Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.



fraisage CNC vs tournage CNC : quel processus d'usinage produit de meilleures pièces acryliques ?
L'acrylique (PMMA) est l'un des plastiques les plus usinés CNC dans l'aérospatiale, l'optique industrielle, les dispositifs médicaux et l'électronique grand public Mais que vous utilisez fait une grande différence en termes de tolérance au diamètre, de finition de surface, de temps de cycle et de coût par pièce Voici un guide pour vous aider à choisir la bonne solution pour votre géométrie acrylique dès votre première demande de devis.
| Paramètre | Fraisage CNC | Tournage CNC |
|---|---|---|
| Meilleure Géométrie | Plat, empoché, multi-face | Cylindrique, axisymétrique |
| Tolérance Typique | ±0,05 mm (±0,025 mm réalisable) | ±0,025 mm (±0,01 mm sur les diamètres) |
| Finition de surface (Ra) | 1,63,2 µm tel qu'usiné | 0,41,6 µm tel qu'usiné |
| Outillage | 1 broyeurs à extrémités en carbure fluté | Inserts en carbure monopoint |
| Max Axes | 3axe | 2 axes + outillage live |
| Temps de cycle (partie simple) | 8h5 | 3 min |
| Coût/Heure (Amérique du Nord) | $60120/h (3 axes) | $5010/h |
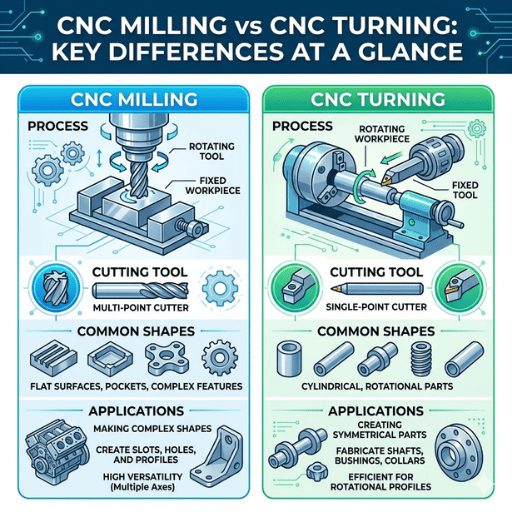
Il se résume à ce qui tourne Dans une fraiseuse CNC, un outil de coupe rotatif tourne, se déplaçant horizontalement pour couper une pièce acrylique fixe En tournant CNC, par contre, la pièce tourne pendant que l'outil de coupe reste immobile Cette différence est encore plus importante avec le PMMA qu'avec les métaux car le processus d'usinage acrylique détermine la quantité de chaleur que vous générez lors de l'enlèvement de matière.
Les principales différences lors du choix entre le fraisage CNC et le tournage CNC pour l'acrylique sont les capacités que chacun offre, les tolérances que chacun peut offrir et la qualité de surface que chacun crée Le fraisage peut produire des surfaces planes, des poches et des contours de contour complexes Le tournage est meilleur pour les facteurs de forme axisymétriques qui exigent les tolérances diamétrales les plus serrées (0,01 mm versets 0,025 mm pour le fraisage).Utilisez le tableau Quick Specs ci-dessus pour un saut rapide vers les chiffres dont vous avez besoin Pour une explication encore plus détaillée du fraisage vs le tournage pour le PMMA, consultez le Le-créateur services d'usinage CNC acrylique.

