


Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.


5-axis CNC machining moves a cutting tool across five axes of motion at once, so a single setup can reach five faces of a part instead of just one. That sounds like a small upgrade over the 3-axis mills most shops started on. In practice it changes what you can design, how many fixtures you need, and what a finished part cost. This guide is written for the engineer or buyer sourcing parts, not the shop owner shopping for a $400,000 machine, so it focuses on what the process does for your part and how to buy it well.
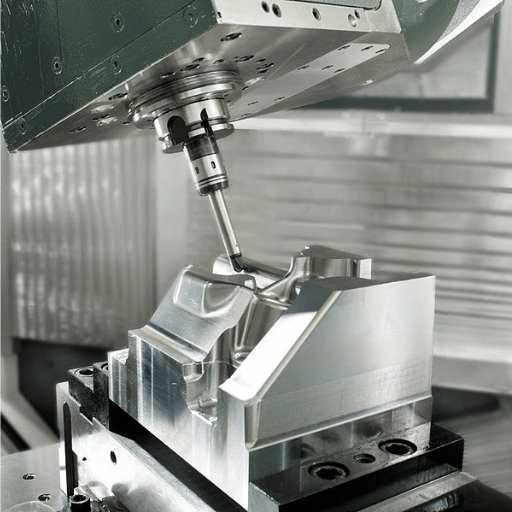
5-axis CNC machining is a milling process in which the machine moves the cutting tool, the workpiece, or both along five separate axes during the same job: the three linear directions (X, Y, Z) plus two rotary directions. By contrast, a 3-axis mill can only approach a part from the top. Adding two rotary axes lets the tool tilt and swing so it can reach almost any face of the part without an operator stopping the machine to flip and re-clamp it.
That single capability, reaching five sides in one setup, is where every downstream benefit come from. Fewer setups mean fewer chances to misalign the part, which is why 5-axis work tends to hold tighter true position across faces. A U.S. National Institute of Standards and Technology report on machining precision notes that reducing handling and chip load improves machining accuracy, surface finish, and residual-stress behavior, especially on thin or delicate features (NIST IR 5628, Precision in Machining). In plain terms: every time a part comes off the table and go back on, you risk error, and 5-axis removes most of those moments.
Here are the practical payoffs that follow:
The headline benefit of 5-axis CNC machining is not “more axes” for its own sake — it is doing five-sided work in one setup, which buys you accuracy, geometry, and finish you cannot easily get any other way.
Every CNC mill starts with three linear axes: X (left-right), Y (front-back), and Z (up-down). A 5-axis machine adds two rotary axes, named after the linear axis they rotate around: A rotates around X, B rotates around Y, and C rotates around Z. Each machine uses two of those three rotaries, and which two it uses defines its layout.
| Axis | Type | Motion |
|---|---|---|
| X | Linear | Side to side |
| Y | Linear | Front to back |
| Z | Linear | Up and down (cut depth) |
| A | Rotary | Tilt around the X-axis |
| B | Rotary | Tilt around the Y-axis |
| C | Rotary | Rotate around the Z-axis |
The two rotary axes can live in the table, in the spindle head, or be split between them, and that choice drives what the machine is good at. On a trunnion (table-table) machine, both rotaries are built into a tilting, rotating table that swings the part under a fixed spindle. These shine on small to medium parts and give very rigid, accurate rotary motion. On a swivel-head (head-head) machine, the spindle itself tilts and rotates while the part stays put, which suits large or heavy workpieces you would not want to flip around. Mixed layouts tilt the head and rotate the table. The international standard for testing these machines, ISO 10791-6, explicitly recognizes these different arrangements of “two rotary axes” when defining accuracy test conditions (ISO 10791-6:2014). For a part buyer, the takeaway is simple: a shop’s machine layout tells you what part sizes it handles best, so it is a fair question to ask before you send a quote.
Mechanically, the workflow is the same chain every time. A CAD model is handed to CAM software, which generates the toolpaths and a post-processor converts them into machine code. During the cut, the controller coordinates all five axes in real time, with servo motors driving each axis and encoders feeding position back. One piece of software magic makes simultaneous motion usable: tool center point control (sometimes called RTCP/TCPC), which keeps the tool tip on the programmed path even as the rotary axes swing. Without it, programming five moving axes by hand would be punishing. This is also why CNC milling on a 5-axis center is a different discipline from running a 3-axis mill, even though the cutting tools look identical.
