Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


Von der Teilespezifikation bis zur qualitativ hochwertigen, schnellen Prototypenfertigung durch 10.000 Stück Produktionsläufe werden hier die Variablen behandelt, die die Entscheidungsfindung und Schnittleistung beeinflussen: Technologieprinzipien, Faser versus CO für verschiedene Materialien, Loch - oder Kantentoleranzen, Maschinenkostenanalyse, und wenn die Wahl der Auslagerung auf einen Laserdienst sinnvoll ist.
²8203; Kurzreferenz: Spezifikationen der Laser-CNC-Schneidmaschine
| Parameter | Typischer Wert |
|---|---|
| Kerf breite Laser | 0,10,3 mm |
| Kerf breite CO2 Laser | 0,30,5 mm |
| Positionierungstoleranz | ±0,025 –1 mm |
| Schnittgeschwindigkeit (6 mm Weichstahl, 3 kW, N2) | 2.53,5 m/min |
| Leistungsbereich verfügbar | 500 W 30 kW |
| Blechdickenbereich | 0,530+ mm |
| Positioniergenauigkeit | ±0,05 mm |
Quelle: TRUMPF-Faser- und CO-Laserschneidspezifikationen, generische Leistungsdaten der Industrie.

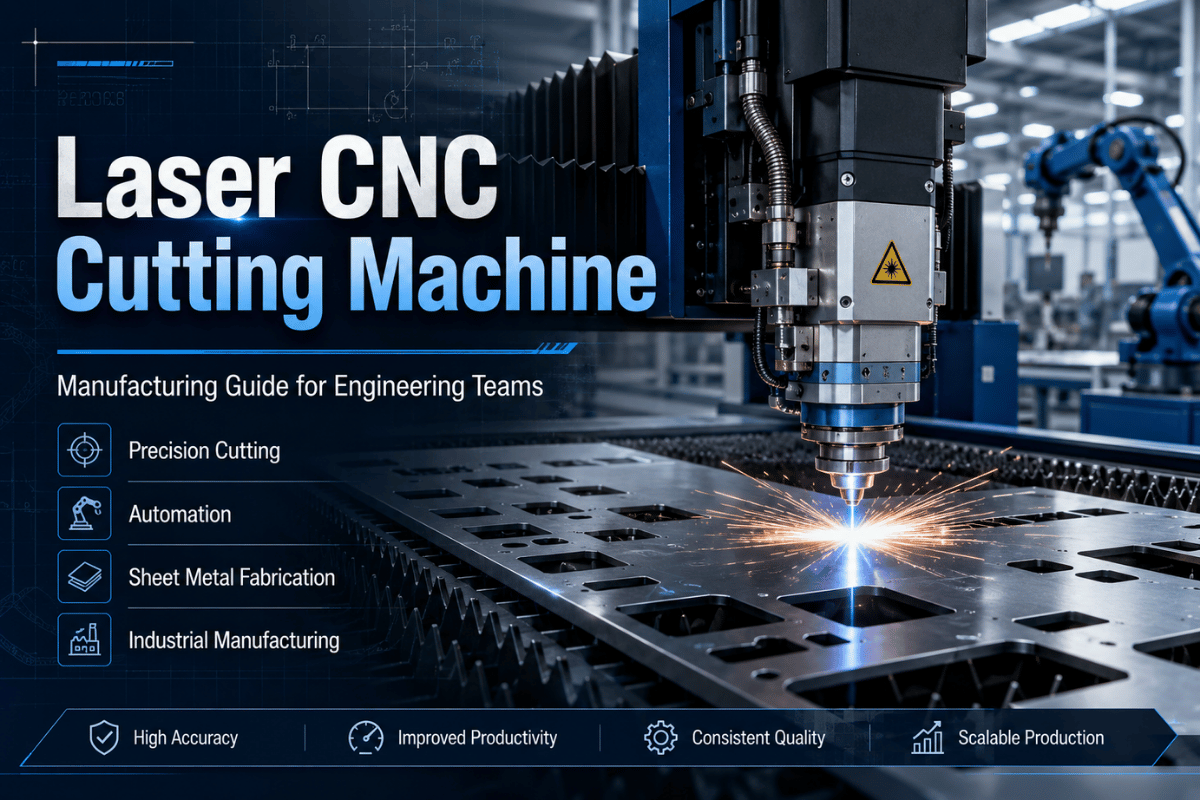
Die Laser-CNC-Schneidmaschine enthält drei Hauptsysteme: die Laserquelle, das Strahlabgabe- und Fokussierungssystem und die CNC-Bewegungsplattform.