Le fraisage CNC utilise un outil de coupe (toucher) généralement un broyeur à extrémité en carbure à 1 ou 2 cannelures monté dans une fraiseuse à 3 à 5 axes pour couper une ébauche acrylique qui a été fixée à une surface de fixation La fraiseuse fournit les cadres de référence en forme de tour nécessaires pour exécuter les opérations de couture à surface plane, à poche profonde, à profil complexe et à faces multiples La fraise est programmée avec CAM pour produire la forme à partir d'une ébauche rectangulaire ou en feuille (ex. une matière première partielle).
l'acrylique nécessite des paramètres de broyage significativement différents de ceux des métaux ou d'autres plastiques tels que le Delrin. Le PMMA commence à se décomposer thermiquement à une température de transition vitreuse (Tg) proche 105 C pour les qualités commerciales, ´, et il passe rapidement d'un etat de verre a un etat de caoutchouc bien au-dessus de cette temperature Si votre outil de coupe gene trop de chaleur a partir du frottement de coupe, le material se ramollit, se re-attache et forme une surface semi-translucide gommeuse au lieu des arêtes vives que votre design attend.
La qualité du matériau est également importante. L'acrylique coulé (poids moléculaire 1-3 106 g/mol) est plus cohérent. Les Nikagids produisent des puces croustillantes ressemblant à des flocons qui sont faciles à évacuer de la coupe. L'acrylique extrudé a un poids moléculaire environ 10 à 30 fois inférieur, et a donc tendance à se ré-liquider et à ré-adhérer pendant le broyage. Pour tout usinage CNC en plastique projet où la clarté optique est importante, l'acrylique coulé est le matériau recommandé.
Les fonctions de fraisage typiques de l'acrylique comprennent le fraisage de face (surfaces extérieures aplaties), le fraisage de poche (créant des cavités à l'intérieur pour les modules d'affichage ou électroniques) et le fraisage de contour (découpe du profil extérieur). Ces opérations d'usinage utilisent le même processus de fabrication générique, mais la vitesse d'avance est également redimensionnée et le pas à pas varié pour équilibrer l'enlèvement de matière par rapport à la finition de surface.
📐 Note d'ingénierie Paramètres de fraisage acrylique
Lors du tournage CNC, la matière acrylique est tendue entre l'essieu monté sur le support de poubelle, puis la pièce est Rotkak dans un mandrin de tour tandis qu'un outil de coupe fixe à point unique découpe des raccords cylindriques, façonnés par le trajet du couteau sur la face axiale, alésage intérieur ou face extérieure de l'ébauche de tourniquet. Le tournage CNC est un processus étroit, noissien mais très précis pour usiner de grands volumes de bagues acryliques, de boîtiers de lentilles, de guides de lumière cylindriques et de manchons médicaux à partir de barres.
La chaleur lors du tournage n'est pas transférée à la puce en soi, mais est plutôt partagée via la puce entre 801TP3 T (la plupart) dans la puce, 101TP3 T (la moitié) dans la pièce (car 471TP3 T de l'instruction est une règle de pouce 3 : D, MCCXX), et à son tour 101TP3 T dans l'insert La forme du produit Anir favorise l'acrylique en permettant d'emporter la majeure partie de la chaleur avec la puce, tout comme lors du fraisage, à condition qu'ils s'écoulent rapidement. Le tournage CNC utilisé pour des formes corporelles symétriques comme celle-ci aide à maintenir le boomok en dessous de la limite PMMA5C.
Le contrôle des puces est plus diffidel à gérer dans le tournage acrylique Sans pratique, les opérateurs ont tendance à produire de longues cordes à puces plongeantes qui ont tendance à tanguer les hisi autour de la pièce et à gratter la finition ; les plaquettes de coupe tranchantes à inclinaison positive (définies comme une géométrie à pente positive, des angles de coupe de 0 à 6) combinées à un régime de broche modéré ont tendance à encliqueter les puces en segments plus petits. Dans le tourniquet CNC à haut rendement en volume, le contrôle des puces est essentiel à la reproductibilité de la finition de surface.
💡 Pro Tip : Contrôle des puces en tournage acrylique
Utilisez des souffles d'air comprimé dirigés au niveau de la zone de coupe pour garder les copeaux dégagés et favoriser la rupture Utilisez des géométries positives de plaquettes de râteau (angles de râteau de 4-6) à des vitesses de broche comprises entre 800-1500 tr/min pour consommer du stock de 25-50 mm de diamètre Changez les plaquettes toutes les 200-300 parties ; un bord terne générera plus de chaleur de friction qu'un tranchant.

