


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


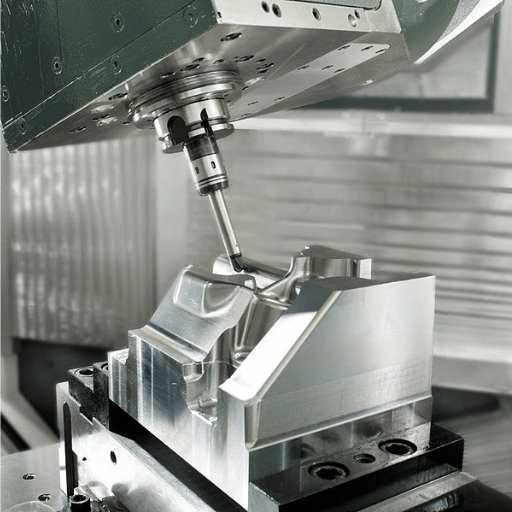
A usinagem CNC de 5 eixos move uma ferramenta de corte em cinco eixos de movimento de uma só vez, de modo que uma única configuração pode atingir cinco faces de uma peça em vez de apenas uma Isso soa como uma pequena atualização sobre as fábricas de 3 eixos em que a maioria das lojas começou Na prática, muda o que você pode projetar, quantos acessórios você precisa e quanto custa uma peça acabada Este guia é escrito para o engenheiro ou comprador que fornece peças, não para o dono da loja que compra uma máquina $400.000, por isso se concentra no que o processo faz pela sua peça e como comprá-la bem.
A usinagem CNC de 5 eixos é um processo de fresagem no qual a máquina move a ferramenta de corte, a peça de trabalho ou ambas ao longo de cinco eixos separados durante o mesmo trabalho: as três direções lineares (X, Y, Z) mais duas direções rotativas Por outro lado, um moinho de 3 eixos só pode se aproximar de uma peça a partir do topo Adicionar dois eixos rotativos permite que a ferramenta incline e balance para que possa alcançar quase qualquer face da peça sem que um operador pare a máquina para virar e re-fixá-la.
Essa única capacidade, atingindo cinco lados em uma configuração, é de onde vêm todos os benefícios downstream Menos configurações significam menos chances de desalinhar a peça, e é por isso que o trabalho de 5 eixos tende a manter uma posição verdadeira mais apertada nas faces Um relatório do Instituto Nacional de Padrões e Tecnologia dos EUA sobre precisão de usinagem observa que a redução do manuseio e da carga de cavacos melhora a precisão da usinagem, o acabamento superficial e o comportamento de tensão residual, especialmente em recursos finos ou delicados (recursos finos ou delicados)NIST IR 5628, Precisão em Usinagem). Em termos simples: toda vez que uma parte sai da mesa e volta, você corre o risco de erro, e o eixo 5 remove a maioria desses momentos.
Aqui estão as recompensas práticas que se seguem:
O principal benefício da usinagem CNC de 5 eixos não é o “more por si só. O” está fazendo um trabalho de cinco lados em uma configuração, que oferece precisão, geometria e acabamento que você não pode obter facilmente de outra maneira.
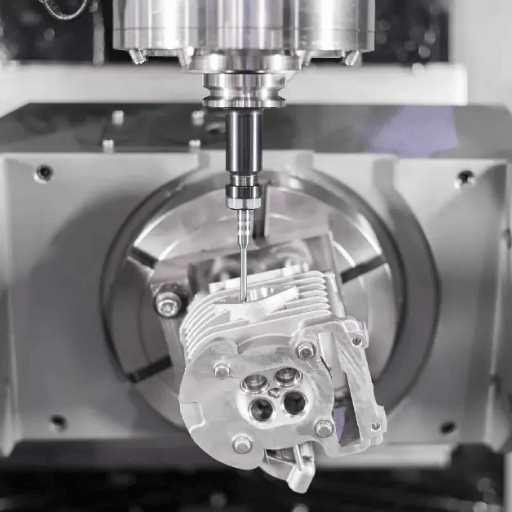
Cada moinho CNC começa com três eixos lineares: X (esquerda-direita), Y (frente-trás) e Z (cima-baixo).Uma máquina de 5 eixos adiciona dois eixos rotativos, nomeados após o eixo linear em torno do qual eles giram: A gira em torno de X, B gira em torno de Y e C gira em torno de Z. Cada máquina usa dois desses três rotativos, e quais dois ele usa define seu layout.
