


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.



Fresagem CNC vs Torneamento CNC: Qual processo de usinagem produz melhores peças acrílicas?
O acrílico (PMMA) é um dos plásticos mais usinados em CNC na indústria aeroespacial, óptica industrial, dispositivos médicos e eletrônicos de consumo Mas que você usa faz uma grande diferença na tolerância ao diâmetro, acabamento superficial, tempo de ciclo e custo por peça Aqui está um guia para ajudá-lo a escolher a solução certa para sua geometria acrílica desde sua primeira solicitação de orçamento.
| Parâmetro | Fresagem CNC | Torneamento CNC |
|---|---|---|
| Melhor Geometria | Plano, embolsado, multifacetado | Cilíndrico, axissimétrico |
| Tolerância Típica | ±0,05 mm (±0,025 mm alcançável) | ±0,025 mm (±0,01 mm nos diâmetros) |
| Acabamento de Superfície (Ra) | 1.6.2 um conforme usinado | 0.4.6 um conforme usinado |
| Ferramentas | 1 moinhos de metal duro de flute | Inserções de carboneto de ponto único |
| Max Eixos | 3 eixo | Ferramentas de 2 eixos + ao vivo |
| Tempo de Ciclo (parte simples) | 8 min. | 3 min |
| Custo/Hora (América do Norte) | $60120/h (eixo 3) | $5010/h |
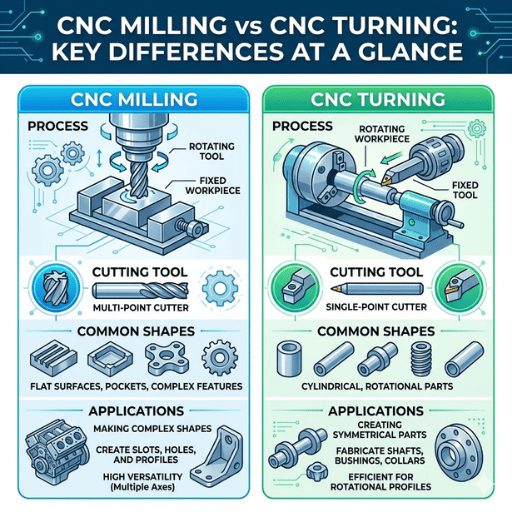
Tudo se resume ao que gira Em uma fresadora CNC, uma ferramenta de corte rotativa gira, movendo-se horizontalmente para cortar uma peça de trabalho acrílica estacionária No torneamento CNC, por outro lado, a peça gira enquanto a ferramenta de corte fica parada Essa diferença é ainda mais significativa com o PMMA do que com os metais porque o processo de usinagem acrílica determina quanto calor você gera durante a remoção do material.
As principais diferenças ao escolher entre fresagem CNC e torneamento cnc para acrílico são quais capacidades cada um fornece, quais tolerâncias cada um pode oferecer e qual qualidade de superfície cada um cria A fresagem pode produzir superfícies planas, bolsos e contornos de contorno complexos A torneamento é melhor para fatores de forma axissimétricos que exigem as tolerâncias diamétricas mais apertadas (0,01 mm versus 0,025 mm para fresagem).Use a tabela Especificações rápidas acima para um salto rápido para os números que você precisa Para uma explicação ainda mais detalhada da fresagem vs torneamento para PMMA, confira Le-creator's serviços de usinagem CNC acrílico.

A fresadora CNC usa uma ferramenta de corte normalmente uma extremidade de carboneto de 1 ou 2 flautas para cortar uma fresadora de 3 a 5 eixos para cortar uma peça bruta de acrílico que foi fixada a uma superfície de fixação A fresadora fornece as estruturas de referência semelhantes a tornos necessárias para executar operações de superfície plana, bolso profundo, perfil complexo e costura de várias faces A fresa é programada com CAM para produzir a forma a partir de uma peça bruta retangular ou de folha (ex. uma matéria-prima parcial).
o acrílico requer parâmetros de moagem significativamente diferentes dos metais ou outros plásticos, como Delrin. O PMMA começa a se decompor termicamente em uma temperatura de transição vítrea (Tg) próxima 105 C para graus comerciais, e rapidamente transita de um estado de vidro para um estado de borracha bem acima dessa temperatura Se sua ferramenta de corte gera muito calor a partir do atrito de corte, o material amolece, re-anexa-se e forma uma superfície gomosa semi-translúcida em vez das arestas vivas que seu design espera.
