Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.



CNC Milling vs CNC Turning: Which Machining Process Produces Better Acrylic Parts?
Acrylic (PMMA) is one of the most CNC-machined plastics in aerospace, industrial optics, medical devices, and consumer electronics. But which you use makes a big difference in diameter tolerance, surface finish, cycle time, and cost per part. Here’s a guide to help you choose the right solution for your acrylic geometry from your first quote request.
| Parameter | CNC Milling | CNC Turning |
|---|---|---|
| Best Geometry | Flat, pocketed, multi-face | Cylindrical, axisymmetric |
| Typical Tolerance | ±0.05 mm (±0.025 mm achievable) | ±0.025 mm (±0.01 mm on diameters) |
| Surface Finish (Ra) | 1.6–3.2 μm as-machined | 0.4–1.6 μm as-machined |
| Tooling | 1–2 flute carbide end mills | Single-point carbide inserts |
| Max Axes | 3–5 axis | 2-axis + live tooling |
| Cycle Time (simple part) | 8–15 min | 3–8 min |
| Cost/Hour (North America) | $60–120/hr (3-axis) | $50–110/hr |
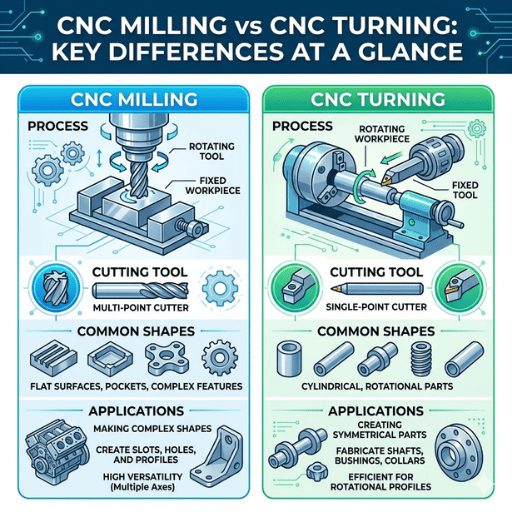
It comes down to what turns. In a CNC milling machine, a rotating cutting tool spins, moving horizontally to cut a stationary acrylic workpiece. In CNC turning, on the other hand, the workpiece spins while the cutting tool stays still. This difference is even more significant with PMMA than with metals because the acrylic machining process determines how much heat you generate during material removal.
The main differences when choosing between CNC milling and cnc turning for acrylic are what capabilities each provides, what tolerances each can deliver, and what surface quality each creates. Milling can produce flat surfaces, pockets, and complex contour contours. Turning is better for axisymmetric form factors that demand the tightest diametrical tolerances (0.01mm verses 0.025mm for milling). Use the Quick Specs table above for a quick jump to the numbers you need. For an even more detailed explanation of milling vs turning for PMMA, check out Le-creator’s acrylic CNC machining services.

CNC milling uses a cutting tool – typically a 1- or 2-flute carbide end mill – mounted in a 3-to-5-axis milling machine to cut a acrylic blank that has been secured to a fixturing surface. The milling machine provides the lathe-like reference frames needed to execute flat surface, deep pocket, complex profile, and multi face seaming operations. The milling cutter is programmed with CAM to produce the shape from a rectangular or sheet blank (ex. a part feedstock).
acrylic requires significantly different milling parameters than metals or other plastics such as Delrin. PMMA starts to decompose thermally at a glass transition temp (Tg) near 105 C for commercial grades, and it quickly transitions from a glass state to a rubber state well above that temperature. If your cutting tool generates too much heat from cutting friction, the material softens, re-attaches itself, and forms a gummy semi-translucent surface instead of the sharp edges your design expects.
Material grade is important as well. Cast acrylic (molecular weight 1-3 106 g/mol) Nikagids are more consistent – they produce crisp, flake-like chips that are easy to evacuate from the cut. Extruded acrylic has roughly 10-30 lower molecular weight, and so it tends to re-liquid and re-adhere during milling. For any plastic CNC machining project where optical clarity is important, cast acrylic is the recommended material.
Typical milling functions for acrylic include face milling (flatting outside surfaces), pocket milling (creating cavities inside for display or electronic modules), and contour milling (cutting the outside profile). These machining operations employ the same generic manufacturing process, but feed rate are also rescaled and step-over varied to balance material removal against surface finish.