| Eixo | Tipo | Movimento |
|---|---|---|
| X | Linear | Lado a lado |
| Y | Linear | Frente para trás |
| Z | Linear | Para cima e para baixo (profundidade de corte) |
| A | Rotary | Inclinar em torno do eixo X |
| B | Rotary | Inclinar em torno do eixo Y |
| C | Rotary | Gire em torno do eixo Z |
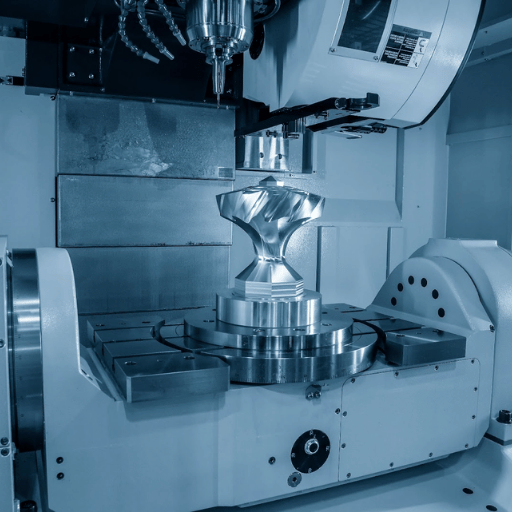
Os dois eixos rotativos podem viver na mesa, na cabeça do fuso, ou ser divididos entre eles, e essa escolha impulsiona o que a máquina é boa em. Em um máquina de munhão (mesa-mesa), 2, ambos os rotativos são construídos em uma mesa inclinável e rotativa que balança a peça sob um fuso fixo Estes brilham em peças pequenas a médias e dão um movimento rotativo muito rígido e preciso Em a máquina giratória da cabeça (cabeça-cabeça), o próprio fuso se inclina e gira enquanto a peça permanece colocada, o que combina com peças grandes ou pesadas que você não gostaria de virar. Layouts mistos incline a cabeça e gire a mesa O padrão internacional para testar essas máquinas, ISO 10791-6, reconhece explicitamente esses diferentes arranjos de “dois eixos rotativos” ao definir condições de teste de precisão (ISO 10791-6:2014).Para um comprador de peças, a conclusão é simples: o layout da máquina de uma loja informa quais tamanhos de peças ela lida melhor, por isso é uma pergunta justa a ser feita antes de enviar um orçamento.
Mecanicamente, o fluxo de trabalho é a mesma cadeia todas as vezes Um modelo CAD é entregue ao software CAM, que gera os caminhos de ferramentas e um pós-processador os converte em código de máquina Durante o corte, o controlador coordena todos os cinco eixos em tempo real, com servomotores acionando cada eixo e codificadores alimentando a posição de volta Uma peça de magia de software torna o movimento simultâneo utilizável: controle de ponto do centro de ferramentas (às vezes chamado de RTCP/TCPC), que mantém a ponta da ferramenta no caminho programado, mesmo quando os eixos rotativos balançam Sem ele, programar cinco eixos móveis à mão seria punitivo Isso também é o motivo Fresagem CNC em um centro de 5 eixos há uma disciplina diferente de operar um moinho de 3 eixos, mesmo que as ferramentas de corte pareçam idênticas.