Die Laserquelle liefert den Rohstrahl Bei Faserlasermaschinen wird der Strahl durch ein flüchtiges Glasfaserkabel in Industriequalität geleitet - keine Spiegel zum Ausrichten und Warten, was die Wartung während der gesamten Lebensdauer des Systems reduziert. Bei Co-Maschinen wird der Strahl durch einen magnetbetriebenen Satz von vier fi×-Spiegeln abgelenkt, der eine periodische Neuausrichtung erfordert.
Im Inneren des Schneidkopfes wird der Strahl auf eine Fokusebene abgesenkt Ein optischer Satz Linsen konzentriert den Strahl auf einen Durchmesser von 0,1-0,3 mm. Die optimale Fokushöhe ist für den Schnitt entscheidend und wird von einem Satz kapazitiver Sensoren verwaltet, die sich automatisch an unebene oder gebogene Bleche anpassen.
Der Matiram-Nutsagon führt den Großteil der Materialentfernung durch. Der Laser erhitzt Material, bis es schmilzt oder siedet, während ein Inertgas das geschmolzene Material aus der geschnittenen Schnittfuge spritzt. Co-Materialien beispielsweise sind in Sauerstoff instabil und benötigen eine Stickstoffumgebung, um einen stabilen Dampf zu bilden, während ein Schmelzschnitt mit höherem Druck einen sauberen Schnitt in dünnen, sauberen Schichten erzeugt Edelstahl und Aluminium:
Der CNC-Controller liest die Teilegeometrie (DXF - oder DWG-Datei), richtet den Schnittweg ein, und erzwingt die Bewegungsachsen Flachblechmaschinen lesen X/Y mit einer Z-Achse für eine Brennhöhe, während 5-Achsen-Konfigurationen Rohr - und Rohrschneiden handhaben Acht Variablen steuern Schnittqualität: Brennweite, Schnittgeschwindigkeit, Unterstützungsgastyp, Gasdruck, Abstandsabstand, Pulsfrequenz, Strahlqualität (M-Faktor), und Düsendurchmesser, alle acht eingewählt zu haben, ist der Grund, warum Laserschneiden ein Prozess bleibt 'nicht einfach einen Strahl auf Metall richten.
Bei der Faser-gegen-CO-Frage geht es nicht darum, welcher Laser insgesamt besser ist Es geht darum, was Sie schneiden – die Physik der Wellenlängenabsorption auf materieller Ebene bestimmt alle anderen Überlegungen.
Faserlaser emittieren bei 1.064 nm. Metalle absorbieren diese Wellenlänge leicht und sorgen für schnelle, glatte Schnitte in Stahl, Aluminium, Kupfer und Messing. COs emittieren bei 10.600 nm. Metalle reflektieren bei dieser längeren Wellenlänge weitgehend, was ein physikalisches Problem für hochreflektierende Legierungen darstellt Nichtmetalle absorbieren die CO-Wellenlänge extrem gut: Acryl, Holz, Leder und Stoff. Ein CO auf Acryl erzeugt eine spiegelglatte, feuerpolierte Kante, die keiner Endbearbeitung bedarf; ein Faserlaser auf Acryl liefert ein raues, unbefriedigendes Ergebnis.