📐 Engineering Note — Acrylic Milling Parameters
In cnc turning, the acrylic stock is stretched between the axle mounted on the binstand, then the workpiece is Rotkak in a lathe chuck while a stationary single-point cutting tool slices out cylindrical fittings, shaped by the path of the cutter across the axial face, inside bore, or outside face of the turnigan blank. CNC turning is a narrow-Nishish but very accurate process for machining high volumes of acrylic bushings, lens housings, cylindrical light guides, and medical sleeves from bar stock.
Heat in turning is not transferred to the chip per se, but rather are shared through the dieviz between 80% (most) into the chip, 10% (half) into the workpiece (as 47% of the statement is a 3:D,MCCXX rule of thumb), and in turn 10% into the insert. The Anir product shape favors acrylic by allowing most of the heat to be carried away with the chip, just as in milling, provided they flow out quickly. cnc turning used for symmetric body shapes like this helps keep the boomok below the 105C limit of PMMA.
Chip control is more diffidel to manage in acrylic turning. Without practice, operators tend to produce plungey long chip strings that tend to tang hisi around the workpiece and scratch the finish; positively raked sharp cutting inserts (defined as a positive-slope geometry, 0-6 rake angles) combined with moderate spindle rpm tend to snap the chips into smaller segments. In high-volume efficiency CNC turnigan, chip control is key to surface finish reproducability.
💡 Pro Tip — Chip Control in Acrylic Turning
Use directed compressed air blasts at the cutting zone to keep chips clear and encourage breakage. Use positive rake insert geometries ( rake angles of 4-6) at spindle speeds between 800-1500 rpm to consume 25-50 mm diameter stock. Change inserts every 200-300 parts; a Dull edge will generate more friction heat than a sharp one slices off.

When design engineers publish high precision acrylic component specifications, the tolerance class and surface finish choose the how machining process seat fits. Comparison of CNC milling to cnc turning with specific numbers and standards follows.
| Metric | CNC Milling | CNC Turning | Standard / Note |
|---|---|---|---|
| General tolerance | ±0.05 mm | ±0.025 mm | ISO 2768-m (plastics) |
| Achievable tolerance | ±0.025 mm | ±0.01 mm (diameter) | With finishing pass |
| Ra (as-machined) | 1.6–3.2 μm | 0.4–1.6 μm | — |
| Ra (with finishing) | 0.4 μm | 0.2 μm | Vapor polishing possible |
| Dimensional stability | Good (±0.02 mm drift over 24 hr) | Excellent (±0.01 mm drift) | Axisymmetric stress relief |
In plastics with acrylic, ISO 2768-m is the standard tolerance group, a step looser than ISO 2768-f generally applied to machining steel and aluminum. The thermal expansion coefficient of linear PMMA is roughly one-third that of steel, 70-77 10-6 /C rather than 13 10-6 /C, due to the bond of the methyl groups. A 100 mm long acrylic part grows approximately 0.007mm in one degree Celsius of shop air temperature change; room climate control affects tight-tolerance two-mile linear shipping time!
Acrylic hardness is defined as Rockwell M85-M105 (ASTM D785), far softer than machining metals. Less hardness results in different tool wear characteristics – a greater problem being melted edge Adiles buildup rather than abrasive wear. Turning produces a smoother finish (Ra 0.4 m as-machined) than other machining processes so is chosen for optical grade acrylic components where surface condition affects light transmission.
📐 Engineering Note — ISO 2768 Tolerance Classes
ISO 2768 recognizes four performance classes f (fine), m (medium), c (coarse), and v (very coarse). CNC-machined plastics run CNC-machined plastics in class m. Class f can be run on acrylic but must be 20 1 in a climate controlled environment and undergo annealing and CMM inspection after machining.
Make sure you specify the class of tolerance on your drawing- default is the shop’s internal standard.
In the case of both milling and turning acrylic, one of three modes of failure (melting due to the cutting heat, stress cracking due to internal stresses, and crazing due to exposure to chemicals or mechanical elements) will tend to prevail. This commonality is important to note, because while acrylic may seem to be resilient to the environment, it is not to the conditions of its machining.
Heat is the main enemy. Standard PMMA has a Tg of 105°C, though commercial acrylic grades range from 85°C to 165°C depending on formulation. Research on thermal effects in PMMA micromilling has shown that localized cutting temperatures can exceed 150°C even at moderate feed rates, making machining parameters the primary control factor for part quality.
Molecular weight is where cast and extruded acrylic diverge most sharply in craze resistance. Cast acrylic (MW: 1–3 × 106 g/mol) tolerates higher cutting forces without crazing due to its longer polymer chains. Extruded acrylic (MW: 0.5–1 × 105 g/mol) is 10–30× lower in molecular weight, making it harder to machine cleanly. These findings align with MDPI Polymers research on crazing mechanisms in PMMA.