“5-eixo” é um dos termos mais sobrecarregados em usinagem, porque abrange duas formas genuinamente diferentes de trabalhar Em Usinagem 3+2 (também chamada posicional ou indexada), os dois eixos rotativos movem a peça para um ângulo, travam e, em seguida, a máquina corta apenas com os três eixos lineares. Em simultâneo (completo) 5 eixos, todos os cinco eixos se movem ao mesmo tempo enquanto a ferramenta permanece em contato com a peça O que decide é se os eixos rotativos estão travados ou se movendo durante o corte.
| Fator | 3+2 (posicional) | 5 eixos simultâneos |
|---|---|---|
| Eixos rotativos durante o corte | Bloqueado | Movendo-se |
| Melhor para | Peças prismáticas, muitas faces, furos em ângulos | Curvas de forma livre: lâminas, impulsores, formas orgânicas |
| Dificuldade de programação | Moderado | Alto (risco de colisão, CAM-intensivo) |
| Custo relativo | Inferior | Superior |
| Comprimento da ferramenta necessário | Mais curto, mais rígido | Variável; pode usar ferramentas mais curtas inclinando |
A maioria das partes que as pessoas assumem que precisam de 5 eixos simultâneos completos realmente funcionam perfeitamente bem em 3+2. se sua parte é uma caixa de recursos em vários ângulos, chefes, portas, furos angulares, bolsos em várias faces, 3+2 vai alcançar tudo isso, mais rápido e com menos risco de programação Você só precisa verdadeiramente de movimento simultâneo quando uma superfície é continuamente curvada e a ferramenta tem que segui-lo, como o aerofólio de uma pá de turbina Os especialistas muitas vezes pagam pela usinagem simultânea apenas nas superfícies que o exigem, e usa 3+2 para todo o resto na mesma parte Saber que essa distinção é a única coisa mais útil que um comprador pode levar para uma conversa de citação, porque isso impede você de superespecificar e pagar demais.
Ir de 3 eixos para 4 eixos para 5 eixos é realmente sobre quantos lados de uma peça a máquina pode alcançar sem que você re-fixá-lo Em trabalho de 3 eixos o moinho cortar de uma direção Adicionar um único eixo rotativo (geralmente A) e um moinho de 4 eixos pode indexar uma peça ou envolver um caminho de ferramenta em torno de um cilindro Trazer em um segundo rotativo e uma máquina de 5 eixos desbloqueia verdadeiros ângulos compostos e superfícies de forma livre Multi-eixo CNC usinagem é o termo guarda-chuva para qualquer coisa além de três.
| Capacidade | 3-Eixo | 4-Eixo | 5-Eixo |
|---|---|---|---|
| Lados por configuração | 1 (superior) | Em torno de 1 eixo | Até 5 |
| Ângulos compostos | Não | Limitado | Sim |
| Superfícies de forma livre | Não | Limitado | Sim |
| Configurações típicas para peças complexas | 3. | 2. | 12 |
| Custo relativo da peça | Mais baixo | Moderado | Maior por hora, geralmente menor total em peças complexas |
Essa última linha é a que os compradores perdem Cada hora de 5 eixos custa mais de uma hora de 3 eixos, mas na parte direita pode ganhar total custo, porque ele colapsa várias configurações de 3 eixos (cada um com seu próprio dispositivo elétrico, manuseio e inspeção) em um. Ele funciona ao contrário também: forçar um simples suporte em uma máquina de 5 eixos apenas queima uma taxa premium sem benefício Se sua decisão é realmente sobre fresagem versus torneamento em vez de contagem de eixos, nossa repartição de Fresagem CNC vs. torneamento CNC é o melhor ponto de partida.