| Parameter | Faserlaser | CO2-Laser |
|---|---|---|
| Wellenlänge | 1.064 nm | 10.600 nm |
| Elektrischer Wirkungsgrad | 30 –40% | 10 151 TP3T |
| Beste Materialien | Alle Metalle | Nichtmetalle; Weich-/Edelstahl |
| Kupfer-/Messingschneiden | Kompatibel | Rückreflexionsrisiko |
| Balkenlieferung | Flexibles Faserkabel | Spiegelrelais (Ausrichtung erforderlich) |
| Wartungsaufwand | Untere | Höher (Rohrersatz, Spiegel) |
| Acrylrandqualität | Rau | Poliert (feuerfertig) |
Ein Manko bei COs, das in Vergleichsführungen nicht auftaucht: lineare Polarisation Der CO-Strahl ist linear polarisiert, daher unterscheiden sich Schnitteigenschaften, je nachdem, wie der Schnittweg relativ zur Polarisationsachse verläuft Bei der Bearbeitung eines Kurvenumrisses variiert die effektive Strahl-Material-Beziehung entlang des Lichtbogens und führt zu einer inkonsistenten Graterzeugung auf verschiedenen Seiten desselben Profils. Faserlaser liefern orientierungsunabhängige Strahlqualität; das Verhalten bleibt mit der Schnittrichtung konstant. Für Präzisionskonturen auf Blechen bietet dies messbar eine bessere Kantenqualität über komplexe Formen hinweg.
“Die Strahlqualität und Polarisationsunabhängigkeit der Faser machen sie zur der für gleichbleibende Schnittqualität komplexe Konturen und hochreflektierende Metalllegierungen” TRUMPF Laserschneiden Technische Dokumentation bevorzugte Technologie
Ja – COs schneiden Weichstahl und Edelstahl in mäßiger Dicke (bis zu 10-15 mm je nach Leistung).Für jede Werkstatt, die in Stahl arbeitet, bleibt ein Hochleistungs-CO eine vertretbare Investition.
Die harte Grenze erscheint bei stark reflektierenden Materialien Kupfer, Messing und reines Aluminium spiegeln die Wellenlänge von 10.600 nm wider, die auf die Oberfläche trifft, wodurch Schäden an der Optik und dem Schneidkopf riskiert werden. Für diese Materialien ist ein Faserlaser erforderlich. „Es gibt keine Umwälzungen. Für jede Werkstatt, die sowohl Stahl als auch Kupfer oder Messinglegierungen schneidet, bleibt der Faserlaser eine unantastbare Auflösung für eine einzelne Maschine.
| Material | Empfohlener Laser | Anmerkungen |
|---|---|---|
| Milder Stahl | Entweder | CO2 lebensfähig; Faser schneller an dünnen Messgeräten |
| Edelstahl | Faser bevorzugt | Oxidfreie Kanten mit N2-Schmelzschnitt |
| Aluminium 6061 | Faser | Die CO2-Kantenqualität verschlechtert sich über 3 mm |
| Kupfer / Messing | Nur Faser | CO2-Rückreflexion schädigt Optik |
| Titan | Faser | Nur N2-Fusion verhindert Oxidkontamination |
| Acryl / PMMA | CO2 | Polierte Feuerbearbeitungskante; Faser ungeeignet |
| Holz / MDF | CO2 | Faser erzeugt raue, verkohlte Kante |
| Kohlefaser (CFK) | CO2 oder Ballaststoffe (mit Vorsicht) | Test erforderlich; Staub ist gefährlich |

Ein Laser CNC-Maschine Handhabt einen größeren Materialbereich, als die meisten Ingenieure ursprünglich erwarten, aber die harten Grenzen sind wichtig, insbesondere für die Sicherheit des Bedieners.