“5-axis” is one of the most overloaded terms in machining, because it covers two genuinely different ways of working. In 3+2 (also called positional or indexed) machining, the two rotary axes move the part to an angle, lock, and then the machine cut with the three linear axes only. In simultaneous (full) 5-axis, all five axes move at the same time while the tool stays in contact with the part. What decides it’s whether the rotary axes are locked or moving during the cut.
| Factor | 3+2 (Positional) | Simultaneous 5-Axis |
|---|---|---|
| Rotary axes during cut | Locked | Moving |
| Best for | Prismatic parts, many faces, holes at angles | Free-form curves: blades, impellers, organic shapes |
| Programming difficulty | Moderate | High (collision risk, CAM-intensive) |
| Relative cost | Lower | Higher |
| Tool length needed | Shorter, more rigid | Variable; can use shorter tools by tilting |
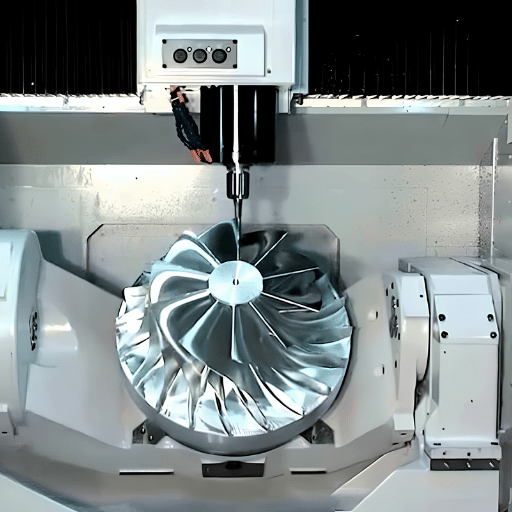
Most parts that people assume need full simultaneous 5-axis actually run perfectly well in 3+2. If your part is a box of features at various angles, bosses, ports, angled holes, pockets on several faces, 3+2 will reach all of it, faster and with less programming risk. You only truly need simultaneous motion when a surface is continuously curved and the tool has to follow it, like the airfoil of a turbine blade. Specialists often pay for simultaneous machining only on the surfaces that demand it, and uses 3+2 for everything else on the same part. Knowing this distinction is the single most useful thing a buyer can carry into a quote conversation, because it stops you from over-specifying, and overpaying.
Going from 3-axis to 4-axis to 5-axis is really about how many sides of a part the machine can reach without you re-clamping it. In 3-axis work the mill cut from one direction. Add a single rotary axis (usually A) and a 4-axis mill can index a part or wrap a toolpath around a cylinder. Bring in a second rotary and a 5-axis machine unlocks true compound angles and free-form surfaces. Multi-axis CNC machining is the umbrella term for anything beyond three.
| Capability | 3-Axis | 4-Axis | 5-Axis |
|---|---|---|---|
| Sides per setup | 1 (top) | Around 1 axis | Up to 5 |
| Compound angles | No | Limited | Yes |
| Free-form surfaces | No | Limited | Yes |
| Typical setups for complex part | 3–5 | 2–3 | 1–2 |
| Relative part cost | Lowest | Moderate | Highest per hour, often lowest total on complex parts |
That last row is the one buyers miss. Each 5-axis hour costs more than a 3-axis hour, but on the right part it can win on total cost, because it collapses several 3-axis setups (each with its own fixturing, handling, and inspection) into one. It works in reverse too: forcing a simple bracket onto a 5-axis machine just burns a premium rate for no benefit. If your decision is really about milling versus turning rather than axis count, our breakdown of CNC milling vs. CNC turning is the better starting point.