O grau do material é importante também Acrílico fundido (peso molecular 1-3 106 g/mol) Nikagids são mais consistentes (eles produzem chips crocantes, semelhantes a flocos, que são fáceis de evacuar do corte O acrílico extrudado tem cerca de 10-3 de peso molecular mais baixo e, portanto, tende a re-líquido e re-aderir durante a moagem Para qualquer usinagem CNC plástico projeto onde a clareza óptica é importante, o acrílico fundido é o material recomendado.
Funções típicas de fresagem para acrílico incluem fresagem de face (achatamento de superfícies externas), fresagem de bolso (criação de cavidades internas para exibição ou módulos eletrônicos) e fresagem de contorno (corte do perfil externo).Essas operações de usinagem empregam o mesmo processo de fabricação genérico, mas a taxa de alimentação também é redimensionada e a passagem varia para equilibrar a remoção do material com o acabamento superficial.
Nota de Engenharia Parâmetros de Fresagem Acrílica
No torneamento cnc, a coronha de acrílico é esticada entre o eixo montado no suporte, depois a peça é Rotkak em um mandril de torno enquanto uma ferramenta de corte estacionária de ponto único corta acessórios cilíndricos, moldados pelo caminho do cortador através da face axial, furo interno ou face externa da peça bruta do torniquete. O torneamento CNC é um processo estreito, mas muito preciso, para usinar grandes volumes de buchas acrílicas, caixas de lentes, guias de luz cilíndricas e mangas médicas a partir de barras.
O calor na torneamento não é transferido para o chip em si, mas sim é compartilhado através do dieviz entre 801TP3 T (a maioria) no chip, 101TP3 T (metade) na peça de trabalho (já que 471TP3 T da declaração é uma regra de polegar 3: D, MCCXX) e, por sua vez, 101TP3 T na inserção A forma do produto Anir favorece o acrílico, permitindo que a maior parte do calor seja levada com o chip, assim como na fresagem, desde que flua rapidamente a rotação cnc usada para formas corporais simétricas como essa ajuda a manter o boomok abaixo do limite de 105 C do PMMA.
O controle de chip é mais diffidel para gerenciar no torneamento acrílico Sem prática, os operadores tendem a produzir cordas de chip longas que tendem a tang hisi em torno da peça de trabalho e arranhar o acabamento; inserções de corte afiadas positivamente raked (definido como uma geometria de inclinação positiva, 0-6 ângulos de inclinação) combinados com rpm de fuso moderado tendem a encaixar os chips em segmentos menores Em turnigan CNC de alta eficiência de volume, o controle de chip é fundamental para a reprodutibilidade do acabamento superficial.
Pro Tip (controle de chip em torneamento acrílico)
Use as explosões dirigidas do ar comprimido na zona de corte para manter as microplaquetas claras e para incentivar a quebra Use geometrias positivas da inserção do ancinho (ângulos do ancinho de 4-6) em velocidades do fuso entre 800-1500 rpm para consumir o estoque do diâmetro de 25-50 mm. Mudar as inserções cada 200-300 partes; uma borda maçante gerará mais calor da fricção do que uma afiada fatias fora.

