


Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.



What characteristic makes the aluminum CNC machining process one of the most dependable and widely used? It is the exacting manufacturing of complex parts with tight tolerances which are intended for different industries like aerospace, automotive, and electronics. The latter industries impose strict tolerances on the former and might otherwise suffer problems like increased wear, poor performance, breakdowns, precocious service intervals, downtime, and parts replacement. This article will explore the tolerances of aluminum CNC-machined parts and their drivers, the challenges encountered by the machinists in their quest for quality, and the methods to keep producing high-quality products consistently. This guide can be utilized by a person concerned about the machining tolerance of complex parts and how it affects their functionality and quality.
In CNC Machining, the term ‘Tolerance’ refers to the maximum acceptable error in dimensions of parts that still allow for correct functioning. They are essential factors that contribute to precision accuracy and guarantee that parts will fit or work together in any case, especially where absolute precision is required. Tolerance is generally expressed in thousandths of an inch (or in microns), which signifies the maximum limit by which a dimension may be different from the nominal dimensions given in the design. By specifying this, the manufacturers can find the right balance between production efficiency, cost, and quality of the end product.
Machining tolerances refer to the extent of permissible limit of the variation in a physical dimension where a part has been machined. Tolerances play a significant role in ensuring that a part meets functional and assembly requirements, and a part can deviate from a nominal value without compromising performance. Tolerances are generally unilateral, bilateral, or limit tolerances and have been denoted in millimeters or microns, ensuring that mating parts interlock smoothly, while offering certain degree of security against malfunction. The level of tolerance depends on the factors such as the material used, the manufacturing process, and the intended application of the component.
Tighter tolerances are an ever-growing demand in the industrial precincts, among maintenance, safety, and economic issues, affecting the overall product capabilities. These defined measurable boundaries or limits to variations, which the parts would have to meet as a condition for assembly without defects, are almost reduced to economically acceptable conditions in the final stages of the assembly. Tolerances become important when used in applications such as aerospace and automotive industries where even a fractional variance could become total product failure or enormous loss in work efficiency. Better yet, tight tolerances build further product durability and life of service while ensuring optimality of its performance in real-world applications. Growing attention to tighter tolerances across industries is a reflection of advanced manufacturing methods such as CNC machining and additive manufacturing they indeed meet tight tolerances, thus aiding customer satisfaction. This advancement accentuates tolerancing’s role in innovation, quality, and customer satisfaction in the fierce competition intensifying exploiting the markets.
CNC machining tolerances can generally be categorized into linear tolerances, angular tolerances, geometric tolerances, and fits.
| Type | Key Point | Description |
|---|---|---|
| Linear | Length | Permitted variation in linear dimensions (e.g., ±0.01mm). |
| Angular | Angle | Acceptable deviation in angular measurements (e.g., ±0.5°). |
| Geometric | Form/Position | Controls flatness, roundness, parallelism, etc. |
| Fits | Mating Parts | Tolerance for assemblies, ensuring proper fit between components. |
Tool selection greatly influences aluminum machining tolerance. Tools should be sharp and tough for excellent results, in addition to being particularly provided for aluminum to ensure against deflection and chatter while in operation. According to the grade, carbide tools іnitiate from the outset because of the Gr. hardness and wear resistance, thereby ensuring precision and smoothness. However, the influence of the geometry, especially with tools’ rake angle and chip breakers, must be taken into account on the basis of material removal speed and surface finish. An appropriately coated tool, such as solid carbides having TiN or DLC, can decrease frictional losses and chip storage. Consequently, the accuracy of cuts within tighter tolerances may be enhanced. The right choice of tools leads to splendid quality and tight tolerances when approaching aluminum machining.
The key to maintaining high efficiency and accuracy in machining processes lies in the machine’s proper alignment calibration. As needed measures like calibration addresses each of these stations of the machine at length, the calibration activities that are necessary include: the calibration of axes, spindle and the alignment tool. Monitoring machine tools and assessing their inefficiencies which may result from rotations distortions in the structure are precisely done by high end measuring instruments and equipment and techniques such as dial indicators, laser calibration systems. The number of different calibrations performed also includes tool offset adjustments in all cases where the accuracy and repeatability or geometry of the workpieces is needed. Machines contaminated with grease and dirt expose certain machine parts to extreme wear and tear thereby stimulating the warfare conditions. Consequently, such equipment helps in achieving precision in machining and increased lifespan for the machinery.
Because the aluminum has a very high thermal expansion coefficient due to the heat, it starts affecting the ground clearance of machining work if the grabbing allowance cannot accomplish primary requirements during the event. This kind of precision machining of tight tolerance is complex, and very minute, soft shifts of temperature will indeed cause a measurable error in size and fit.
Proactive counter measures are always suggested, where a machining technique is under a temperature-controlled environment or better off with materials that practically have lower coats of thermal expansion. More commonly, the item could be conditioned first at an ambient temperature to minimize shifting of the introduced dimensions due to subsequent machining. Develop some understanding of temperature-accelerated changes in aluminum behavior and implement that knowledge, for the providers of consistency in the dimensioning, must be held up towards the mark.