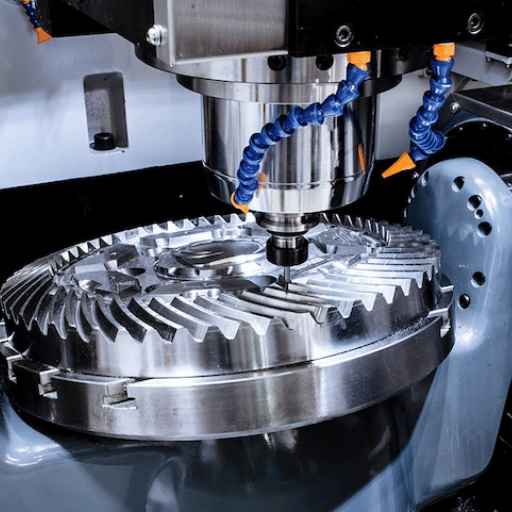
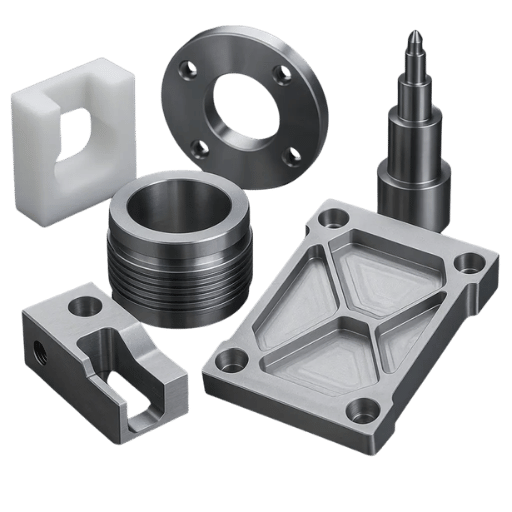
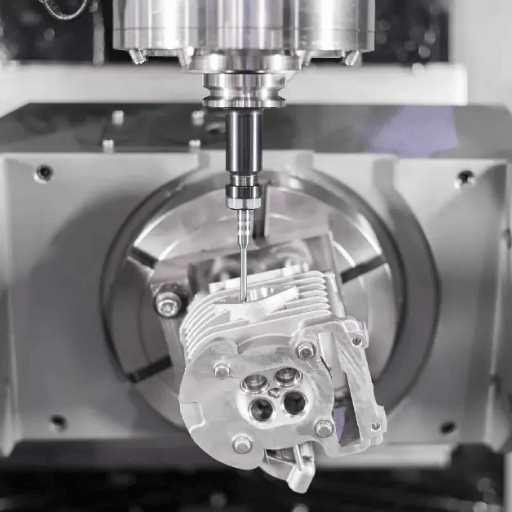
5-axis machining earns its keep wherever parts have curved surfaces, tight true position across multiple faces, or geometry that a 3-axis tool simply can’t reach. Classic examples come from aerospace and energy: turbine blades, impellers, blisks (bladed disks), manifolds, and structural brackets. Peer-reviewed work on aerospace blisk production has specifically examined how five-axis strategies improve machining efficiency for these integrally bladed parts (U.S. National Library of Medicine, PMC), and minimizing surface roughness on those airfoils is itself an active focus of five-axis milling research.
Consider a contract shop quoting a titanium spinal implant. On a 3-axis machine, the part need four setups, two custom fixtures, and a CMM check between operations to hold the cross-face tolerances. Re-clamping a small, organic-shaped part that many times invites slippage, and a few microns of fixture error compounds across faces. Moved to a trunnion 5-axis center, the same implant runs in a single setup; the part never leave the vise, so every feature is referenced from the same datum. That accuracy gain isn’t marketing, it’s the direct result of removing the handling steps where error creeps in, which the NIH study on dimensional accuracy and surface finish reinforces (U.S. National Library of Medicine, PMC).
On materials, 5-axis handles the full range a mill can cut: aluminum for lightweight housings and prototypes, titanium and stainless for medical and aerospace, Inconel and other superalloys for hot-section parts, and engineering plastics. The ability to tilt the tool help a lot with hard, gummy alloys, because you can keep the cutter at a consistent engagement angle. Aluminum remains the most common 5-axis material by volume, if that’s your case, our deeper look at 5-axis machining of complex aluminum components goes further than this overview, and aerospace CNC machining covers the certification side.
Many shops assume 5-axis is “only for exotic blades.” In reality, any part machined on more than one side benefits from the reduced handling. Your candidate test is the number of faces and the tightness of cross-face tolerance, not how fancy the part looks.
Before you pay a 5-axis premium, run your part through three questions. We call it the 3-Question 5-Axis Test, and it sorts most parts in under a minute.
All “no” → 3-axis. Mostly multi-face but no curves → 3+2. Curved surfaces or linked tolerances → simultaneous 5-axis.
Here’s where machine builders and working machinists disagree, and the honest answer matter for your project. Builders rightly point out that modern control have removed much of the setup pain: features like dynamic work offset (DWO) and automatic geometric-error tuning let a machine establish its own rotary center, so an operator no longer has to dial in a part at the exact center of rotation. That part is true. But on the programming side, the reality is harder. As one machinist put it on a popular trade forum, “mill programs are much more complex, especially 5-axis, programming is going to take much longer and a lot more tools.” Industry training estimates commonly put six to twelve months before an experienced programmer is genuinely fluent in simultaneous 5-axis CAM, because collision avoidance and toolpath strategy get much deeper. The practical lesson for a buyer: the difficulty has shifted from the operator to the CAM programmer, which is exactly why outsourcing 5-axis work to a shop that already owns that expertise often beat building it in-house.
