


Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.


Aerospace machining isn’t some undefined quality bracket – it’s an entire suite of rigid, quantifiable requirements. Tolerances better than ± 0.001in on structural parts and ± 0.0002in on engine parts. 100% material traceability back to the mill cert. A mandatory AS9100D-registered quality management system. Nadcap certification in special processes like heat treatment and non-destructive testing (NDT). These aren’t aspirational standards. This is the minimum required to be considered a serious supplier by any major aerospace OEM or Prime Contractor. This guide to machining for aerospace covers what each of these standards means in practice, which CNC processes suit which parts, how aerospace materials behave during machining, and what questions buyers should ask before issuing an RFQ.
⚡ Aerospace Machining: Quick Specs
| Parameter | Typical Value / Range |
|---|---|
| Standard tolerance (structural) | ±0.001″ / ±0.025 mm |
| Tight tolerance (engine / fuel systems) | ±0.0002″–±0.0001″ / ±5–2.5 µm |
| Surface finish | Ra 0.8–3.2 µm (Ra 32–125 µin) |
| Common alloys | Al 7075-T6, Ti-6Al-4V, Inconel 718, PEEK |
| Key certifications | AS9100D, NADCAP (special processes), ITAR (defense) |
| Typical lead time | 3–15 days (prototype) / 2–6 weeks (production) |
Aerospace machining refers to computer-controlled subtractive manufacturing of components for aircraft, spacecraft, satellites, propulsion systems, and avionics, operating under the most e×acting tolerance, material, and documentation requirements of any commercial manufacturing sector. The word “aerospace” isn’t just branding; it carries specific obligations around certification, traceability, and inspection that standard commercial CNC machining doesn’t impose.
Where a run of the mill CNC shop might hold tolerances of ± 0.005in on basic parts, work with generic materials, rely on the operator to verify part dimensions, and have nothing more comple× than ISO 9001 certification, the aerospace industry standard is far more stringent and prescriptive. A typical aerospace CNC shop is defined by the requirements captured in the following table:
| Dimension | Standard CNC Machining | Aerospace CNC Machining |
|---|---|---|
| General tolerance | ±0.005″ typical | ±0.001″ minimum; ±0.0001″ in fuel systems |
| QMS certification | ISO 9001:2015 | AS9100D (aerospace addenda to ISO 9001) |
| Special process certification | Not typically required | NADCAP accreditation for heat treatment, NDT, coatings |
| Material traceability | CoC (certificate of conformance) | Mill test certificate, heat-lot traceability, AMS/MIL-spec conformance |
| First-article requirement | Typically sample inspection | Full FAI per AS9102 with dimensional report, material cert, process validation |
| Inspection method | Spot CMM or manual gauging | 100% dimensional CMM, SPC, NDT for critical features |
Ultimately, if you’re an engineer trying to source flight-qualified precision CNC machining services, these distinctions are the difference between whether a shop is even considered capable of a bid, versus whether they’re merely able to hold a geometric dimension on the drawing.
What’s an Aerospace Machinist? An aerospace machinist is a CNC programmer or operator whose job it’s to fabricate parts for the aerospace, space and defense industries, and who functions within the regulatory structure, including certifications and standards, of that industry. This requires a broader range of competencies than an entry-level machine operator. To qualify as an aerospace machinist, one must be familiar with reading and implementing ASME Y14.5 Geometric Dimensioning and Tolerancing (GD&T). A strong understanding of AS9100D documentation and implementation requirements, hands-on e×perience machining titanium, nickel superalloys, and other exotic aerospace alloys, First Article Inspection (FAI) reporting per AS9102 standards, and an AS9100D-certified facility environment all contribute to what’s generally considered the standard. Not surprisingly, compensation for aerospace machinists reflects the higher level of e×pertise required: average labor income in the U.S. aerospace and defense sector is $115,000 per year, 56% above the national manufacturing average.
