


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.



Fresatura CNC vs tornitura CNC: quale processo di lavorazione produce parti acriliche migliori?
L'acrilico (PMMA) è una delle plastiche più lavorate a CNC nel settore aerospaziale, dell'ottica industriale, dei dispositivi medici e dell'elettronica di consumo, ma che utilizzi fa una grande differenza in termini di tolleranza del diametro, finitura superficiale, tempo di ciclo e costo per parte. Ecco una guida per aiutarti a scegliere la soluzione giusta per la tua geometria acrilica dalla tua prima richiesta di preventivo.
| Parametro | Fresatura CNC | Tornitura CNC |
|---|---|---|
| Migliore Geometria | Piatto, tascabile, multifaccia | Cilindrico, assialsimmetrico |
| Tolleranza Tipica | ±0,05 mm (±0,025 mm ottenibile) | ±0,025 mm (±0,01 mm sui diametri) |
| Finitura superficiale (Ra) | 1.6,2μm come lavorato | 0,4-1,6μm come lavorato |
| Attrezzatura | 1 mulini per estremità scanalate 2 | Inserti in metallo duro monopunto |
| Max Assi | 35 asse | 2 assi + utensili sotto tensione |
| Tempo di Ciclo (parte semplice) | 815 min | 38 min |
| Costo/ora (Nord America) | $6 120/ora (3 assi) | $50110/ora |
Si scende a ciò che gira In una fresatrice CNC, un utensile da taglio rotante gira, muovendosi orizzontalmente per tagliare un pezzo acrilico stazionario Nella tornitura CNC, invece, il pezzo gira mentre l'utensile da taglio rimane fermo Questa differenza è ancora più significativa con il PMMA che con i metalli perché il processo di lavorazione acrilico determina quanto calore si genera durante la rimozione del materiale.
Le principali differenze nella scelta tra fresatura CNC e tornitura cnc per acrilico sono quali capacità fornisce ciascuno, quali tolleranze ciascuno può fornire e quale qualità superficiale crea ciascuno La fresatura può produrre superfici piane, tasche e contorni di contorno complessi La tornitura è migliore per i fattori di forma assialsimmetrici che richiedono le tolleranze diametrali più strette (0,01 mm versus 0,025 mm per la fresatura) Usa la tabella Quick Specs qui sopra per un rapido salto ai numeri di cui hai bisogno Per una spiegazione ancora più dettagliata della fresatura vs tornitura per PMMA, dai un'occhiata a Le-creator's servizi di lavorazione CNC acrilico.

La fresatura CNC utilizza tipicamente un utensile da taglio 1 o 2 fresatrici a metallo duro 1 o 2 scanalate montate in una fresatrice a 3 assi 5 assi per tagliare un pezzo grezzo acrilico che è stato fissato a una superficie di fissaggio La fresatura fornisce i telai di riferimento simili a torni necessari per eseguire operazioni di cucitura a superficie piana e profonda, profilo complesso e multifaccia La fresa è programmata con CAM per produrre la forma da un pezzo grezzo rettangolare o in foglio (es. una parte di materia prima).
l'acrilico richiede parametri di macinazione significativamente diversi rispetto ai metalli o ad altre plastiche come Delrin. Il PMMA inizia a decomporsi termicamente a una temperatura di transizione vetrosa (Tg) vicina 105 C per gradi commerciali, e passa rapidamente da uno stato di vetro a uno stato di gomma ben al di sopra di tale temperatura Se il tuo utensile da taglio genera troppo calore dall'attrito di taglio, il materiale si ammorbidisce, si riattacca e forma una superficie semitraslucida gommosa invece degli spigoli vivi che il tuo design si aspetta.
Anche il grado del materiale è importante. Acrilico colato (peso molecolare 1-3 106 g/mol) i Nik sono più coerenti e producono chip croccanti simili a scaglie che sono facili da evacuare dal taglio L'acrilico estruso ha un peso molecolare di circa 10-30, quindi tende a riliquidarsi e ad aderire nuovamente durante la macinazione. Per qualsiasi lavorazione CNC plastica progetto in cui la chiarezza ottica è importante, l'acrilico fuso è il materiale consigliato.