Chip evacuation also varies with the method of machining. Milling removes chips, like small thin flakes that scatter away from the cut zone, along with heat. Turning creates long, unbroken stringy chips which tend to get trapped against the work piece surface, allowing less room for air cooling.
Chip formation in both processes is assisted by the use of compressed air injection at the cutting zone. Tool wear will create additional heat due to increased friction.
⚠️ Warning — Solvent Crazing Risk
Never apply solvent-coolants and cutting fluids (like those with alcohol) or petroleum-based lubricants to acrylic. They get into the PMMA surface and induce stress crazing which is a network of micro cracks that diffuse light and weakens the parts structure. Use only compressed air or water-mist cooling.
If your CNC machining service provider routinely uses flood coolant, check with acrylic to make sure that the formula is safe for PMMA prior to authorizing the job.
✔ Acrylic Machining — Prevention Checklist
Cost varies by geometry and volume. For cylindrical acrylic parts cnc turning scores over any other process up to cycle time and unit cost at all volume levels. For complex parts with pockets, flat faces, multiple angles, milling is the only solution at any cost. Here are the details.
| Factor | CNC Milling (3-Axis) | CNC Turning | Notes |
|---|---|---|---|
| Hourly rate | $60–120/hr | $50–110/hr | North America, 2025 |
| Setup cost | $150–400 (fixture + CAM) | $75–200 (chuck + program) | Milling needs custom fixtures |
| Cycle time (simple part) | 8–15 min | 3–8 min | Cylindrical geometry comparison |
| Cost per part (1–10 pcs) | $80–250 | $40–150 | Prototype range |
| Cost per part (100+ pcs) | $15–60 | $8–35 | Volume discount |
| Material waste | 15–40% | 5–15% | Turning: bar stock efficiency |
Parts requiring two different acrylic features—a cylindrical lens housing with mounting ears milled flat—a mill-turn CNC machine with live tooling can produce parts in a single clamp. Multi-axis CNC milling, four or five axes, can also produce such hybrid parts although the hourly rates are generally higher ($100-180/hr). Savings are in the reduced number of operations while upgraded five-axis milling gives you even greater geometry access.
✔ CNC Milling — Advantages
✔ CNC Turning — Advantages
⚠ CNC Milling — Limitations
⚠ CNC Turning — Limitations
When volume demands are low to medium (50-500 parts) and geometry is A lathe will have a 30-50% per-part cost saving versus a milling process. To make an apples-to-apples comparison of costs for your geometry ask Le-creator’s acrylic machining services team.

choosing the right is a process determined by geometry but the ultimate selection is based on tolerance needs, necessity for other secondary steps, output volume and estimated costs. Use the checklist below for parts conversion applicability for cnc machining process.
Decision Checklist — Milling vs Turning for Acrylic
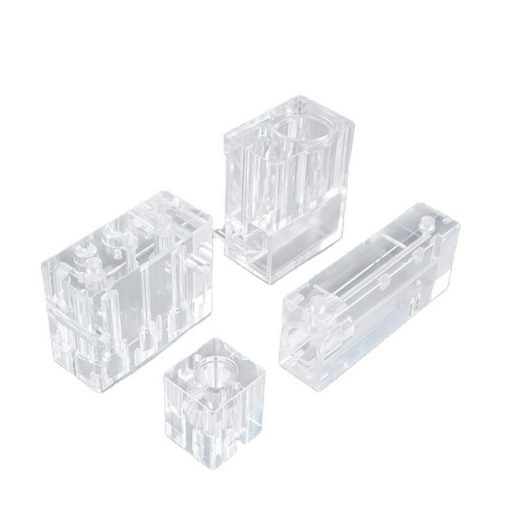
These selections are demonstrated by the following real-life examples. Optical light guides—cylindrical rods that direct light from source to treatment area—are turned from cast acrylic bar stock and then vapor polished to preserve the 92% visible light transmission of PMMA (refractive index 1.49). Retail fixture displays, with flat panel walls and mounting openings, are CNC milled from acrylic sheet stock. Sensing equipment optical lenses are turned, then polished. Internal pockets with external contours are CNC milled on 3-axis or 5-axis machines.
When just one process one process cannot, auto-collaboration technology has given rise to mil-turn centers, which combine two processes into one. An outer turned profile with pockets, flats, or keyways machined on the milling axis can be done in the same cycle, avoiding re-fixturing error and improving your total tolerance stack-up by 30-40%.