CNC machining produces components for aircraft and spacecraft — spanning every major system from structural assemblies to propulsion and avionics. Not all demand 5-axis capability; that’s a common over-specification. Here’s how the categories break down:
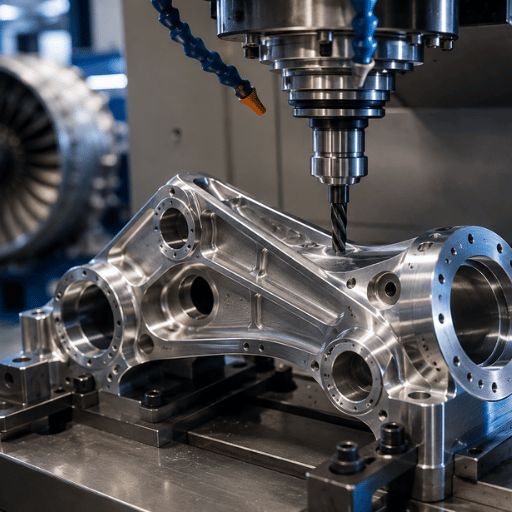
Structural parts (bulkheads, wing ribs, fuselage frames, spar fittings) are the highest-volume aerospace CNC category. Most are aluminum, 7075-T6 for high-stress applications, 6061 for secondary structure. Geometry is typically 2.5D to 3D, and 3-axis milling handles the majority. These parts require full material traceability and dimensional inspection but don’t usually need 5-axis unless the design include compound-angle features or deep pockets with steep walls.
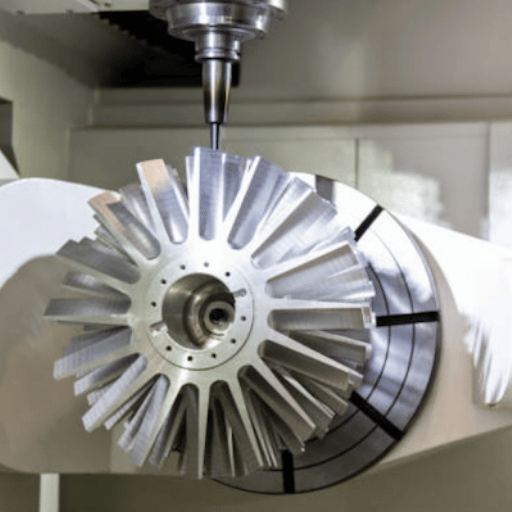
Engine componentsturbine blades, compressor rings, combustion chamber casings, fuel nozzles, are where the tolerance and material requirements escalate sharply. Nickel superalloys like Inconel 718 dominate hot-section parts. CNC turning handles discs and shafts; 5-axis milling (sometimes with EDM finishing) is needed for blade profiles and internal cooling channels.
Landing gear parts (axles, pistons, torque links, clevis assemblies) are high-stress, fatigue-critical components typically machined from Ti-6Al-4V or 17-4 PH stainless steel. CNC turning and multi-axis turning centers are standard. These often require NADCAP-accredited NDT inspection post-machining.
Avionics housings and sensor mounts are usually aluminum 6061 or PEEK, with ±0.001″ dimensional requirements and EMI shielding considerations. These are 3-axis parts in most cases. For aluminum aerospace components in this category, anodize finish requirements often trigger NADCAP surface treatment review.
Fuel and hydraulic system components (manifolds, valve bodies, pump housings) carry the tightest tolerance requirements of any machined aerospace category, down to ±0.0001″ on sealing surfaces, combined with stringent cleanliness specifications and pressure-test requirements.
Selecting the right machining process is the first cost-control decision in any aerospace program. Specifying 5-axis machining for a part that needs 3-axis capability adds 40–60% to machining cost with no quality benefit. The following decision framework is the fastest way to match geometry to process:
📐 Process Selection: Match Geometry to Machine
| Part Geometry / Requirement | Recommended Process |
|---|---|
| Cylindrical / rotational (shafts, pins, bushings) | CNC Turning (lathe) |
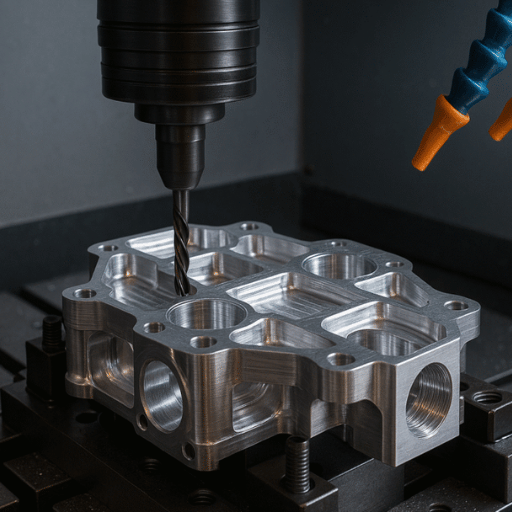
| Features on 1–2 faces, no undercuts (brackets, plates, housings) | 3-Axis CNC Milling |
| Complex contours, compound angles, multi-face features (turbine components, structural fittings) | 5-Axis CNC Milling |
| Precision bores in hardened material / intricate internal geometry (fuel injectors, cooling channels) | EDM (Wire or Sinker) |
For cylindrical aircraft parts such as landing gear components or hydraulic actuator rods, CNC turning services are typically the appropriate production method. When deciding between turning and milling for a specific feature set, our CNC milling vs. turning guide covers the decision criteria in detail.