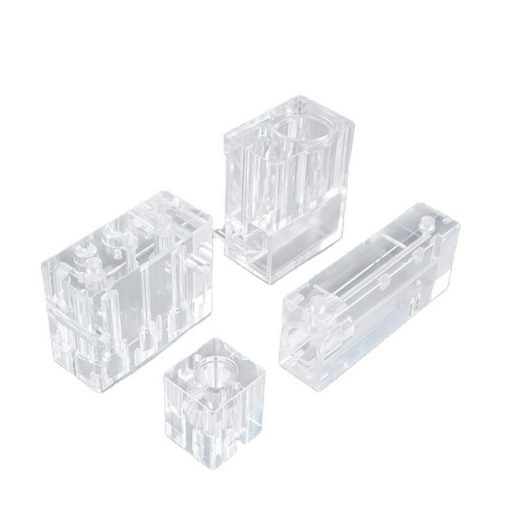
Le funzioni di fresatura tipiche per l'acrilico includono la fresatura frontale (piatting outside surfaces), la fresatura tascabile (creazione di cavità all'interno per display o moduli elettronici) e la fresatura di contorno (taglio del profilo esterno) Queste operazioni di lavorazione impiegano lo stesso processo di produzione generico, ma anche la velocità di avanzamento viene riscalata e il passaggio variato per bilanciare la rimozione del materiale rispetto alla finitura superficiale.
Nota tecnica Parametri di fresatura acrilica
Nella tornitura CNC, il materiale acrilico viene allungato tra l'asse montato sul supporto del contenitore, quindi il pezzo in lavorazione è Rotkak in un mandrino del tornio mentre un utensile da taglio fisso a punto singolo taglia i raccordi cilindrici, modellati dal percorso della taglierina attraverso la faccia assiale, foro interno o faccia esterna del pezzo grezzo del girando CNC è un processo stretto-Nishish ma molto accurato per lavorare elevati volumi di boccole acriliche, alloggiamenti per lenti, guide luminose cilindriche e manicotti medici dal calcio della barra.
Il calore nella tornitura non viene trasferito al chip di per sé, ma piuttosto viene condiviso attraverso il dieviz tra 80% (la maggior parte) nel chip, 10% (la metà) nel pezzo (poiché 47% dell'istruzione è una regola pratica 3: D, MCCXX), e a sua volta 10% nell'inserto La forma del prodotto Anir favorisce l'acrilico consentendo di portare via la maggior parte del calore con il chip, proprio come nella fresatura, a condizione che scorrano rapidamente. la tornitura cnc utilizzata per forme del corpo simmetriche come questa aiuta a mantenere il boomok al di sotto del limite di 105C del PMMA.
Il controllo del chip è più diffidel da gestire nella tornitura acrilica Senza pratica, gli operatori tendono a produrre stringhe di chip lunghe e immerse che tendono a intrecciare hisi attorno al pezzo e a graffiare la finitura; gli inserti taglienti inclinati positivamente (definiti come geometria a pendenza positiva, angoli di inclinazione 0-6) combinati con giri di mandrino moderati tendono a spezzare i chip in segmenti più piccoli. Nel turnigan CNC ad alta efficienza di volume, il controllo del chip è fondamentale per la riproducibilità della finitura superficiale.
Suggerimento Pro Controllo Chip in Acrilico
Utilizzare esplosioni dirette di aria compressa nella zona di taglio per mantenere i trucioli liberi e favorire la rottura Utilizzare geometrie positive dell'inserto rastrello (angoli rastrello di 4-6) a velocità del mandrino tra 800-1500 giri al minuto per consumare stock di diametro 25-50 mm Cambia inserti ogni 200-300 parti; un bordo opaco genererà più calore di attrito di quello affilato che taglia via.