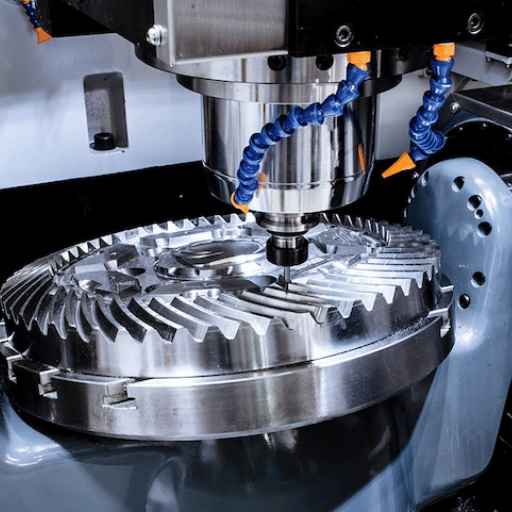
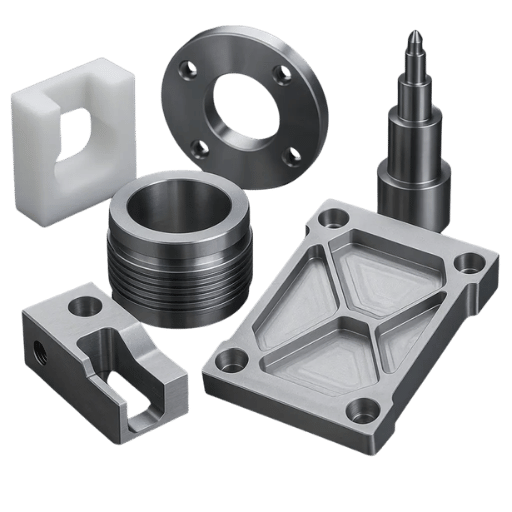
A usinagem de 5 eixos ganha seu sustento onde quer que as peças tenham superfícies curvas, posição verdadeira apertada em várias faces ou geometria que uma ferramenta de 3 eixos simplesmente não consegue alcançar Exemplos clássicos vêm da indústria aeroespacial e da energia: pás de turbinas, impulsores, blisks (discos de pás), coletores e suportes estruturais O trabalho revisado por pares sobre a produção de blisks aeroespaciais examinou especificamente como as estratégias de cinco eixos melhoram a eficiência da usinagem para essas peças integralmente laminadas (peças de pás)Biblioteca Nacional de Medicina dos EUA, PMC), e minimizar a rugosidade superficial nesses aerofólios é em si um foco ativo da pesquisa de fresagem de cinco eixos.
Considere uma loja de contrato citando um implante espinhal de titânio Em uma máquina de 3 eixos, a peça precisa de quatro configurações, dois acessórios personalizados e uma verificação CMM entre as operações para manter as tolerâncias da face cruzada Re-fixando uma pequena peça de forma orgânica que muitas vezes convida ao deslizamento, e alguns mícrons de compostos de erro de fixação através das faces Movido para um centro de 5 eixos do munhão, o mesmo implante é executado em uma única configuração; a peça nunca sai do torno, então cada recurso é referenciado a partir do mesmo dado Esse ganho de precisão não é marketing, é o resultado direto da remoção das etapas de manuseio onde o erro se arrasta, o que o estudo do NIH sobre precisão dimensional e acabamento superficial reforça (Biblioteca Nacional de Medicina dos EUA, PMC).
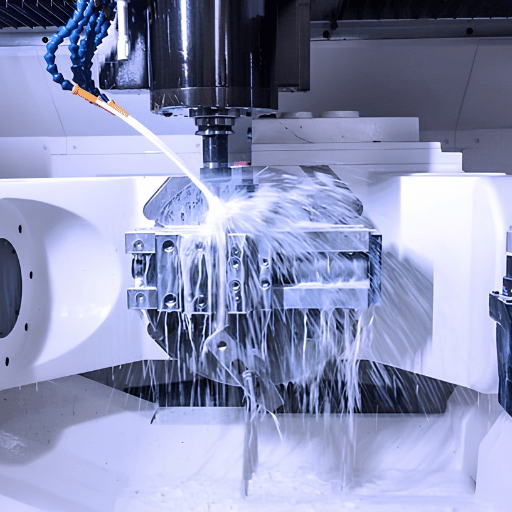
Em materiais, os cabos de 5 eixos têm toda a gama que um moinho pode cortar: alumínio para caixas e protótipos leves, titânio e inoxidável para medicina e aeroespacial, Inconel e outras superligas para peças de seção quente e plásticos de engenharia A capacidade de inclinar a ferramenta ajuda muito com ligas duras e gomosas, porque você pode manter o cortador em um ângulo de engate consistente O alumínio continua sendo o material de 5 eixos mais comum em volume, se for o seu caso, nosso olhar mais profundo Usinagem de 5 eixos de componentes complexos de alumínio vai além desta visão geral e usinagem CNC aeroespacial abrange o lado da certificação.