5-axis CNC Machining 5-Axis CNC machining is typically necessary to produce parts with contoured surfaces, or with features that are positioned on multiple faces which must be precisely located with relation to one another – examples include rotating parts such as turbines or impellers (blisks), or complex aerodynamic surface fittings that feature compound angle connections. If your parts don’t have any features or contours across more than two faces, there’s no need for 5-axis machining (this excludes items such as fasteners, simple housings, brackets, mounting plates or the vast majority of avionics enclosures). A machining supplier recommending 5-axis machining for simple parts, especially if they can’t provide a legitimate technical reason to do so based on the part drawing or its functional requirements, either doesn’t understand the part or is attempting to pad the quote. Instead, consider separating out more complex geometries from the bill of materials – in complex BOMS, simpler parts can be run efficiently on standard 3-axis machines, with 5-axis used primarily for the pieces of the assembly that require it.
SCENARIO, Process Selection
An aerospace startup need 50 titanium structural brackets for a small satellite structure. The brackets have through-holes, counter-bores, and slot features, all on a single face. A supplier’s initial quote specifies 5-axis machining “for aerospace quality.” Running through the decision tree: single-face features, no compound angles, no curved surfaces. 3-axis is correct. The engineer respecified, sourced a different shop, and cut the per-part machining cost by 44% — no change to dimensional requirements or certification scope.
Aluminum alloys account for the majority of aerospace machined parts by volume. That surprises people who assume the industry run on titanium, but titanium’s role is critical rather than universal, concentrated in high-stress, high-temperature applications where aluminum’s temperature ceiling (roughly 150°C continuous) falls short. Aluminum 7075-T6 and 6061 both offer good corrosion resistance when properly anodized, which is a key reason they dominate structural airframe applications on both commercial and military aircraft. Each material category bring distinct machinability characteristics that directly affect tooling cost, cycle time, and scrap rate.
| Material | Tensile Strength | Max Service Temp | Machinability | Typical Aerospace Use | Relative Cost |
|---|---|---|---|---|---|
| Al 7075-T6 | 503 MPa | ~150°C | Excellent | Structural parts, wing skins, brackets, fuselage frames | $ |
| Al 2024-T4 | 470 MPa | ~120°C | Very Good | Fuselage structure, wing ribs, tension-loaded frames | $ |
| Ti-6Al-4V | 950 MPa | ~315°C (600°C short-term) | Poor | Engine mounts, landing gear structures, structural frames | $$$$ |
| Inconel 718 | 1,380 MPa | ~700°C | Very Poor | Turbine blades, exhaust systems, hot-section casings | $$$$$ |
| 17-4 PH Stainless | 1,172 MPa | ~315°C | Moderate | Landing gear, actuator shafts, flanges, fasteners | $$ |
| PEEK | ~100 MPa | ~260°C continuous | Good | Avionics housings, bearing cages, electrical insulators | $$$ |
These aluminum alloys lead by structural part volume — each grade serves different aerospace applications based on operating environment, fatigue load, and temperature range. For detailed tolerance behavior by alloy grade, the breakdown in our guide on aluminum CNC machining tolerances covers the specifics. Once structural designs push into the temperature or stress envelope where aluminum won’t qualify, aluminum alloy aerospace components remain the first-choice default, with titanium stepping in for defined critical zones rather than as a blanket substitution.
📐 Engineering Note, Ti-6Al-4V Machining Parameters
The thermal conductivity of Ti-6Al-4V is 6.7W/mK, about 3% that of aluminum 237W/mK. That’s the fundamental reason for the machining difficulties generally experienced with titanium: the heat doesn’t flow off through the chip and rapidly concentrates at the cutting edge, in turn softening the carbide and triggering chemical crater wear above 500°C. For coated carbide tooling, recommended cutting speeds are in the range 115-230 SFM (35-70 m/min) for milling, or 230-300 SFM (70-90 m/min) for turning, compared with 800-2,000+ SFM for a typical Al 6061. Recommended use of high-pressure coolant at 70-100 bar through-spindle isn’t optional. Its machinability index is in the region of 20%, which means tool life is roughly five times shorter than for equivalent general purpose steel at similar parameters. Plant not experienced in aerospace titanium tend to significantly underestimate consumable tooling costs.