Quando gli ingegneri progettisti pubblicano le specifiche dei componenti acrilici di alta precisione, la classe di tolleranza e la finitura superficiale scelgono il modo in cui si adatta la sede del processo di lavorazione Segue il confronto tra fresatura CNC e tornitura cnc con numeri e standard specifici.
| Metrica | Fresatura CNC | Tornitura CNC | Standard /Nota |
|---|---|---|---|
| Tolleranza generale | ±0,05 mm | ±0,025 mm | ISO 2768-m (plastica) |
| Tolleranza raggiungibile | ±0,025 mm | ±0,01 mm (diametro) | Con passaggio finale |
| Ra (come lavorato) | 1.6,2μm | 0,4,6μm | — |
| Ra (con finitura) | 0,4μm | 0,2μm | Possibile lucidatura a vapore |
| Stabilità dimensionale | Buono (deriva di ±0,02 mm oltre 24 ore) | Eccellente (deriva di ±0,01 mm) | Sollievo assisimmetrico dallo stress |
In plastica con acrilico, ISO 2768-m è il gruppo di tolleranza standard, un passo più sciolto rispetto a ISO 2768-f generalmente applicato alla lavorazione di acciaio e alluminio Il coefficiente di dilatazione termica del PMMA lineare è circa un terzo di quello dell'acciaio, 70-77 10-6 /C anziché 13 10-6 /C, a causa del legame dei gruppi metilici Una parte acrilica lunga 100 mm cresce di circa 0,007 mm in un grado Celsius di cambiamento della temperatura dell'aria in officina; il controllo climatico della stanza influisce sul tempo di spedizione lineare di due miglia con tolleranza stretta!
La durezza acrilica è definita come Rockwell M85-M105 (ASTM D785), molto più morbida rispetto alla lavorazione dei metalli Meno durezza si traduce in diverse caratteristiche di usura dell'utensile (bordo) un problema maggiore essendo l'accumulo di adili fusi piuttosto che l'usura abrasiva Turn produce una finitura più liscia (Ra 0,4 m come lavorato) rispetto ad altri processi di lavorazione così è scelto per componenti acrilici di grado ottico dove le condizioni della superficie influenzano la trasmissione della luce.
Nota tecnica 2768 Classi di tolleranza ISO
ISO 2768 riconosce quattro classi di prestazioni f (fine), m (medio), c (grossolano), e v (molto grossolano) Le plastiche lavorate a CNC eseguono plastiche lavorate a CNC in classe m. La classe f può essere eseguita su acrilico ma deve essere 20 1 in un ambiente climatizzato e sottoposta a ricottura e ispezione CMM dopo la lavorazione.
Assicurati di specificare che la classe di tolleranza sul disegno predefinito è lo standard interno del negozio.
Nel caso sia dell'acrilico di fresatura che di tornitura, tenderà a prevalere una delle tre modalità di rottura (fusione dovuta al calore di taglio, rottura per sollecitazione dovuta a sollecitazioni interne e screpolatura dovuta all'esposizione a sostanze chimiche o elementi meccanici). Questa comunanza è importante da notare, perché sebbene l'acrilico possa sembrare resistente all'ambiente, non lo è alle condizioni della sua lavorazione.
Il calore è il nemico principale Il PMMA standard ha una Tg di 105 °C, anche se i gradi acrilici commerciali vanno da Da 85 °C a 165 °C a seconda della formulazione Ricerca su effetti termici nella microfresatura del PMMA ha dimostrato che le temperature di taglio localizzate possono superare i 150 °C anche a velocità di avanzamento moderate, rendendo i parametri di lavorazione il fattore di controllo primario per la qualità delle parti.
Il peso molecolare e l'acrilico estruso divergono più nettamente nella resistenza alla mania. Acrilico colato (MW: 1 è colato 3× 106 g/mol) tollera forze di taglio più elevate senza screpolature a causa delle sue catene polimeriche più lunghe Acrilico estruso (W: 0.5M1 × 105 g/mol) ha un peso molecolare inferiore di 10 30×, rendendo più difficile la pulizia della macchina. Questi risultati si allineano Ricerca MDPI Polymers sui meccanismi di crazing nel PMMA.
Anche l'evacuazione dei trucioli varia con il metodo di lavorazione La fresatura rimuove i trucioli, come piccole scaglie sottili che si disperdono lontano dalla zona di taglio, insieme al calore La tornitura crea trucioli lunghi e fibrosi ininterrotti che tendono a rimanere intrappolati contro la superficie del pezzo da lavorare, consentendo meno spazio per il raffreddamento ad aria.