Muitas lojas assumem que 5 eixos é “only para lâminas exóticas.” Na realidade, qualquer peça usinada em mais de um lado se beneficia do manuseio reduzido Seu teste candidato é o número de faces e a estanqueidade da tolerância de face cruzada, não o quão chique a peça parece.
Antes de pagar um prêmio de 5 eixos, execute sua parte através de três perguntas Nós chamamos isso de Teste de 3 Perguntas e 5 Eixos, e classifica a maioria das partes em menos de um minuto.
Todos os “no” → 3-eixos. Principalmente multi-face mas sem curvas → 3+2. superfícies curvas ou tolerâncias ligadas → simultâneo 5-eixo.
Aqui é onde os construtores de máquinas e maquinistas de trabalho discordam, e a resposta honesta importa para o seu projeto Os construtores apontam corretamente que o controle moderno removeu grande parte do configuração Dor: recursos como deslocamento dinâmico de trabalho (DWO) e ajuste automático de erro geométrico permitem que uma máquina estabeleça seu próprio centro rotativo, de modo que um operador não precise mais discar em uma peça no centro exato de rotação Essa parte é verdadeira Mas no lado da programação, a realidade é mais difícil Como um maquinista colocou em um fórum comercial popular, os programas “mill são muito mais complexos, especialmente de 5 eixos, a programação vai levar muito mais tempo e muito mais ferramentas.” Estimativas de treinamento da indústria comumente colocadas de seis a doze meses antes que um programador experiente seja genuinamente fluente em CAM simultâneo de 5 eixos, porque a prevenção de colisões e a estratégia de caminho de ferramentas ficam muito mais profundas A lição prática para um comprador: a dificuldade mudou do operador para o programador CAM, e é exatamente por isso que terceirizar o trabalho de 5 eixos para uma loja que já possui essa experiência muitas vezes supera a construção interna.
“Estamos considerando converter uma de nossas usinas para 5 eixos, uma vez que não é rentável o suficiente como um eixo 3 A conversão não será muito difícil, é o lado da programação que leva o tempo.”
Quase todo “quanto custa 5 eixos” artigo responde à pergunta errada Eles citam o preço de a máquinanormalmente $100,000 a $500,000 e muito além de um milhão para centros grandes e de alto padrão Esse número importa se você é dono de uma loja Se você é um engenheiro que precisa de 40 peças, é irrelevante A pergunta que você realmente tem é: o que custa uma peça terceirizada de 5 eixos, e quando comprar uma máquina já valeu a pena?
Outsourced 5-eixo é geralmente preço por tempo de máquina mais material e configuração As taxas de loja variam amplamente por região complexidade, mas os números de configuração comumente relatados no comércio colocar moinho de 3 eixos em torno de $3005 geralmente relatado por hora e centros de 5 eixos em torno de $75$150 por hora, com moinho-volta especialista e trabalho simultâneo completo correndo ainda mais alto Seu preço por peça, em seguida, depende do tempo de ciclo (quanto tempo o corte leva), material (titânio e superligas custam muito mais do que alumínio e corte mais lento), tolerância e requisitos de acabamento, e como o custo de configuração é espalhado pela execução protótipos One-off carregam a configuração completa; um lote de 100 amortiza-o para centavos por parte Esse efeito de volume é por isso que uma peça que parece 1 cara em quantidade muitas vezes se torna muito razoável na quantidade cinquenta.
Então, quando é que a posse de uma máquina vale a pena Aproximadamente, quando você mantém um centro de 5 eixos ocupado Aqui está uma visão simples de equilíbrio: uma máquina $300.000 carrega o custo real de propriedade uma vez que você adiciona financiamento, ferramentas, manutenção, assentos de software e o salário de um programador treinado Se sua demanda de 5 eixos é ocasional ou pontiaguda, esses custos fixos ficam ociosos e a terceirização ganha facilmente Se você puder preencher uma máquina com trabalho constante, internamente pode puxar à frente Para corridas de validação de baixo volume e protótipos, terceirização ou emparelhamento de 5 eixos com prototipagem rápidaé quase sempre o caminho mais barato para uma peça acabada A linha de fundo contrária: para a maioria dos engenheiros, o direito “5-eixo investimento” é um bom fornecedor, não uma máquina.