Tolerance requirements in aerospace machining vary by component function, not by program or customer preference. CNC machining’s repeatability is what makes those tight tolerances achievable across production volumes — a properly dialed process holds ±0.001″ run to run without manual intervention. Life-critical parts in structural or engine applications carry the tightest specs. The following table reflects machining tolerance ranges by application category:
| Component Category | Typical Tolerance | Surface Finish (Ra) |
|---|---|---|
| General structural parts | ±0.001″ (25 µm) | 3.2–6.3 µm Ra |
| Landing gear / load-bearing structural frames | ±0.0005″ (12.7 µm) | 1.6–3.2 µm Ra |
| Engine components (discs, cases, hot section) | ±0.0002–0.0005″ (5–12 µm) | 0.8–1.6 µm Ra |
| Fuel and hydraulic systems | ±0.0001–0.0003″ (2.5–7 µm) | 0.4–0.8 µm Ra |
| Avionics housings and electronics enclosures | ±0.001″ (25 µm) | 1.6–3.2 µm Ra |
Surface finishes on precision machined flight hardware matter structurally, not just aesthetically. For surface roughness standards applicable to anodized and hard-coat aerospace aluminum parts, Ra 0.8–1.6 µm is the common spec for fatigue-sensitive surfaces.
Three supplier certification schemes exist for the aerospace machining industry supply chain. They aren’t interchangeable, and only asking for one of two mandatory frameworks, will lead to RFQ issues.
AS9100D is the Quality Management System standard for the aviation industry, published by the International Aerospace Quality Group (IAQG). It builds on ISO 9001:2015 and adds aerospace-specific requirements for risk management, configuration management, first-article inspection, and supplier control. AS9100D certifies that a shop’s entire management system meets aerospace requirements, not that any individual part is correct.
NADCAP (National Aerospace and Defense Contractors Accreditation Program), managed by the Performance Review Institute (PRI), covers the 26 defined “special processes” — including heat treating, NDT, chemical processing, coatings, welding, and surface enhancement. NADCAP is process-specific, not company-wide. It audits individual process capability: equipment calibration, operator qualifications, process documentation. AS9100D covers the shop; NADCAP covers each special process within it.
ITAR (International Traffic in Arms Regulations) registration is required for any supplier involved in manufacturing, exporting, or handling defense-related components under the US Munitions List. It’s an export control framework, not a quality standard, but it’s a contract prerequisite for most US military aerospace programs.
SCENARIO, AS9100 Without NADCAP
“Supplier needs to be AS9100D certified,” calls out the procurement manager for a lot of titanium landing gear brackets. “And we need an anodize finish,” it says further into the RFQ. Luckily for all involved, the supplier is AS9100D certified and the certificate is up to date. Parts arrive and dimensional inspection passes just fine. But the anodize was performed by a sub-tier with no NADCAP chemical processing accreditation. This gets caught by the OEM quality engineer, and it’ll take three weeks for a part to be re- inspected and to have the coating stripped and redone by a qualified supplier since we don’t have sufficient traceability. It would’ve taken five minutes to check their accreditation status prior to purchase.
“OEMS have a requirement for Nadcap to flow down to the supply chain, as part of the overall supplier qualification process. Critical process audits, carried out by subject matter experts accepted by stakeholders within program, Nadcap has improved supplier quality, enforced common standards and delivered savings.”
Performance Review Institute (PRI), pri.org
Engineering Note – AS9100D vs. NADCAP: The Difference in Scope
| Aspect | AS9100D | NADCAP |
|---|---|---|
| What it certifies | Whole-company quality management system | Individual special process execution |
| Issued by | IAQG (aligned with ISO 9001:2015) | Performance Review Institute (PRI) |
| Audit scope | Company-wide: docs, management review, supplier control | Process-specific: equipment, operator quals, parameters |
| Required for special processes (heat treatment, NDT, coating)? | No — doesn’t cover process execution | Yes — mandatory for Tier 1 OEM supply chains |
| Does it certify part quality? | No | No — certifies process capability |
These four challenges account for most of the cost overruns and schedule delays in aerospace machining programs. Understanding them before RFQ reduces surprises during production.