| Material | Maximale Dicke (3 kW) | Maximale Dicke (6 kW) | Schneidgas |
|---|---|---|---|
| Milder Stahl | 16 mm (O2-Flamme) | 25 mm (O2-Flamme) | O2 oder N2 |
| Edelstahl | 10 mm | 20 mm | N2 (Fusion) |
| Aluminium 6061 | 8 mm | 12 mm | N2 |
| Kupfer / Messing | 5 mm | 8 mm | N2 oder Ar |
| Titan | 6 mm | 10 mm | Nur N2 |
| Acryl / PMMA | 25 mm (CO2) | — | Luft (CO2-Laser) |
| Holz / MDF | 15 mm (CO2) | — | Luft (CO2-Laser) |
Bei Aluminiumteilen erzeugt Faserlaser eine deutlich bessere Kantenqualität als über 3 mm. Die Wellenlänge CO2 1.064 nm absorbiert effizienter zu Aluminium, was zu saubereren Fusionsschnitten mit N2-Gas führt. Für Aluminium CNC Bearbeitung Projekte, die laserprofilierte Rohlinge mit bearbeiteten Merkmalen kombinieren, beeinflusst die Kantenqualität der Laserstufe direkt die Genauigkeit der nachgeschalteten Befestigung. In ähnlicher Weise, Edelstahl und Titan Teile, die für Luft - und Raumfahrt oder medizinische Anwendungen bestimmt sind, benötigen Fusionsschneiden, um eine Kantenoxidation zu verhindern, die eine Nachbearbeitung auslösen würde Siehe Lecreator's Blechherstellungsprozesse führen Für wie Laserschneiden in einen kompletten Workflow passt.
Alle Kunststoffe liegen außerhalb des Geltungsbereichs Vier Materialien sind absolute Ausschlüsse: PVC – PVC setzt Chlorwasserstoff (hochgiftig, beschädigt die Maschinenoptik), verzinkten Stahl (Zinkoxiddämpfe giftig), gehärtetes Glas (Raschwasser vor Eigenspannung) sowie Beton oder Stein (Laser schneidet es nicht) frei. Kohlefaserverstärktes Polymer kann geschnitten werden, erfordert jedoch spezielle geschlossene Geräte mit industrieller Extraktion. Viele Geschäfte meiden dies aufgrund von krebserregendem Staub.
Technischer Hinweis – Wärmebetroffene Zone (HAZ): Laser erzeugt eine sehr lokale Erwärmung entlang der Schnittkante, was zu einer schmalen HAZ (typischerweise 0,1-0,3 mm breit) führt.Für allgemeines Strukturblech, das irrelevant ist. Für AS9100 D-Luft- und Raumfahrtteile oder medizinische Geräte nach ISO 13485, bei denen Dimensionsstabilität und Oberflächenqualität wichtig sind, spezifizieren Sie das Schmelzschneiden mit N und ISO 9013, Grad 2 oder besser. Dies reduziert die HAZ und vermeidet Schleppleitungen, die einer weiteren Endbearbeitung bedürfen. Lecreator's Dienstleistungen im Bereich Blechherstellung Das Team markiert das HAZ-Ziel bei jeder Luft- und Raumfahrt- und medizinischen Bestellung während der DFM-Überprüfung.
Toleranzzahlen unterscheiden sich durch Materialstärke, Maschinenzustand, Programmiereingabe und wie genau Ihre Zeichnung die Abmessung angibt.
| Toleranzklasse | Wert | Typische Anwendung |
|---|---|---|
| Standard | ±0,1 – 2 mm | Allgemeine Fertigung, Strukturteile |
| Präzision | ±0,05 –1 mm | Einbaubaugruppen, Gehäuse |
| Hochpräzise | ±0,025 –0,05 mm | Luft - und Raumfahrthalterungen, Medizinprodukte |
| Lecreator-service | ±0,127 mm (±0,005) | Blechprototypen und Produktionsläufe |
ISO 9013:2017 Ist der Standard, den es auf technischen Zeichnungen für lasergeschnittene Kanten zu spezifizieren gilt Es definiert fünf Schnittqualitätsgrade basierend auf zwei gemessenen Parametern: Senkrechtheitstoleranz (u) und Oberflächenrauheit (Ra).Grad 1 ist das Feinste; Grad 5 ist das Raueste. Toleranzbänder werden nach Materialdicke festgelegt, was Käufern und Lieferanten eine gemeinsame Referenz gibt.
Geben Sie für AS9100 D Luft - und Raumfahrt und ISO 13485 medizinische Teile ISO 9013 Grad 2 oder besser für lasergeschnittene Kanten an Alles ab Grad 3 hinterlässt sichtbare Widerstandslinien (Streifen in wieder erstarrter Aufschlämmung), oft ist zusätzliches Schleifen erforderlich, um Oberflächenfinish-Spezifikationen zu bestehen, zusätzliche Vorlaufzeit und zusätzliche Kosten, die vermeidbar gewesen wären.