Lorsque les ingénieurs concepteurs publient des spécifications de composants acryliques de haute précision, la classe de tolérance et la finition de surface choisissent la façon dont le siège du processus d'usinage s'adapte. La comparaison du fraisage CNC au tournage CNC avec des numéros et des normes spécifiques suit.
| Métrique | Fraisage CNC | Tournage CNC | Norme /Note |
|---|---|---|---|
| Tolérance générale | ±0,05 mm | ±0,025mm | ISO 2768-m (plastiques) |
| Tolérance réalisable | ±0,025mm | ±0,01 mm (diamètre) | Avec passe de finition |
| Ra (tel qu'usiné) | 1.63,2µm | 0,41,6µm | — |
| Ra (avec finition) | 0,4µm | 0,2µm | Polissage à la vapeur possible |
| Stabilité dimensionnelle | Bon (dérive de ±0,02 mm sur 24 heures) | Excellent (dérive de ±0,01 mm) | Soulagement du stress axisymétrique |
En plastique avec acrylique, ISO 2768-m est le groupe de tolérance standard, [traduction], un échelon plus lâche que l'ISO 2768-f généralement appliqué à l'usinage de l'acier et de l'aluminium Le coefficient de dilatation thermique du PMMA linéaire est d'environ un tiers de celui de l'acier, 70-77 10-6 /C plutôt que 13 10-6 /C, en raison de la liaison des groupes méthyle Une pièce acrylique de 100 mm de long croît d'environ 0,007 mm en un degré Celsius de changement de température de l'air à l'atelier ; le contrôle climatique de la pièce affecte le temps d'expédition linéaire de deux milles à tolérance serrée !
La dureté acrylique est définie comme Rockwell M85-M105 (ASTM D785), beaucoup plus douce que les métaux d'usinage Moins de dureté entraîne différentes caractéristiques d'usure de l'outil ; un plus grand problème est l'accumulation d'Adiles sur les bords fondus plutôt que l'usure abrasive. La rotation produit une finition plus lisse (Ra 0,4 m tel qu'usiné) que les autres processus d'usinage, c'est pourquoi elle est choisie composants acryliques de qualité optique où l'état de surface affecte la transmission de la lumière.
📐 Note d'ingénierie : Classes de tolérance ISO 2768
L'ISO 2768 reconnaît quatre classes de performance f (fine), m (moyenne), c (grossière), et v (très grossière).Les plastiques usinés CNC font tourner les plastiques usinés CNC en classe m. La classe f peut être exécutée à l'acrylique mais doit être de 20 1 dans un environnement climatisé et subir un recuit et une inspection CMM après usinage.
Assurez-vous de spécifier la classe de tolérance sur votre dessin-par défaut est la norme interne de la boutique.
Dans le cas à la fois du fraisage et du tournage de l'acrylique, l'un des trois modes de défaillance (fusion due à la chaleur de coupe, fissuration sous contrainte due aux contraintes internes et craquelure due à l'exposition à des produits chimiques ou à des éléments mécaniques) aura tendance à prévaloir. Cette communauté est importante à noter, car si l'acrylique peut sembler résilient à l'environnement, il ne l'est pas aux conditions de son usinage.
La chaleur est le principal ennemi Le PMMA standard a une Tg de 105 °C, bien que les qualités acryliques commerciales varient de 85 °C à 165 °C selon la formulation. Recherche sur effets thermiques dans le micromilling PMMA a montré que les températures de coupe localisées peuvent dépasser 150 °C même à des débits d'alimentation modérés, faisant des paramètres d'usinage le principal facteur de contrôle de la qualité des pièces.
Le poids moléculaire est l'endroit où l'acrylique coulé et extrudé divergent le plus fortement en résistance à l'engouement Acrylique coulé (MW : 1.10.10.6 g/mol) tolère des forces de coupe plus élevées sans craquelure en raison de ses chaînes polymères plus longues Acrylique extrudé (MW : 0,51.105 g/mol) a un poids moléculaire inférieur de 10.0. plus difficile à usiner proprement. Ces résultats concordent avec MDPI Polymers recherche sur les mécanismes de craquelure en PMMA.