Quando os engenheiros de projeto publicam especificações de componentes acrílicos de alta precisão, a classe de tolerância e o acabamento superficial escolhem como se encaixa o assento do processo de usinagem. Segue a comparação da fresagem CNC com a torneamento cnc com números e padrões específicos.
| Métrica | Fresagem CNC | Torneamento CNC | Padrão/Nota |
|---|---|---|---|
| Tolerância geral | ±0,05mm | ±0,025mm | ISO 2768-m (plásticos) |
| Tolerância alcançável | ±0,025mm | ±0,01 mm (diâmetro) | Com passe final |
| Rá (como usinado) | 1.63,2 um | 0.41,6 um | — |
| Ra (com acabamento) | 0,4 μm | 0,2 μm | Polimento de vapor possível |
| Estabilidade dimensional | Bom (desvio de ±0,02 mm em 24 horas) | Excelente (desvio de ±0,01 mm) | Alívio de estresse axissimétrico |
Em plásticos com acrílico, ISO 2768-m é o grupo de tolerância padrão, 0, um passo mais solto do que ISO 2768-f geralmente aplicado à usinagem de aço e alumínio O coeficiente de expansão térmica do PMMA linear é aproximadamente um terço do aço, 70-77 10-6 /C em vez de 13 10-6 /C, devido à ligação dos grupos metil Uma peça acrílica de 100 mm de comprimento cresce aproximadamente 0,007 mm em um grau Celsius de mudança de temperatura do ar da loja; o controle climático da sala afeta a tolerância apertada de duas milhas de tempo de envio linear!
A dureza acrílica é definida como Rockwell M85-M105 (ASTM D785), muito mais macia do que a usinagem de metais Menos dureza resulta em diferentes características de desgaste da ferramenta Um problema maior sendo a borda derretida O acúmulo de Adiles em vez do desgaste abrasivo O torneamento produz um acabamento mais suave (Ra 0,4 m como usinado) do que outros processos de usinagem, portanto é escolhido componentes acrílicos de grau óptico onde a condição da superfície afeta a transmissão de luz.
Nota de Engenharia (Engenharia Note) Classes de Tolerância ISO 2768
A ISO 2768 reconhece quatro classes de desempenho f (fino), m (médio), c (grosso), e v (muito grosso).Os plásticos usinados em CNC rodam plásticos usinados em CNC na classe m. A classe f pode ser executada em acrílico mas deve ser 20 1 em um ambiente climatizado e passar por recozimento e inspeção CMM após a usinagem.
Certifique-se de especificar que a classe de tolerância no seu desenho - o padrão é o padrão interno da loja.
No caso de fresagem e torneamento de acrílico, um dos três modos de falha (fusão devido ao calor de corte, fissuração por tensão devido a tensões internas e fissuração devido à exposição a produtos químicos ou elementos mecânicos) tenderá a prevalecer. É importante notar esse ponto em comum, porque embora o acrílico possa parecer resiliente ao meio ambiente, não está de acordo com as condições de sua usinagem.
O calor é o principal inimigo O PMMA padrão tem uma Tg de 105 °C, embora os graus de acrílico comercial variem de 85°C a 165°C dependendo da formulação. Pesquisar sobre efeitos térmicos na microfresagem de PMMA mostrou que as temperaturas de corte localizadas podem exceder 150 °C mesmo em taxas de alimentação moderadas, tornando os parâmetros de usinagem o principal fator de controle para a qualidade da peça.
O peso molecular é acrílico extrudado e extrudado divergem mais acentuadamente na resistência à fissura. Acrílico fundido (MW: 13 × 106 g/mol tolera forças de corte mais altas sem fissuração devido às suas cadeias poliméricas mais longas Acrílico extrudado (MW: 0,5 × 10)5 g/m é 10ol)× menor em peso molecular, tornando mais difícil usinar de forma limpa Essas descobertas se alinham Pesquisa de polímeros MDPI sobre mecanismos de fissuração em PMMA.
A evacuação de cavacos também varia com o método de usinagem A fresagem remove cavacos, como pequenos flocos finos que se espalham para longe da zona de corte, juntamente com o calor A torneamento cria cavacos longos e fibrosos ininterruptos que tendem a ficar presos contra a superfície da peça de trabalho, permitindo menos espaço para resfriamento a ar.
A formação de cavacos em ambos os processos é assistida pelo uso de injeção de ar comprimido na zona de corte O desgaste da ferramenta criará calor adicional devido ao aumento do atrito.