Kerf-Kompensation: der Laser entfernt Material, das seiner Schnittbreite entspricht (0,10,3 mm für Faser).Eine richtig konfigurierte Maschine wendet eine automatische Schnittf-Kompensation an, damit Loch - und Profilabmessungen mit der Zeichnung übereinstimmen Bestätigen Sie, dass jede Laserschneidservice Kerf-Kompensation anwendet, die alle Stufenschiebelochabmessungen um die Hälfte der Kerf-Breite überspringen, was zu Passproblemen in Baugruppen führt.
Lecreator erreicht ±0,005 (0,127 mm) auf Blechprototypen und Produktionsaufträgen, verifiziert durch unser Qualitätsmanagementsystem ISO 9001:2015. Für Luft- und Raumfahrt- oder medizinische Komponenten mit enger Toleranz ist unser Rapid Prototyping Service Enthält auf Anfrage Inspektionsdokumentationen für den ersten Artikel und Dimensionsberichte.

Einsteiger - bis Industriefaserlaser CNC-Maschinen tendieren zu $12.000-bis $600.000+. Die Bandbreite ist so breit, weil Faserlaser alles von einer 1 kW-Hobbymaschine bis zu einem 30 k W Nullspalt-Dickplattentier bedeuten kann.
| Kategorie | Leistung | Preisspanne |
|---|---|---|
| Einstiegsniveau (chinesisch hergestellt) | 1 kW | $12.000 –$40.000 |
| Mittelklasse-Vertriebspartner USA/EU | 1,53 kW | $60.000 –$100.000 |
| Industrieller Faserlaser | 3 kW | $100.000 $200.000 100.000 1 |
| Hochleistungsindustrielle | 6 12 kW | $185.000 –$260.000 |
| Ultrahochleistungsproduktion | 15 30 kW | $300.000 – $600.000+ |
Als Referenz für Industriepreise: Der Haas HFL-1313 (1,5 k W, 1.3001.300 mm Tabelle) listet bei $89.995 die Haas HFL-3015-12 (12 k W,3.0001.500 mm Tabelle) Listen bei $249.995 auf.
Der versteckte Kostenmultiplikator – 5-Jahres-Gesamtbetriebskosten: Die Einkaufskosten sind die Zahl, die den Fokus auf das Budget rückt. Die Betriebskosten sind das Maß, das definiert, ob Eigentum wirtschaftlich sinnvoll ist. Die durchschnittlichen Betriebskosten für einen industriellen Faserlaser mittlerer Reichweite (3-6 k W) laufen wie folgt:
Das sind jährliche Betriebskosten $15.000-$30.000/Jahr für Geschäfte mit Stickstoffgenerator und $30.000-$55.000+ jährliche Kosten für Geschäfte mit Dewar-Tankversorgung. Die meisten Ingenieure unterschätzen die 5-Jahres-TCO um 2-3; Die Stickstoffversorgung ist fast immer der größte Ausreißer.
5-Jahres-TCO = Maschinenpreis + (Jahres-OpEx × 5)
Break-Even Volume = 5 Year TCO (Service Price per Part) - Materialkosten pro Teil
6 Faktoren erfordern ein bestimmtes Unternehmen. Schließen Sie jeden Schritt ab, bevor Sie große Kapitalentscheidungen treffen.
