metodo di fornitura di gas di assistenza.
Un laser a fibra da 20 kW può tagliare circa 40 mm di acciaio dolce (taglio fiamma O2), acciaio inossidabile da 30 mm (taglio fusione N2) e alluminio da 25 mm Lo spessore regolabile dipende dai requisiti di taglio e dalle specifiche di qualità del bordo. L'acquisizione dello spessore massimo rallenta e riduce significativamente la qualità del taglio Per le applicazioni di produzione, tagliare bene entro i massimi nominali offre risultati migliori rispetto all'esecuzione al limite.
Non tagliare mai PVC (rilascia fumi tossici di cloro), acciaio galv (sputa fumi di ossido di zinco), vetro temperato (si rompe dalla funzione interna), cemento, pietra Polimero rinforzato con fibra di carbonio gestibile ma può emettere particolato cancerogeno, richiedere recinzione+ Estrazione industriale: nessun negozio accetta parti attive CFRP Controllare le combinazioni di rivestimento vernice+piastra prima di tagliare qualsiasi verniciato, verniciato a polvere o zincato.
Il taglio laser è più veloce e a basso costo rispetto alla fresatura CNC per profili 2D e parti in lamiera Non può produrre caratteristiche 3D, fori filettati, controfori o diametri torniti a tolleranza stretta La risposta pratica è la combinazione di processi: taglio laser del profilo piatto, quindi Macchina CNC le caratteristiche 3D. per l'acciaio temprato per utensili con intricate caratteristiche interne, Lavorazione EDM è spesso il processo complementare.
DXF lo standard del settoreOgni fornitore di CNC laser accetta DWG (AutoCAD nativo) funziona nella maggior parte dei negozi AI (Ad Illustrator) e SVG sono accettati per il lavoro in fogli in un sacco di negozi di lavoro Alcuni accettano file STEP per programmare fuori modelli 3D DXF dal vostro CAD. migliore per superare le barriere di conversione, impegno al laser di terze parti software.
Il taglio laser fornisce tolleranze di 0,05-0,1 mm mentre il plasma generalmente produce 0,5-1,5 mm. Il laser più piccolo fornisce un taglio più piccolo per una qualità del bordo superiore ed è adatto per fogli molto sottili di 0,5 mm, una gamma in cui il plasma non può funzionare. Il processo rapido e meno costoso per minuto di taglio per l'acciaio strutturale molto spesso (25 mm +) è al plasma e non richiede un apporto di azoto.
Per la prototipazione fine, parti di precisione o con lavori a gage sottile un laser è la scelta ideale Per una fabbricazione strutturale pesante con tolleranza di qualità del bordo relativamente grande nella piastra spessa, il plasma o il getto d'acqua possono produrre in parte i migliori aspetti economici.
Recensito dal Lecreator Engineering Team
ISO 9001:2015, AS9100D e ISO 13485 produttore certificato di prototipi di precisione e parti in lamiera fabbricate Con 10.000 + progetti consegnati in aerospaziale, dispositivo medico, EV, e automazione industriale Lecreator's engineering team scrive dal piano di produzione non il libro di testo. Richiedi un preventivo gratuito per il tuo prossimo progetto di taglio laser →