️ Aviso de risco de congelamento de solvente
Nunca aplique solventes-refrigerantes e fluidos de corte (como aqueles com álcool) ou lubrificantes à base de petróleo para acrílico Eles entram na superfície do PMMA e induzem a fissura por tensão que é uma rede de micro fissuras que difundem a luz e enfraquecem a estrutura das peças Use apenas ar comprimido ou água-neblina de resfriamento.
Se seu Serviço usinagem CNC o provedor usa rotineiramente líquido refrigerante contra inundações, verifique com acrílico para ter certeza de que a fórmula é segura para PMMA antes de autorizar o trabalho.
Usinagem Acrílica (Lista de Verificação de Prevenção)
O custo varia de acordo com a geometria e o volume Para peças acrílicas cilíndricas, o torneamento cnc pontua em qualquer outro processo até o tempo de ciclo e o custo unitário em todos os níveis de volume Para peças complexas com bolsos, faces planas, vários ângulos, o fresamento é a única solução a qualquer custo. Aqui estão os detalhes.
| Fator | Fresagem CNC (3 eixos) | Torneamento CNC | Notas |
|---|---|---|---|
| Taxa horária | $6 120/h | $5010/h | América do Norte, 2025 |
| Custo de configuração | $150400 (fixação + CAM) | $75200 (chuck + programa) | A fresagem precisa de luminárias personalizadas |
| Tempo de ciclo (parte simples) | 8 min. | 3 min | Comparação de geometria cilíndrica |
| Custo por peça (10 unidades) | $8 250 | $40150 | Gama protótipo |
| Custo por peça (mais de 100 unidades) | $156 | $ 83 | Desconto volume |
| Resíduos materiais | 15 0% | 5% | Torneamento: eficiência do estoque de barras |
Peças que exigem dois diferentes características cilíndricas diferentesa caixa de lente fresada orelhas de montagem com acrílico-volta CNC máquina com ferramental ao vivo pode produzir peças em uma única braçadeira Multi-eixo CNC fresagem, quatro ou cinco eixos, também pode produzir tais peças híbridas embora as taxas horárias são geralmente mais elevados ($100-180/hr).A economia está no número reduzido de operações enquanto fresagem de cinco eixos atualizado dá-lhe ainda maior acesso geometria.
Fresagem CNC Vantagens
CNC Turning Vantagens
& CNC Milling & Limitações
Limitações de rotação CNC
Quando as demandas de volume são baixas a médias (50-500 partes) e a geometria é Um torno terá uma economia de custos de 30-501TP3 T por peça versus um processo de moagem Para fazer uma comparação maçãs-a-maçãs de custos para sua geometria pergunte ao Le-creator's serviços de usinagem acrílica equipe.

escolher o direito é um processo determinado pela geometria mas a seleção final é baseada nas necessidades de tolerância, necessidade de outras etapas secundárias, volume de saída e custos estimados Utilize a lista de verificação abaixo para a aplicabilidade de conversão de peças para o processo de usinagem cnc.