⚠️ Challenge 1: Work Hardening in Titanium and Inconel
Both materials are hardening in the cutting region if there’s insufficient chip load. The mechanism: poor thermal conductivity causes the heat to build up at the cutting surface, not pass through the chip – titanium’s conductivity is 3% of that of aluminum. The already hardened skin from a previous pass slows down entry of the next cutting edge, and rapidly escalates wear rate – cutting at 115SFM as opposed to 130SFM may reduce tool life by 30 to 50%. Being “too cautious” is as bad, if not worse, than being too aggressive.
⚠️ Challenge 2: Thin-Wall Distortion
Weight-reduction is one of the main aerospace design drivers; walls of 1 to 3 mm are typical on parts that house, or structural, applications. With that thickness of walls, cutting force leads to deflection (part flex during machining, then snap-back upon tool-withdrawal). That dimensional error appears first when looking at the part upon the CMM. Fixturing technique, vibration dampening and a reduced depth-of-cut per pass strategy are standard remediations. A pre- machining DFM can bring to light that the walls of the part are too thin prior to committing a fixturing approach.
⚠️ Challenge 3: Titanium Buy-to-Fly Ratio
Scrap by weight in titanium machining for aerospace ranges from 60% up to 80%. To make a finished part that weighs 1 kilogram of titanium, the shop must typically buy 5-10 kilograms of billet. This cost go into the quote, either as a material charge or distributed across all the parts, the way any shop cost would do.When assessing titanium quotes from potential suppliers, don’t expect the material quote to reflect finished part weight; be prepared to pay for waste as a line item, even when scrap risk is described as ‘zero.’
⚠️ Challenge 4: Documentation Overhead
The AS9100D traceability, mill test certificates, dimensional inspection reports, FAIR packages per AS9102 and non-conformance records inherently represent meaningful real costs. The documentation requirements of a typical AS9100D project can add 15-25% overhead to a standard commercial Machining estimate at the ISO 9001 shop as the cost of additional labor and administrative burden for record-keeping and discrepancy management – these costs are justifiable but require representation on quotes.
Addressing these risks upfront in the design phase substantially reduces rework exposure. Our DFM guidelines for machined aerospace parts cover wall thickness, corner radii, and fixture access considerations that directly affect yield.
Is Aerospace CNC machining expensive? Yes – often 2-5x as much as an industrial part of the same type. Three drivers: cost of materials (Inconel 718 goes for ~$35-45/lb vs Al 6061 ~$1.50-2.50/lb), processing difficulty (5-axis machining is 40-60% pricier than 3-axis) and compliance work (paperwork, FAIR, traceability). But the cost of non-conformance in high-quality flight hardware — rework, field failure, legal exposure — will always far outweigh that upfront premium. the pertinent question shouldn’t be Is aerospace machining costly – should it be? It should be does your suppliers price, represent true cost of that particular part – not tuck it away as future change order money.
| Cost Driver | Standard CNC | Aerospace CNC |
|---|---|---|
| Raw material (aluminum) | ~$1.50–2.50/lb | ~$1.50–2.50/lb + traceability overhead |
| Raw material (titanium) | ~$15–25/lb | ~$20–35/lb (AMS-spec billet + buy-to-fly) |
| 5-axis vs. 3-axis premium | Baseline | +40–60% for 5-axis operations |
| Quality / documentation | Baseline | +15–25% (FAIR, SPC, traceability) |
The Aerospace Machining RFQ Checklist: 8 Questions That Uncover If a Shop Can Do the Work
SCENARIO, Supplier Qualification in Practice
An international aerospace OEM specifies a new sub-tire shop – this shop will supply a 200-piece production order of Inconel 718 engine brackets. From the checklist: questions 1-3 pass (AS9100D current, ITAR registered) – question 2 exposes the shop’s NADCAP registration for NDT and chemical processing, but not heat treating. When the brackets need solution annealing after machining and the shop outsources heat treating, the OEM’s qualifying supplier needed much more time to qualify the heat treater with NADCAP. Flagging the scope at RFQ rather than PPAP saved a program milestone.
Ready to source aerospace precision parts?
Request a quote from Lecreator’s aerospace CNC machining servicesDFM review included at no charge.
The US aerospace and defense industry generated $995 billion in total business activity in 2024, contributing $443 billion in economic value, 1.5% of US GDP. Meanwhile, the FAA forecasts the commercial aircraft fleet growing from 7,387 in 2024 to 10,607 aircraft by 2045. That growth trajectory is shaping three significant shifts in how aerospace parts get machined:
AI-assisted in-process inspection. Automated CMM measurement combined with vision-based surface inspection is moving from post-machining QC to real-time adaptive control. Machine tool builders are integrating measurement probes directly into machining centers, so a turbine blade profile gets measured between tool passes, not after. For buyers, this affects delivery lead time (less post-machining inspection queue) and first-pass yield on complex aluminum and titanium aerospace parts.