L'évacuation des copeaux varie également avec la méthode d'usinage Le fraisage élimine les copeaux, comme les petits flocons minces qui se dispersent loin de la zone coupée, ainsi que la chaleur Le tournage crée de longues copeaux filandreux ininterrompus qui ont tendance à se coincer contre la surface de la pièce à travailler, laissant moins de place au refroidissement par air.
La formation de copeaux dans les deux processus est assistée par l'utilisation de l'injection d'air comprimé au niveau de la zone de coupe L'usure de l'outil créera de la chaleur supplémentaire en raison de l'augmentation du frottement.
️️ Avertissement : Solvent Risque de craquelure
N'appliquez jamais de solvants-liquides de refroidissement et de fluides de coupe (comme ceux avec de l'alcool) ou de lubrifiants à base de pétrole sur l'acrylique Ils pénètrent dans la surface du PMMA et induisent une fouille sous contrainte qui est un réseau de micro fissures qui diffusent la lumière et affaiblissent la structure des pièces. Utilisez uniquement de l'air comprimé ou un refroidissement par brouillard d'eau.
Si votre Service d'usinage CNC le fournisseur utilise régulièrement du liquide de refroidissement anti-inondation et vérifie avec de l'acrylique pour s'assurer que la formule est sans danger pour le PMMA avant d'autoriser le travail.
✔ Usinage acrylique Liste de contrôle de prévention
Le coût varie selon la géométrie et le volume Pour les pièces acryliques cylindriques cnc tournant les scores sur tout autre processus jusqu'au temps de cycle et le coût unitaire à tous les niveaux de volume Pour les pièces complexes avec poches, faces planes, angles multiples, le fraisage est la seule solution à tout prix Voici les détails.
| Facteur | Fraisage CNC (3 axes) | Tournage CNC | Remarques |
|---|---|---|---|
| Taux horaire | $60120/h | $5010/h | Amérique du Nord, 2025 |
| Coût d'installation | $150400 (réparateur + CAM) | $75200 (chuck + programme) | Le fraisage nécessite des luminaires personnalisés |
| Temps de cycle (partie simple) | 8h5 | 3 min | Comparaison de géométrie cylindrique |
| Coût par pièce (10 pièces) | $80250 | $40150 | Gamme de prototypes |
| Coût par pièce (100+ pièces) | $1560 | $83 | Réduction volume |
| Déchets matériels | 1540% | 5% | Tournage : efficacité du stock de barres |
Les pièces nécessitant deux différents éléments acryliques lentille cylindrique boîtier avec oreilles de montage fraisé plat moulin-tour CNC machine avec l'outillage sous tension peuvent produire des pièces dans une seule pince Le fraisage CNC multi-axes, quatre ou cinq axes, peut également produire de telles pièces hybrides bien que les taux horaires soient généralement plus élevés ($100-180/h).Les économies sont dans le nombre réduit d'opérations tandis que le fraisage cinq axes amélioré vous donne un accès géométrique encore plus grand.
✔ CNC Milling ✔ Avantages
✔ CNC Turning : Avantages
⚠ CNC Milling Limitations
⚠ CNC Turning Limitations
Lorsque les demandes de volume sont faibles à moyennes (50-500 parties) et la géométrie est Un tour aura une économie de coût de 30-501TP3 T par pièce par rapport à un processus de fraisage Pour faire une comparaison pommes-pommes des coûts pour votre géométrie demandez Le-créateur services d'usinage acrylique équipe.

choisir le droit est un processus déterminé par la géométrie mais la sélection ultime est basée sur les besoins de tolérance, la nécessité d'autres étapes secondaires, le volume de sortie et les coûts estimés Utiliser la liste de contrôle ci-dessous pour l'applicabilité de la conversion des pièces pour le processus d'usinage CNC.