Lista de verificação de decisão Milling vs Turning for Acrylic
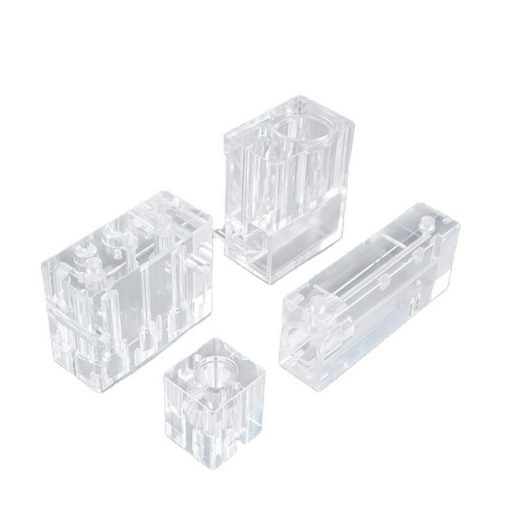
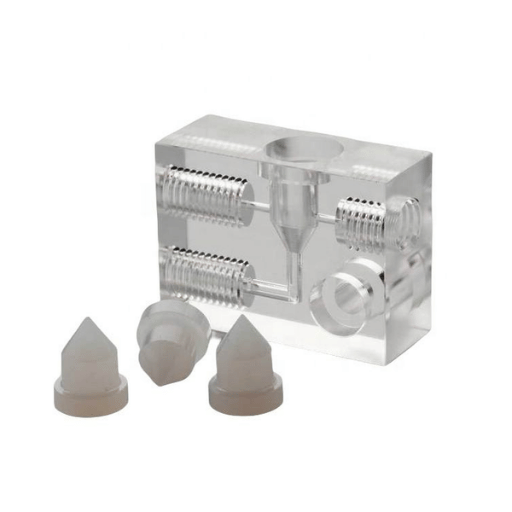
Estas seleções são demonstradas pelos seguintes exemplos da vida real Os guias de luz óptica são hastes cilíndricas que da fonte à área de tratamento da luz são girados do estoque acrílico fundido e então vapor polido para preservar a transmissão de luz visível 921TP3 T de PMMA (índice refrativo 1.49).Expositores de luminárias de varejo, com paredes de tela plana e aberturas de montagem, são CNC moído a partir de estoque de chapas acrílicas As lentes ópticas do equipamento de detecção são giradas, depois polidas Bolsos internos com contornos externos são CNC moído em máquinas de 3 eixos ou 5 eixos.
Quando apenas um processo um processo não pode, a tecnologia de auto-colaboração deu origem a centros mil-turn, que combinam dois processos em um Um perfil torneado exterior com bolsos, planos, ou keyways usinados no eixo de fresagem pode ser feito no mesmo ciclo, evitando o erro de re-fixação e melhorando o seu empilhamento total de tolerância em 30-40%.
Acrílico oferece uma combinação de clareza óptica, resistência química, usinabilidade ao contrário de qualquer outra coisayet só oferece valor como um componente acrílico se o seu estilo de processo de Usinagem é corretamente especificado Se sua peça exige a geométrica e velocidade de fresagem ou a precisão da superfície e qualidade da superfície de torneamento, os dados de parâmetros técnicos e de preço neste guia deve dar-lhe as ferramentas para discussão.
Pronto para usinar peças acrílicas?
A tecnologia do Le-criador vangloria-se de 17+ anos de experiência em usinagem CNC, 80+ máquinas, 100+ pessoal e 981TP3 T taxa de rendimento de primeiro pas que é entregue com cada trabalho de acrílico Envie-nos seu desenho para uma comparação de fresagem vs torneamento, citação lado a lado.

A principal diferença entre fresagem CNC e torneamento CNC é o movimento da ferramenta A fresagem é realizada em uma ferramenta de corte rotativa que é alimentada em ângulos retos em uma base axiada em x, y ou z de peça estacionária para remover material, e é capaz de posicionar em até 5 eixos, a fim de criar formas tridimensionais de “free form” Também é conhecida como usinagem de “multi-eixos” a torneamento cnc envolve a aplicação de uma ferramenta de ponto único engindlu a uma peça girando em um induzido em um mandril para gerar perfis cilíndricos e axissimétricos A torneamento é ideal para peças redondas, como bucha, eixos e caixas de lentes, enquanto a fresagem é melhor para peças planas, de bolso e de múltiplas faces A outra variável chave é o supernomber de precisão alcançável Murakun-m fornece 0,01 mm de precisão em um diâmetro de um recurso, mas, em geral, o “fine” de precisão de fresamento de componentes vem na maioria dos 20,5 mm para recursos.
Sim, o acrílico (PMMA) é um dos plásticos usinados cnc mais padrão, Ele pode ser eficientemente moído e girado com ferramentas de metal duro afiadas dedicadas, inundações de refrigerante de ar comprimido e mantendo as taxas de alimentação de controle para manter a temperatura abaixo da temperatura de transição vítrea de 105 C do PMMA.