| Faktor | Kaufen Sie eine Maschine | Nutzen Sie einen Schneiddienst |
|---|---|---|
| Monatsvolumen | >1.000 Teile/Monat, konsistent | <500 Teile/Monat oder variabel |
| Kapital vorhanden | $100 K+ Capex Budget verfügbar | Kapital beschränkt oder anderweitig zweckgebunden |
| Benötigte Vorlaufzeit | 5+ Tage akzeptabel | <3 Tage; manchmal ist ein gleicher Tag erforderlich |
| Materialvielfalt | 1 – 2 Materialien, konsistent | 5+ Materialarten oder häufige Wechsel |
| Betriebspersonal | Vollzeit-CNC-Betreiber auf der Gehaltsliste | Kein engagiertes CNC-Personal verfügbar |
| Skalierbarkeit | Vorhersehbarer langfristiger Kapazitätsbedarf | Volumenspitzen; On-Demand-Skalierung erforderlich |
Die meisten Unternehmen, die einen $100 K-$200 K Faserlaser kaufen, haben Jobshops oder Erstausrüster mit konsistenten Hochvolumenleistungen in einem engen Materialfenster Produktunternehmen, Hardware-Startups, F & E-Gruppen und Job-/Maschinenwerkstatt-Vertrag Hersteller arbeiten am besten Outsourcing.
Szenario: 20-Personen-Startup-Produktdesigner benötigt 50 lasergeschnittene 6061 Klammern für eine Messe 20 Tage Auslauf. Design ist nicht eingefroren und kann sich nach der Show ändern Eine Maschine kaufen bedeutet monatelanges Beschaffen und Installieren, den DXF am Montag an einen Laserschneiddienst zu schicken bedeutet Teile bis Donnerstag Kein Kapitalaufwand, kein zusätzlicher Mitarbeiter (die Maschine liegt brach nach dem Ereignis.
Wo Outsourcing immer gewinnt: Prototyping, Volumina < 500+ Teile/Monat, Multimaterialbedarf, regulierte Sektoren, in denen die Qualifikationen des Dienstleisters mit Ihren Teilen übereinstimmen, Projekte, bei denen die vollständige Blechherstellung lasergeschnitten, gefaltet, geschweißt, fertig ist und unter einem Dach liegt schlägt mehrere Anbieter.
Lecreator bietet Laserschneiden als Teil unserer Dienstleistungen im Bereich Blechherstellung und Rapid Prototyping Service. Dieses Framework spiegelt Muster wider, die wir bei 10.000+ Projekten beobachtet haben. 50000, 500 Hersteller von Hardware-Startups, mittelständische Unternehmen, Fortune, Luft- und Raumfahrtlieferanten, der Service, nicht die Maschinen, also haben wir keinen finanziellen Anteil an Ihrer Kaufentscheidung für Geräte Der oben genannte Fall von Maschineneigentum ist enthalten, da er für einige Kunden wirklich das richtige Ergebnis ist.
Für Teams im Vergleich CNC-Bearbeitungsservice Vs. Laserschneiden: Lecreator ist der einzige, der sowohl auf einem System leistet, als auch auf einem System, das 2 D-Profile schneidet, CNC-Bearbeitung von 3 D-Funktionen, Gewinde mit engen Toleranzlöchern, keinen Arbeits- oder Teileaustausch zwischen Anbietern.
Bereit, einen Testschnitt durchzuführen? Fordern Sie ein kostenloses Angebot an. Keine Mindestbestellmenge, 2-Stunden-Umkehr verfügbar →
Vier wichtige Trends definieren Beschaffungsentscheidungen und Maschineninvestitionsrechner auf dem Weg zum Jahr 2026 neu.
Saisonaler Hinweis: Suche nach Laser-CNC-Schneidemaschinen erreicht ihren Höhepunkt im September 831 TP3T über Juni, niedrige Q3-Anlage, Kapitalverwertung, nordamerikanische Fertigung, Geräteeinkaufszyklen, Executive-Genehmigungen und Anbieter gehen/gehen Sie nicht oft in Q3. Richten Sie Ihre Suchagenda entsprechend aus.
Tatsächlich. Eine Laser-Cn-Schneidmaschine kombiniert eine CNC-Schneidachse X oder CO mit einer Laser-CNC-Bewegungsplattform, die einen Schneidkopf entlang dynamisch anpasst, Y, Z basierend auf importierter CAD. Es nimmt CADDXF- oder DWG-Schnitte bei Produktionsgeschwindigkeiten vor, ohne dass Werkzeug über Blechmaterial, Rohrmaterial und nichtmetallische Materialien wechselt.