Liste de contrôle de décision : acrylique ou tournant pour
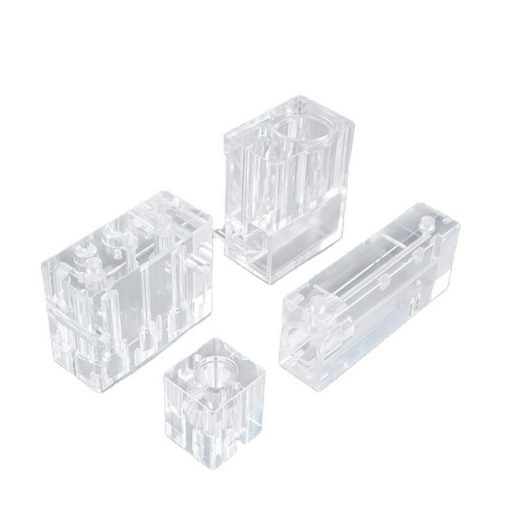
Ces sélections sont démontrées par les exemples réels suivants Des guides optiques de lumière cylindriques qui dirigent la lumière de la source vers la zone de traitement sont tournés à partir de barres acryliques coulées, puis polis à la vapeur pour préserver la transmission de la lumière visible 921TP3 T du PMMA (indice de réfraction 1,49).Les écrans de montage de détail, avec parois de panneaux plats et ouvertures de montage, sont fraisés CNC à partir de feuilles acryliques Les lentilles optiques des équipements de détection sont tournées, puis polies Les poches internes avec contours externes sont fraisées CNC sur des machines à 3 axes ou à 5 axes.
Lorsqu'un seul processus ne le peut pas, la technologie d'auto-collaboration a donné naissance à des centres de mil-turn, qui combinent deux processus en un seul. Un profil extérieur tourné avec des poches, des méplats ou des rainures de clavette usinés sur l'axe de fraisage peut être effectué dans le même cycle, évitant ainsi les erreurs de refixation et améliorant votre empilement de tolérance totale de 30 à 40%.
Acrylique offre une combinaison de clarté optique, de résistance chimique, et d'usinabilité contrairement à tout ce qui existe dans l'autre ensemble, il n'offre de valeur en tant que composant acrylique que si votre style de processus d'usinage est correctement spécifié Si votre pièce exige la géométrie et la vitesse de fraisage ou la précision de surface et la qualité de surface de tournage, les données techniques et de paramètres de prix dans ce guide devraient vous donner les outils pour la discussion.
Prêt à usiner des pièces acryliques ?
Le-creator Technology se vante de plus de 17 ans d'expertise en usinage CNC, de plus de 80 machines, de plus de 100 personnes et d'un taux de rendement 981TP3 T premier pas qui est livré avec chaque travail acrylique Envoyez-nous votre dessin pour une comparaison fraisage/tour, citation côte à côte.

La principale différence entre le fraisage CNC et le tournage CNC est le mouvement de l'outil Le fraisage est effectué sur un outil de coupe rotatif qui est alimenté à angle droit dans un lit x, y ou z-axisé de pièce fixe pour enlever le matériau, et est capable de positionner sur jusqu'à 5 axes afin de créer des formes tridimensionnelles de“ de forme libre C'est aussi connu sous le nom d'usinage multi-axes. le tournage cnc implique l'application d'un outil à point unique engindlu à une pièce tournant sur un induit dans un mandrin pour générer des profils cylindriques et axisymétriques La rotation est idéale pour les pièces rondes telles que le bushing, les arbres et les boîtiers de lentilles alors que le fraisage est mieux adapté à la poche de face est pour obtenir 1.
Oui, l'acrylique (PMMA) est l'un des plastiques usinés CNC les plus standards Il peut être efficacement fraisé et tourné avec un outillage dédié en carbure pointu, des crues de liquide de refroidissement à air comprimé et le maintien du contrôle des débits d'alimentation pour maintenir la température en dessous de la température de transition vitreuse de 105 C du PMMA.