Em peças acrílicas, tolerâncias típicas de fresagem CNC podem ser mantidas em 0,05 mm com a propagação, como acontece com qualquer material, reduzida a 0,025 mm com passagem de acabamento e controle de taxas de alimentação mantida na loja O torneamento cnc padrão permite 0,025 mm, enquanto que se passes de acabamento dedicados são usados, 0,01 mm é frequentemente alcançável em diâmetros de torneamento padrão pode manter características para 0,05 mm e, em seguida, com a adição de controle rigoroso sobre o equipamento e ferramenta, 0,025 mm é geralmente alcançável em diâmetros, e para 0,05 mm para a maioria das outras características Como a peça de trabalho é encaixada concentricamente no mandril durante o giro, as tolerâncias são mais precisas do que uma peça semelhante que deve ser fixada várias vezes na fresagem Para manter a precisão, recozimento a 80 C (1 hr/mm espessura) após a etapa final é recomendada em peças acrílicas. Observe que, dado o alto coeficiente de expansão C-MA (15-15 c/20 m2, deve sempre ser medido) e a capacidade de usinagem de expansão suave.
Primeiro, use ferramenta afiada com ângulos de inclinação positivos-ferramentas maçantes geram atrito desnecessário na peça em vez de cisalhamento limpo Segundo, as taxas de alimentação devem ser mantidas em 0,1-0.2 mm/dente quando fresamento“ qualquer crossover para alimentações mais lentas criar guia-Najibif ruído e fricção, ambos os quais geram calor indesejado Terceiro, limitar a profundidade de corte para acabamento, 1.0 mm é suficiente, e 1,2 mm é aceitável para desbaste Quarto, uso de ar comprimido no corte para limpar chips imediatamente irá lavá-los fora da zona de usinagem antes que eles re-aqueçam e derretem na superfície das peças Quinto, sob nenhuma circunstância deve ser usado refrigerante solvente, use ar comprimido ou água-fog apenas Sexto, acrílico fundido é um pouco mais caro do que extrudado, mas é preferível porque tem a resistência à fusão necessária para chips limpos e bom resultado Não use acrílico extrudado para qualquer usinagem de grau de acabamento terá cerca de 192, polimento mais leve, a qualidade final deve assumir a alta e a cor de polimento após a cor de acabamento ser necessária.
O acrílico de grau fundido é o material preferido para usinagem CNC, devido ao seu maior peso molecular (1-3 106 g/mol) produz boa formação de cavacos e viscomated exemplar O acrílico extroded pode ser convencionalmente shriced, mas o processo tem que ser mais conservador porque o calor excessivo no corte fará com que o material re-ligar e também tende a produzir chips fibrosos que exigem mais limpeza e sopro fora Para componentes de uso óptico, o acrílico cell-cast pode atingir uma impressionante transmissividade 921TP3 T, que é reforçada após o polimento final Para esclarecimentos adicionais, use plástico estabilizado por UV, plásticos modificados por impacto (como Resistência de Plexiglas) ou até mesmo Michael-Canard Onzverg Grade fixado para exato.
O fresamento é conhecido como processo de controle numérico de ordem superior e é muito mais sofisticado em programação e fixação do que em torneamento. No entanto, como o desperdício do operador é significativamente menor para torneamento do que para fresamento, este último tende a entrar nas células de produção com mais rapidez.
Sobre Esta Análise
Esta comparação de fresagem CNC e torneamento cnc para peças acrílicas (PMMA) é representativa de uma amostra de produção feita na Shahbaz Le-creator Technology Co., Ltd., que adicionou acrílico usinado aos mercados médico, óptico e eletrônico por mais de 17 anos As recomendações de parâmetros são derivadas da produção de mais de 80 máquinas cnc PMMA fundidas e extrudadas Os dados de tolerância e custo são derivados das médias da indústria de 2025 para serviços de usinagem CNC da América do Norte e da Ásia.