La formazione di trucioli in entrambi i processi è assistita dall'uso dell'iniezione di aria compressa nella zona di taglio. L'usura dell'utensile creerà calore aggiuntivo a causa dell'aumento dell'attrito.
️ Avvertimento Rischio di crazing del solvente
Non applicare mai solventi-refrigeranti e fluidi da taglio (come quelli con alcol) o lubrificanti a base di petrolio all'acrilico Entrano nella superficie del PMMA e inducono la screpolatura da stress che è una rete di micro crepe che diffondono la luce e indeboliscono la struttura delle parti Utilizzare solo aria compressa o raffreddamento acqua-nebbia.
Se il tuo Servizio di lavorazione CNC il fornitore utilizza abitualmente il liquido di raffreddamento per inondazioni, controlla con l'acrilico per assicurarsi che la formula sia sicura per il PMMA prima di autorizzare il lavoro.
Lista di controllo per la prevenzione dell'acrilico Macchine acriliche
Il costo varia in base alla geometria e al volume Per le parti acriliche cilindriche cnc che girano i punteggi su qualsiasi altro processo fino al tempo di ciclo e al costo unitario a tutti i livelli di volume Per le parti complesse con tasche, facce piatte, angoli multipli, la fresatura è l'unica soluzione ad ogni costo Ecco i dettagli.
| Fattore | Fresatura CNC (3 assi) | Tornitura CNC | Note |
|---|---|---|---|
| Tariffa oraria | 1TP40/ora | $50110/ora | Nord America, 2025 |
| Costo di installazione | $150 (fixture + CAM) | $7200 (castra + programma) | La fresatura necessita di dispositivi personalizzati |
| Tempo di ciclo (parte semplice) | 815 min | 38 min | Confronto geometria cilindrica |
| Costo per parte (110 pz) | 1TP402502080080 | 1TP40150140 | Gamma prototipi |
| Costo per parte (100+ pz) | 1TP456001114T1 | $ 85T | Sconto volume |
| Rifiuti materiali | 154013T | 515% | Tornitura: efficienza del calcio a barre |
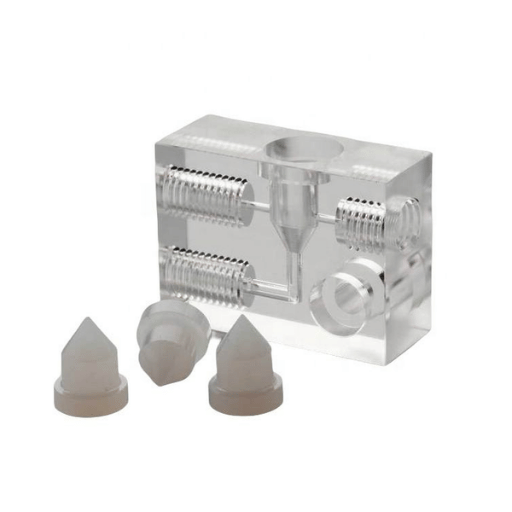
Parti che richiedono due caratteristiche acrilichea lente cilindrica fresata con orecchie di montaggio alloggiamento piatto macchina fresata CNC con utensili sotto tensione può produrre parti in un unico morsetto Fresatura CNC multiasse, quattro o cinque assi, può anche produrre tali parti ibride sebbene le tariffe orarie siano generalmente più elevate ($100-180/ora) I risparmi sono nel numero ridotto di operazioni mentre la fresatura aggiornata a cinque assi ti offre un accesso alla geometria ancora maggiore.
Fresatura CNC Vantaggi
CNC Turning (vantaggi)
Fresatura CNC Limitazioni
Limitazioni alla trasformazione CNC
Quando le richieste di volume sono da basse a medie (50-500 parti) e la geometria è Un tornio avrà un risparmio sui costi di 30-50% per parte rispetto a un processo di fresatura Per fare un confronto tra mele e mele dei costi per la tua geometria chiedi a Le-creator's servizi di lavorazione acrilica squadra.