De longe, a maneira mais barata de diminuir uma cotação de 5 eixos é projetar a peça para que ela se maquine facilmente Bom design para manufaturabilidade (DFM) faz mais pelo seu preço do que negociar taxas de loja nunca terá o objetivo de dar à ferramenta alcance limpo, trabalho estável e tolerâncias razoáveis.
As tolerâncias gerais de usinagem geralmente são padrão para a classe média ISO 2768 para recursos não críticos, enquanto os ajustes críticos são chamados individualmente (por exemplo, um furo de rolamento mantido em ±0,013 mm).No trabalho de 5 eixos, a tolerância de posição entre recursos em diferentes faces geralmente é mais fácil para segurar do que no trabalho de configuração 3 eixos, porque tudo é cortado de um datum & T, então reserve seu GD mais apertado para os recursos que ele precisa Nosso guia para tolerâncias de usinagem CNC de alumínio abrange detalhadamente os intervalos alcançáveis.
Como a parte difícil do eixo 5 passou para a programação e controle de processos, o fornecedor que você escolher é mais importante do que o logotipo em suas máquinas. Use esta lista de verificação ao avaliar um serviço de usinagem CNC de 5 eixos e trate as respostas como parte de seu plano de qualidade, em vez de conversa fiada.
O Lecreator executa usinagem CNC multieixo para peças aeroespaciais, médicas e industriais, desde protótipos únicos até lotes de produção Envie seu arquivo CAD para uma revisão e cotação gratuitas do DFM.
Obtenha uma cotação de usinagem de 5 eixos →
Prefere começar pequeno? peça uma revisão DFM de um único desenho ou uma estimativa orçamentária antes de se comprometer.
A demanda por capacidade de 5 eixos está crescendo, e isso tem consequências diretas para os compradores As empresas de pesquisa de mercado estimam que o mercado de centro de usinagem de 5 eixos está se expandindo aproximadamente a uma taxa anual de 8TP3 T até o início dos anos 2030, impulsionada principalmente pela demanda aeroespacial e de peças médicas Mais máquinas no campo significam cotações mais competitivas e, com o tempo, preços por peça mais baixos para o trabalho que você terceiriza.
A automação é o turno maior de 2026. Em exibição nas principais feiras de máquinas-ferramenta: trocadores de paletes integrados e tendas de robôs que permitem que centros de 5 eixos funcionem “lights-out” durante a noite, eixos rotativos de acionamento direto mais rápidos e monitoramento de IoT que detecta problemas antes de descartar uma peça Para você, isso se traduz em lojas que podem oferecer prazos de entrega mais curtos e preços mais estáveis em trabalhos repetidos, porque a máquina continua cortando depois que a equipe volta para casa Ao mesmo tempo, o gargalo de programação está diminuindo à medida que o software CAM adiciona geração de caminho de ferramenta mais automatizada para famílias de peças como lâminas e impulsores.
Se você está planejando um programa para 2026, o item de ação é concreto: pergunte aos fornecedores em potencial qual automação eles executam e como isso afeta seu prazo de entrega e preço unitário no volume As lojas que investem em automação de paletes hoje são as que manterão sua cotação quando seu pedido dobrar Para comparar 5 eixos com uma rota totalmente diferente para trabalhos de baixo volume, nossa peça está ligada Usinagem CNC vs. impressão 3D é uma próxima leitura útil.
A maioria dos artigos de usinagem CNC de 5 eixos são escritos para vender máquinas, então eles citam os preços das máquinas e pulam a pergunta que os compradores de peças realmente fazem Como um serviço de usinagem, colocamos em campo o “do I realmente precisa de 5 eixos, e quanto custarão minhas peças” quase todas as semanas, então construímos este guia em torno da decisão do comprador, incluindo a verdade sem glamour de que a programação de 5 eixos é genuinamente difícil, e é exatamente por isso que terceirizar geralmente faz sentido.