Hybrid additive-subtractive manufacturing. Systems from DMG Mori and Matsuura now build near-net-shape preforms via directed energy deposition, then CNC-finish critical surfaces on the same machine. For high-cost materials like Inconel 718 and titanium, this dramatically reduces the buy-to-fly ratio, instead of machining a complex bracket from solid billet at 60–80% material loss, the near-net preform starts within 10–15% of final dimensions.
eVTOL production ramp. Archer Aviation, Joby, and other advanced air mobility developers are moving from prototype to production certification in 2025–2026. The parts profile, aluminum 6061/7075 structural brackets, frames, and housings with ±0.001″ tolerances in prototype and low-volume production quantities, is almost identical to standard aerospace structural machining. For CNC shops, this represents new demand in a segment with lower certification complexity than commercial transport, but the same AS9100D and dimensional documentation requirements.
Aerospace machining passes a much stricter set of dimensional, material, and certification requirements than generic CNC machining. Structural aerospace tolerances run from 0.001″ for 7075 air frames up to 0.005″ for most commercial interior parts; certification traceability traces every part to free mill certs and AMS or MIL specs; the shop requires AS9100D (not new IFRLAPAK or preceding standards); special processes (heat treating, NDT, chemical processing, coatings, welding) require extra NADCAP accreditation; and the first product is subject to a full FAI report per AS9102. That documentation alone increases project costs by 15-25% over standard commercial CNC work.
First – at minimum, an aerospace machining shop needs AS9100D certification – the aviation industry’s quality management standard released by the IAQG, in addition to GDYLIFBOGS. Second – when the scope of work involves special processes (heat treating, NDT, chemical processing, etc.), then NADCAP accreditation for each of those special processes is also a necessary minimum. Third – for US defense applications, ITAR registration needs to be obtained. These standards go hand-in-glove and are both active at all Tier 1 aerospace suppliers.
Yes – Aerospace spare and structural parts tend to cost 2-5 more than comparable commercial CNC parts. Diesel engine and compressor manufacturing accounts for 3 major factors limiting part cost- material cost (Inconel 718 approximately $35-50 per pound compared to aluminum 6061 price of $1-3 per pound), process (additional axes or complex machines adds 40-60% cost over 3-axis), and compliance (AS9100D documentation, FAI reports, material traceability adds 15-25% to part cost). Cost per flight-worthy part versus cost per conforming part is the more useful benchmark; the fewer manufacturing defects due to tighter process and material control means less costly rework and rework liability.
An aerospace machinist is someone who, as part of a AS9100D accredited environment, operates or programs CNC equipment to produce flight-hardware components. The Machinist role requires familiarity with the use and interpretation of GD&T to ASME Y14.5, the machining of aerospace alloys (aluminum, titanium, and superalloys), and experience with FAI documentation, SPC. These aerospace machining jobs typically enjoy a significant skill premium with $115,000 average annual labor income in the A&D sector coming 56 percent higher than the national manufacturing average.
Lead times on prototypes are typically 3 to 15 days for the machining component, and additionally for FAIR close out plus time to have any special processes contracted out (anodize, NDT, heat treatment, etc.). For production runs of 50 to 500 pieces, lead times will typically range from two to six weeks depending on material availability, queue position and the complexity of inspection. One item that buyers of prototypes often overlook is that the quoted machining lead times don’t include FAIR turn times nor the turn times for any outsourced special processes. Clarify whether your lead time is for completion of the entire project on an FAI-complete basis or just for the machined components off the machine tool.
References
About the Author
Reviewed by Lecreator engineering team. Lecreator provides precision CNC machining services for aerospace, medical and industrial programs, offering 3-axis and 5-axis milling, CNC turning, and surface finishing capabilities. The content represents our direct production experience with aerospace grade aluminum, titanium, and engineering plastics.
Content declaration: This article was researched using publicly available aerospace industry data (FAA, AIA, PRI/NADCAP), competitor content analysis, and machining parameter databases. Cost and lead time estimates reflect industry-consensus ranges without specific contractual backing. Readers should verify certification requirements and tolerance specs against their program’s specific design authority documentation.