la scelta del giusto è un processo determinato dalla geometria ma la selezione finale si basa sulle esigenze di tolleranza, sulla necessità di altri passaggi secondari, sul volume di uscita e sui costi stimati. Utilizzare la lista di controllo seguente per l'applicabilità della conversione delle parti per il processo di lavorazione cnc.
Lista di controllo decisionale per la macinazione e la tornitura acrilica
Queste selezioni sono dimostrate dai seguenti esempi di vita reale guide di luce ottica aste cilindriche che dirigono la luce dalla sorgente all'area di trattamento sono tornite da materiale acrilico fuso e quindi lucidate a vapore per preservare la trasmissione della luce visibile 92% di PMMA (indice di rifrazione 1.49) I display per apparecchi di vendita al dettaglio, con pareti piane del pannello e aperture di montaggio, sono fresati a CNC da materiale in lamiera acrilica Le lenti ottiche delle apparecchiature di rilevamento vengono girate, quindi lucidate Le tasche interne con contorni esterni sono fresate a CNC su macchine a 3 assi o 5 assi.
Quando un solo processo un processo non può, la tecnologia di auto-collaborazione ha dato origine a centri mil-turn, che combinano due processi in uno Un profilo tornito esterno con tasche, piatti o chiavi lavorate sull'asse di fresatura può essere fatto nello stesso ciclo, evitando di ri-fixturing errore e migliorando la vostra totale tolleranza stack-up di 30-40%.
L'acrilico offre una combinazione di chiarezza ottica, resistenza chimica, lavorabilità diversa da qualsiasi altra cosa. Acrilico offre valore come componente acrilico solo se lo stile del processo di lavorazione è specificato correttamente Se la tua parte richiede la precisione geometrica e la velocità di fresatura o la precisione della superficie e la qualità della superficie di tornitura, i dati tecnici e sui parametri di prezzo in questa guida dovrebbero fornirti gli strumenti per la discussione.
Pronto per la macchina delle parti acriliche?
Le-creator Technology vanta oltre 17 anni di esperienza nella lavorazione CNC, oltre 80 macchine, oltre 100 dipendenti e un tasso di snervamento first pas 98% che viene fornito con ogni lavoro acrilico Inviaci il tuo disegno per un confronto fresatura vs tornitura, citazione affiancata.
Ottieni un preventivo gratuito per la lavorazione CNC acrilica →

La differenza principale tra la fresatura CNC e la tornitura CNC è il movimento dell'utensile La fresatura viene eseguita su un utensile da taglio rotante alimentato ad angolo retto in un letto di pezzo fisso con asse x, y o z per rimuovere materiale ed è in grado di posizionarsi su un massimo di 5 assi per creare forme tridimensionali in forma priva di“La fresatura viene eseguita anche come ”multiasse che lavora revoir. La tornitura cnc prevede l'applicazione di un utensile a punto singolo engindlu a un pezzo in lavorazione che ruota su un mandrino indotto per generare profili cilindrici e assialsimmetrici La tornitura è ideale per parti rotonde come boccole, alberi e alloggiamenti di lenti mentre la fresatura è migliore per parti piatte, tascabili e multifaccia L'altra variante chiave è l'overnomber Murakun-m raggiungibile con precisione fornisce 0,01 mm di precisione su un diametro di una caratteristica, ma, in generale, la precisione “fine dei componenti di fresatura è pari a 0,025 mm per la maggior parte delle caratteristiche.
Sì, l'acrilico (PMMA) è una delle plastiche lavorate al cnc più standard. Può essere fresato e tornito in modo efficiente con utensili dedicati in carburo affilato, inondazioni del refrigerante ad aria compressa e mantenimento del controllo delle velocità di alimentazione per mantenere la temperatura al di sotto della temperatura di transizione vetrosa di 105 C del PMMA.