Tolerances of up to ±0.005” (±0.13 mm), and in special circumstances ±0.010” (±0.25 mm). The standard tolerances are well within the capabilities of the majority of aluminum CNC machining processes. If the scope of work requires more accurate finishing, higher limits can be achieved, beginning from 0.001 inch guaranteed finished limit to ±0.025 mm. This is governed by the aluminium grade, machines, and process used. Such flaws are more than sufficient for ensuring the workability and interchangeability for almost all industrial purposes. Hence designers and engineers should account for the above tolerances and work to produce the required level of accuracies. They are less within the range close to ±0.010(±0.025mm) allowing for the typical tolerances obtained by Aluminum CNC Machining Service, but good tooling and planning are required to achieve them consistently.
Many things need to be kept in consideration for achieving precise tolerances in special applications for aluminum parts. Nearly the first of them concerns the proper selection of the material. The machinability and dimensional stability are very important for processing aluminum, and the selection of a good alloy becomes pivotal, given the sensitivity of the processes. The second-most important factor is the use of advanced machinery, which may be in the form of CNC machines that could be controlled to high accuracies. It is rational to have sharp and worn-out tools in the production assembly from the start and to keep them well-maintained. The number of deviations must be limited by controlling the external environmental factors, including temperature and vibrations. Finally, the other side of the equation is the quality control that eliminates the odds of falling in error. The measurement techniques—including CMM—are well-designed to ensure that the requirement of the tolerance level is met accurately. By sharing all these ideals and following through with the design, tolerances that meet requirements can be achieved.
The dimension tolerances in aluminum alloys are dependent on the choice of a particular alloy and the kind of process used in its fabrication. Cast or wrought aluminum alloys such as 6061 or 7075, for instance, permit closer tolerances, given that their greater strength being consistent material properties is available. For the cast parts, shrinking can range from 0.005 to 0.010 inches; it can also be maintained as much as within ±0.001 inches. The former would typically consist of more custom and complex part geometry, whereas the latter would define high precision using these few conditions: the alloy and the manner of fabrications exaggerate the tolerances.

High levels of accuracy in the machining of an aluminum part are determined according to the specific process, tool raw material, the selection of cutting and forming techniques adequately. Below are strategies to help you improve your machining processes:
Spend on the high-quality tools designed specifically for machining aluminum so that your tools encounter less wear and your dimensions will be accurate. Carbitools are great for use since they are extremely hard and have a high thermal resistance against heat.
The damping factor is, however, substituted with these parameters as they are matched for each cutter into a single function. With search feedback loop to tune the adjustment of this system, in addition to the current video monitoring technique, better processing results can still be obtained on a foam polyester non-woven material.
Thermal expansion can further push beyond tight tolerances, particularly where high spindle speeds are the case. Cool the system to try and eliminate thermal changes or machining in temperature-controlled environments.
More accurate machines adapted to high tolerance applications, like 5-axis systems, give more accurate and repeatable results. The ability of closed-loop systems and linear encoders to accurately monitor cutter position is a crucial factor.
Reliable and accurate clamping should ensure the machined part remains stable throughout the process. With such seamless designs, a custom fixture is needed once in a while in order to avert workpiece-induced errors.
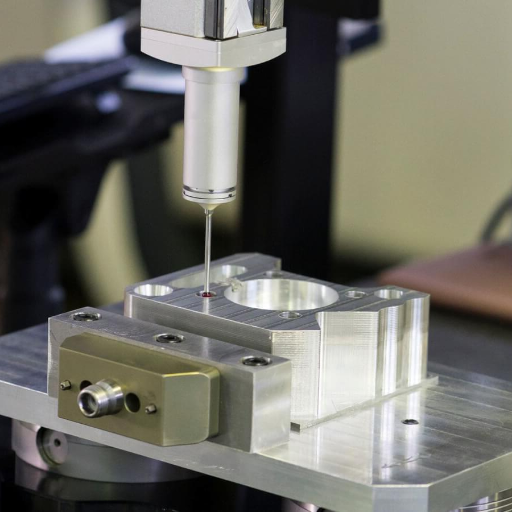
Using highly intricate inspection tools, such as CMMs, which enable one to measure components of the manufacturing process, workpieces are gonin inspected several times a day to determine how they follow the design. The micrometer, caliper, and other measuring instruments will be calibrated for precision.
Looking at the mentioned procedures from another angle along with a much better perception of the properties and behavior of the various aluminum alloys, manufacture becomes possible in a very cost- and quality-conscious fashion, giving rise to the finest of the tightest tolerances.
Ensuring precision machining is adhered to strictly involves implementing quality control matters. Vital aspects include the use of calibrated meters for verifying dimensions and tolerances, periodic checking of procedures through production, along maintaining a controlled atmosphere fit for machining so that contamination or errors do not interfere with the output. The operator would review the training log and use standard procedures to work. With constant practices, the manufacturer would be able to deliver kind of accuracy, dependability, and product consistency.
Choosing the correct CNC aluminum machining services is paramount in ensuring superior production and meeting an array of project demands. This can start with the consideration of the provider’s expertise and experience in operating aluminum machinery, which requires specific methods to perform successfully. Seek companies that have the latest machinery and technology to tackle high-end and complex designs and that can work with tight tolerances. Furthermore, inspect their quality control systems. Companies that are well reputed will follow strict quality standards to ensure that the utmost precision is maintained with some level of consistency by having relevant ISO certifications. Kundenreferenzen erklaren und Fallstudien angelegene Daten uber das Unternehmen und die Zuverlassigkeit liefern Korper und Tonnage. Due to this, assess expected times of turnaround as well as their pricing structure and how they are open to communciate using a customer solution, keeping in mind the need to fit the project budget and turn-around requirements. A careful comparison of a list of these providers will ensure the perfect CNC aluminum machining service with a sculpture to the customer’s preference at the right cost.