Einsteiger-CNC-Glaserngeräte für chinesische Produktion beginnen bei $12.000 $40.000. US- und EU-verteilte Industriemaschinen laufen mit $60.000 $200.000 für 1,56-kW-Systeme; Hochleistungsmaschinen (12 kW+) erreichen $250.000$600.000+. Budget für 5-jährige Gesamtbetriebskosten bei 23 50 jährlicher Betriebskosten add 1 TP4000 TP 0000000 pro Jahr.
Ein 20 kW Faserlaser kann ca. 40 mm Weichstahl (O2-Flammschneiden), 30 mm Edelstahl (N2-Fusionsschneiden) und 25 mm Aluminium schneiden. Die erreichbare Dicke hängt von den Schneidgeschwindigkeitsanforderungen und der Kantenqualitätsspezifikation ab. Das Drücken der maximalen Dicke verlangsamt sich Durchsatz und reduziert die Schnittqualität erheblich. Für Produktionsanwendungen liefert das Schneiden innerhalb der Nennmaxima bessere Ergebnisse als das Laufen am Limit.
Schneiden Sie niemals PVC (gibt giftige Chlordämpfe frei), Galv-Stahl (spuckt Zinkoxiddämpfe aus), gehärtetes Glas (bricht von der Innenfunktion), Beton, Stein. Kohlefaserverstärktes Polymer ist beherrschbar, kann aber krebserregende Partikel ausstoßen, erfordern Sie eine Umhüllung + industrielle Extraktion: Keine Geschäfte akzeptieren aktive CFK-Teile Überprüfen Sie die Farb-+Platten-Beschichtungskombinationen, bevor Sie lackierte, pulverbeschichtete oder verzinkte Stoffe schneiden.
Laserschneiden ist schneller und kostengünstiger als CNC-Fräsen für 2 D-Profile und Blechteile Es kann keine 3 D-Merkmale, Gewindelöcher, Gegenbohrungen oder Drehtandurchmesser mit enger Toleranz erzeugen Die praktische Antwort ist Prozesskombination: Laserschneiden des flachen Profils, dann CNC-Maschine Die 3 D-Funktionen Für gehärteten Werkzeugstahl mit komplizierten inneren Merkmalen, die, EDM-Bearbeitung ist oft der komplementäre Prozess.
DXF ist der Standard-Laser CNC-Vendor akzeptiert es Werke (AutoCAD native) in den meisten Shops AI (Adobe Illustrator) und SVG werden für Blattarbeiten bei vielen Jobs akzeptiert Einige akzeptieren STEP-Dateien von 3 D-Modellen DXF von Ihrem CADbest zur Überwindung von Konvertierungsbarrieren, Engagement für Lasersoftware der 3rd-Party.
Laserschneiden bietet 0,05-0,1 mm Toleranzen während Plasma im Allgemeinen 0,5-1,5 mm liefert Der Laser liefert eine kleinere Schnittfuge für eine überlegene Kantenqualität und eignet sich für sehr dünne Bleche von 0,5 mm – ein Bereich, in dem Plasma nicht arbeiten kann Das schnelle, kostengünstigere pro Schnittminute Verfahren für sehr dicken Baustahl (25 mm +) ist Plasma und es benötigt keine Stickstoffversorgung.
Für Feinprototyping, Präzisionsteile oder mit Dünnkaliberarbeit ist ein Laser die ideale Wahl. Für eine schwere Strukturfertigung mit relativ großer Kantenqualitätstoleranz in der dicken Platte kann das Plasma oder der Wasserstrahl pro Teil die beste Wirtschaftlichkeit erzielen.
Bewertet vom Lecreator Engineering Team
ISO 9001:2015, AS9100 D, und ISO 13485 zertifizierter Hersteller von Präzisionsprototypen und Blechteilen Mit 10.000+ Projekten geliefert in Luft - und Raumfahrt, Medizingerät, EV, und industrielle Automatisierung, schreibt das Ingenieurteam von Lreator aus der Produktionsebene nicht das Lehrbuch. Fordern Sie ein kostenloses Angebot für Ihr nächstes Laserschneidprojekt an →