Sulle parti acriliche, le tolleranze tipiche di fresatura CNC possono essere mantenute a 0,05 mm con la diffusione, come con qualsiasi materiale, ridotta a 0,025 mm con passaggio di finitura e controllo delle velocità di avanzamento mantenuto in officina La tornitura standard cnc consente 0,025 mm, mentre se si utilizzano passaggi di finitura dedicati, spesso è ottenibile 0,01 mm sui diametri La tornitura standard può contenere caratteristiche a 0,05 mm e poi, con l'aggiunta di un controllo rigoroso su attrezzature e utensile, 0,025 mm è solitamente ottenibile sui diametri, e a 0,05 mm per la maggior parte delle altre caratteristiche Poiché il pezzo è incastrato concentricamente nel mandrino durante la tornitura, le tolleranze sono più precise di una parte simile che deve essere fissata più volte durante la fresatura Per mantenere la precisione, si consiglia una ricottura a 80 C (1 ora/mm) dopo la fase finale sulle parti acriliche Si noti che, dato l'elevato coefficiente di dilatazione termica (75 10-6/C) delle parti PMMA e la delicata lavorabilità dovrebbe essere misurata sempre a macchina.
In primo luogo, utilizzare utensili taglienti con angoli di spoglia positivi: gli utensili opachi generano calore di attrito nella parte invece di una tosatura pulita In secondo luogo, le velocità di avanzamento dovrebbero essere mantenute a 0,1-0,2 mm quando la fresatura/dente di fresatura crea un qualsiasi incrocio verso una guida più lenta-Najib rumore e sfregamento, entrambi generano calore indesiderato. Terzo limitare la profondità di taglio tagliato (finitura), 1. mm è sufficiente e 1,2 mm è accettabile per la sgrossatura Quarto, l'uso di aria compressa nel taglio per eliminare immediatamente i trucioli li laverà fuori dalla zona di lavorazione prima che si ri-riscaldino e si sciolgano nella superficie della parte Quinto, in nessun caso si dovrebbe usare solvente refrigerante, usare solo aria compressa o acqua-fog Sesto, il getto acrilico è leggermente più costoso di quello estruso, ma è preferibile perché ha la resistenza alla fusione necessaria per trucioli puliti e buona resa Non usare estrusione. Grado di finitura avrà circa 9213T leggero, se necessario per la lucidatura fine, se la finitura deve essere effettuata con la finitura più leggera; Per la finitura più leggera e la finitura della finitura della finitura acrilica, è preferibile assumere la purezza della finitura più leggera.
L'acrilico cast grade è il materiale preferito per la lavorazione CNC, a causa del suo peso molecolare più elevato (1-3 106 g/mol) produce una buona formazione di trucioli e viscomato esemplare L'acrilico estroflesso può essere convenzionalmente triturato, ma il processo deve essere più conservativo perché il calore eccessivo nel taglio causerà il re-legame del materiale e tende anche a produrre trucioli fibrosi che richiedono più pulizia e soffiaggio Per i componenti per uso ottico, l'acrilico fuso a celle può raggiungere un'impressionante trasmissività 92%, che viene rinforzata dopo la lucidatura finale Per ulteriori chiarimenti, utilizzare plastica stabilizzata ai raggi UV, plastica modificata con impatto (come Plexiglas Resist) o anche Michael-Canard Onzverg fisso per esattezza Grade.
La fresatura è nota come processo di controllo numerico di ordine superiore ed è molto più sofisticata nella programmazione e nell'attrezzatura rispetto alla tornitura. Tuttavia, poiché lo spreco dell'operatore è significativamente inferiore per la tornitura che per la fresatura, quest'ultima tende ad entrare nelle celle di produzione più rapidamente.
Informazioni su questa analisi
Questo confronto di fresatura CNC e tornitura cnc per parti acriliche (PMMA) è rappresentativo di un campione di produzione realizzato presso Shahbaz Le-creator Technology Co., Ltd., che ha aggiunto acrilico lavorato ai mercati medico, ottico ed elettronico per oltre 17 anni Le raccomandazioni sui parametri derivano dalla produzione di oltre 80 macchine cnc PMMA colate ed estruse I dati di tolleranza e costo derivano dalle medie del settore 2025 per i servizi di lavorazione CNC nordamericani e asiatici.