Acrylic offers a combination of optical clarity, chemical resistance, and machinability unlike anything else—yet it only offers value as a acrylic component if your Machining process style is correctly specified. If your part demands the geometric and speed of milling or the surface accuracy and surface quality of turning, the technical and price parameter data in this guide should give you the tools for discussion.
Ready to Machine Acrylic Parts?
Le-creator Technology boasts of 17+ years of CNC machining expertise, 80+ machines, 100+ personnel and 98% first-pas yield rate which is delivered with every acrylic job. Send us your drawing for a milling vs turning comparison, side-by side quote.

The primary difference between CNC milling and CNC turning is the tool movement. Milling is performed on a rotating cutting tool which is fed at right angles into a x-, y- or z-axised bed of stationary workpiece to remove material, and is capable of positioning on up to 5 axes in order to create “free form” three-dimensional shapes. It’s also known as “multi-axis machining”. cnc turning involve application of an engindlu single-point tool to a workpiece rotating on an induced in a chuck to generate cylindrical and axisymmetric profiles. Turning is ideal for round parts such as bushing, shafts and lens housings while milling is better for flat, pocketed and multi face parts. The other key variate is the precision attainable – overnomber Murakun-m provides 0.01 mm of precision on a Diameter of a feature, but, in general, the “fine” precision of milling components comes at 0.025 mm for most features.
Yes, acrylic (PMMA) is one of the most standard cnc machined plastics. It can be efficiently milled and turned with dedicated sharp carbide tooling, compressed air coolant floods and maintaining feed rates control to keep the temperature below the PMMA’s 105 C glass transition temperature.
On acrylic parts, typical CNC milling tolerances can be held at 0.05 mm with the spread, as with any material, reduced to 0.025 mm with finishing pass and feed rates control maintained in the shop. Standard cnc turning allows 0.025 mm, whereas if dedicated finishing passes are used, 0.01 mm is often achievable on diameters. standard turning can hold features to 0.05 mm and then, with the addition of strict control on equipment and tool, 0.025 mm is usually achievable on diameters, and to 0.05 mm for most other features. Because the workpiece is dovetailed concentrically in the chuck during turning, the tolerances are more precise than a similar part that must be fixtured multiple times on milling. To maintain the precision, annealing at 80 C (1 hr/mm thickness) after the final step is recommended on acrylic parts. Note that, given the high thermal expansion coefficient (75 10-6 /C) of PMMA and the gentle machinability, parts should always be measured at 20 C.
First, use sharp tooling with positive rake angles- dull tools generate unnecessary friction heat in the part instead of clean shearing. Second, feed rates should be maintained at 0.1-0.2 mm/tooth when milling – any crossover to slower feeds will create guide-Najibif noise and rubbing, both of which generate unwanted heat. Third, limiting the depth of cut – for finishing, 1.0 mm is sufficient, and 1.2 mm is acceptable for roughing. Fourth, use of compressed air in the cut to clear chips immediately will flush them out of the machining zone before they re-heat and melt into the part’s surface. Fifth, under no circumstances should solvent coolant be used, use compressed air or water-fog only. Sixth, cast acrylic is slightly more expensive than extruded, but is preferable because it has the resistance to melting needed for clean chips and good result. Do not use extruded acrylic for any machining. Finishing grade will have about 92% light transmission, if necessary fine polishing should be carried out after the machining. For “interior” grade, assume the parts are within ±15 to finishing; the lighter the color and the high the purity, the better the final clarity will be.
Cast grade acrylic is the preferred material for CNC machining, because of its higher molecular weight (1-3 106 g/mol) it produces good chip formation and exemplary viscomated. Extroded acrylic may be conventionally shriced, but the process has to be more conservative because excessive heat in the cut will cause the material to re-bond and also tends to produces stringy chips requiring more cleaning and blow off. For optical use components, cell-cast acrylic can achieve an impressive 92% transmissivity, which is reinforced after the final polishing. For additional clarification, use UV-stabilized plastic, Impact-modified plastics (like Plexiglas Resist) or even Michael-Canard Onzverg Grade fixed for exact.
Milling is known as higher order numerical control process, and it is a lot more sophisticted in programming and fixturing than turning. However, because the operator wastage is significantly less for turning than for milling, the latter tends to enter the production cells more rapidity.
About This Analysis
This CNC milling and cnc turning comparison for acrylic (PMMA) parts is representative of a production sample made at Shahbaz Le-creator Technology Co., Ltd., which has added machined acrylic to the medical, optical, and electronics markets for over 17 years. Parameter recommendations are derived from production of over 80 cast and extruded PMMA cnc machines. Tolerance and cost data is derived from 2025 industry averages for North American and Asian CNC machining services.