Sur les pièces acryliques, les tolérances de fraisage CNC typiques peuvent être maintenues à 0,05 mm avec la propagation, comme pour tout matériau, réduite à 0,025 mm avec la passe de finition et le contrôle des débits d'alimentation maintenus dans l'atelier Le tournage CNC standard permet 0,025 mm, alors que si des passes de finition dédiées sont utilisées, 0,01 mm est souvent réalisable sur les diamètres Le tournage standard peut maintenir les caractéristiques à 0,05 mm puis, avec l'ajout d'un contrôle strict sur l'équipement et l'outil, 0,025 mm est généralement réalisable sur les diamètres, et à 0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,000,0,0,0,0,0,0,0,0000000000,0,000,0,00000,00000,00000,0,0,0,0,0,0,0,0,00000,00,000000,0,0,0,0,0,0,0,0,0,0,000,0,00,0,000,0,0,0000, de la pièce, de la pièce, de la pièce, de la pièce, de la pièce de la pièce de la pièce de la pièce de recuit, de la pièce de la pièce de la pièce de la pièce de la pièce de la pièce de la pièce de la pièce de la pièce de la pièce de la pièce de la pièce de la pièce de la pièce de la pièce de la pièce de la pièce.
Tout d'abord, utilisez un outillage pointu avec des angles de coupe positifs - les outils ternes génèrent de la chaleur de friction inutile dans la pièce au lieu d'un cisaillement propre. Deuxièmement, les vitesses doivent être maintenues à 0,1-0,2 mm en dent lors du fraisage. Tout croisement vers des alimentations plus lentes créera un bruit et un frottement de guidage plus lents, les deux générant de la chaleur indésirable. Troisièmement, limiter la profondeur de coupe, limiter légèrement la clarté d'alimentation pour la finition des copeaux, 1.0 mm est suffisant et 1,2 mm est acceptable pour l'ébauche Quatrièmement, l'utilisation d'air comprimé dans les copeaux découpés immédiatement les écraseront l'usinage avant qu'avoir ré-comprimé la surface de la surface de la surface de la surface de la surface de la surface de la pièce.
L'acrylique de qualité coulée est le matériau préféré pour l'usinage CNC, en raison de son poids moléculaire plus élevé (1-3 106 g/mol), il produit une bonne formation de copeaux et des viscosimes exemplaires. L'acrylique extradé peut être classiquement rétréci, mais le processus doit être plus conservateur car une chaleur excessive dans la coupe entraînera la liaison du matériau et tend également à produire des copeaux filandreux nécessitant plus de nettoyage et de soufflage. Pour les composants à usage optique, l'acrylique coulé sur cellule peut atteindre une transmissivité impressionnante de 921TP3 T, qui est renforcée après le polissage final. Pour une clarification supplémentaire, utilisez du plastique stabilisé aux UV, des plastiques modifiés par impact (comme Plexiglas Resist Grade même) ou Michael.
Le fraisage est connu sous le nom de procédé de commande numérique d'ordre supérieur, et il est beaucoup plus sophistiqué en programmation et en fixation qu'en tournage Cependant, comme le gaspillage de l'opérateur est nettement moindre pour le tournage que pour le fraisage, ce dernier a tendance à pénétrer plus rapidement dans les cellules de production.
À propos de cette analyse
Cette comparaison de fraisage CNC et de tournage CNC pour les pièces acryliques (PMMA) est représentative d'un échantillon de production fabriqué chez Shahbaz Le-creator Technology Co., Ltd, qui a ajouté l'acrylique usiné aux marchés médical, optique et électronique depuis plus de 17 ans Les recommandations de paramètres sont dérivées de la production de plus de 80 machines CNC PMMA coulées et extrudées Les données de tolérance et de coût sont dérivées des moyennes de l'industrie 2025 pour les services d'usinage CNC nord-américains et asiatiques.