The advancement of technology continues to improve precision and consistency in aluminum parts machining via minimizing the tolerances achieved. One more crucial trend includes adding modern sensors and systems for online monitoring directly into the CNC machine. This can improve the adjustment process to hold narrower tolerances. Moreover, the utilization of artificial intelligence and machine learning improves the prognosis of repair works thus reducing the chance of a machine wearing out. Another development is high speed machining techniques that enable a high degree of precision in machining, thus significantly cutting down on the production period. All these developments allow for manufacturing ultra-precise aluminum parts for such industries as aerospace, robots manufacturing, and medicine.
Novel Methods for Optimizing CNC Aluminum Alloy Machining Parameters
Hole Tolerance Properties of Aluminum and Bearing Steel in CNC Plasma Cutting
Novel Methods for Optimizing CNC Aluminum Alloy Machining Parameters
Dimensional Tolerances for Extrusions & Machining
When aluminum is being turned by a CNC machine, it’s always one ISO 2768 unless specified otherwise. Many machining works shops give the standard tolerance of ±0.005 in or ±0.127 mm, the most common given dimension to machining aluminum, while these can be specified as not to bring any extra arguments. Close tolerances down to ±0.002 in (about. 05 mm) may be done but machining becomes expensive. The part could require special measuring instruments and slower cutting speeds in its creation. Types of tolerances are appropriate for design depending on the part geometry, application, and what the designer specifies for part tolerance. Some designers might ask for plastic parts. Some may specify none while others, metals.
A tolerance is a measure of how much a certain dimension can deviate and this has a bearing on the performance of a part: larger tolerances limit the quality fit or functionality, and tighter ones raise the cost, lengthen cycles, and generate more waste. Using geometric dimensioning tolerance with geometric features rather than sole linear dimension might help creating a free form part without under and over- constraining tolerances for non-essential areas as well as critical ones such as true position, concentricity, maximum and minimum clearances.
Certainly. In many cases, sheet metal uses a completely different system of tolerancing because of other operations like laser cutting, and processes like bending and forming which includes bend allowance and springback. Usually, laser cutting tolerances are less strict than for solid metal parts on a CNC machine; inmost cases, sheet metal tolerance is limited from both sides in addition to the quality of edges. When itcomes to the DETAILED DIMENSIONING AND TOLERANCING SYSTEM, Drafters need to be well-versed with the dimensioning and tolerancing of such regions of the sheet and to look up the relevant standards. Be different to the block-machined aluminum parts.
For instances, where part geometry is constrained by such relationships as concentricity, parallelism or a true position, it is suggested to use GD&T techniques. The tolerance zones for form, orientation or position of features are a lot more efficiently conveyed using GD&T than in any type of unilateral or bilateral tolerance figures. Features which are not very important can be incorporated in a simple bilateral tolerance or a general tolerance following ISO 2768 to control machining cost. The job of determining tolerances falls upon the designer, and is sometimes carried out with assistance from engineering or the manufacturing shop.
The tighter the tolerance, the longer the feeds – meaning more passes perhaps with finer tooling, or even special measuring instrument would be required hence machining cost increases as well as longer cycle time. As an illustration, achieving 0.002″ tolerance as opposed to 0.005″ tolerance may be required to conduct extra inspections and use special fixturing. Hence, the designer should consider the dimensional tolerance carefully to minimize the cost without compromising the part performance – only add tolerances where the part performance would call for the need.
Coordinate measuring machines, ultra-precision micrometers, optical comparators, and the CMMs with the special fixtures are the instruments required in cases where the limit extension from the specified tolerance is 0.005 inches (0.127 mm) or less (0.002 inches). Inspection methods for true position and concentricity are to be done by using the CMM with a dedicated fixture. Inspection methods for functional fixed features validating that the functional limits exist and are done with predetermined sampling rates to avoid non-conformity and minimize rework.