“We are considering converting one of our mills to 5-axis since it is not profitable enough as a 3-axis. The conversion will not be too tough, it’s the programming side that takes the time.”
Almost every “how much does 5-axis cost” article answers the wrong question. They quote the price of a machinetypically $100,000 to $500,000 and well beyond a million for large, high-end centers. That number matter if you’re a shop owner. If you’re an engineer who need 40 parts, it’s irrelevant. The question you actually have is: what does an outsourced 5-axis part cost, and when is buying a machine ever worth it?
Outsourced 5-axis is usually priced by machine time plus material and setup. Shop rates vary widely by region and part complexity, but figures commonly reported in the trade put 3-axis milling around $35–$55 per hour and 5-axis centers around $75–$150 per hour, with specialist mill-turn and full simultaneous work running higher still. Your per-part price then depends on cycle time (how long the cut take), material (titanium and superalloys cost far more than aluminum and cut slower), tolerance and finish requirements, and how setup cost is spread across the run. One-off prototypes carry the full setup; a batch of 100 amortizes it down to cents per part. That volume effect is why a part that looks “expensive” at quantity one often become very reasonable at quantity fifty.
So when is owning a machine worth it? Roughly, when you keep a 5-axis center busy. Here’s a simple breakeven view: a $300,000 machine carries real ownership cost once you add financing, tooling, maintenance, software seats, and a trained programmer’s salary. If your 5-axis demand is occasional or spiky, those fixed costs sit idle and outsourcing wins easily. If you can fill a machine with steady work, in-house can pull ahead. For low-volume validation runs and prototypes, outsourcing, or pairing 5-axis with rapid prototypingis almost always the cheaper path to a finished part. The contrarian bottom line: for most engineers, the right “5-axis investment” is a good supplier, not a machine.
By far the cheapest way to lower a 5-axis quote is to design the part so it machines easily. Good design for manufacturability (DFM) does more for your price than negotiating shop rates ever will. Aim to give the tool clean reach, stable workholding, and reasonable tolerances.
General machining tolerances often default to ISO 2768 medium class for non-critical features, while critical fits are called out individually (for example, a bearing bore held to ±0.013 mm). On 5-axis work, position tolerance between features on different faces is usually easier to hold than on multi-setup 3-axis work, because everything is cut from one datum — so reserve your tightest GD&T for the features that genuinely need it. Our guide to aluminum CNC machining tolerances covers achievable ranges in detail.
Because the hard part of 5-axis has moved into programming and process control, the supplier you pick matters more than the logo on their machines. Use this checklist when you evaluate a 5-axis CNC machining service, and treat the answers as part of your quality plan rather than small talk.
Lecreator runs multi-axis CNC machining for aerospace, medical, and industrial parts, from one-off prototypes to production batches. Send your CAD file for a free DFM review and quote.
Get a 5-axis machining quote →
Prefer to start small? Ask for a DFM review of a single drawing, or a budgetary estimate before you commit.
Demand for 5-axis capacity is growing, and that has direct consequences for buyers. Market-research firms estimate the 5-axis machining-centre market is expanding at roughly a 7–8% annual rate through the early 2030s, driven mostly by aerospace and medical part demand. More machines in the field means more competitive quoting and, over time, lower per-part prices for the work you outsource.
Automation is the bigger 2026 shift. On display at major machine-tool shows: built-in pallet changers and robot tending that let 5-axis centers run “lights-out” overnight, faster direct-drive rotary axes, and IoT monitoring that catches problems before they scrap a part. For you, that translates into shops that can offer shorter lead times and steadier pricing on repeat work, because the machine keeps cutting after the staff go home. At the same time, the programming bottleneck is easing as CAM software adds more automated toolpath generation for families of parts like blades and impellers.
If you’re planning a 2026 program, the action item is concrete: ask prospective suppliers what automation they run and how it affects your lead time and unit price at volume. Shops investing in pallet automation today are the ones that will hold their quote when your order doubles. To compare 5-axis against an entirely different route for low-volume work, our piece on CNC machining vs. 3D printing is a useful next read.
Most 5-axis CNC machining articles are written to sell machines, so they quote machine prices and skip the question part buyers actually ask. As a machining service, we field “do I really need 5-axis, and what will my parts cost” almost every week, so we built this guide around the buyer’s decision, including the unglamorous truth that 5-axis programming is genuinely hard, which is exactly why outsourcing it usually makes sense.









