


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


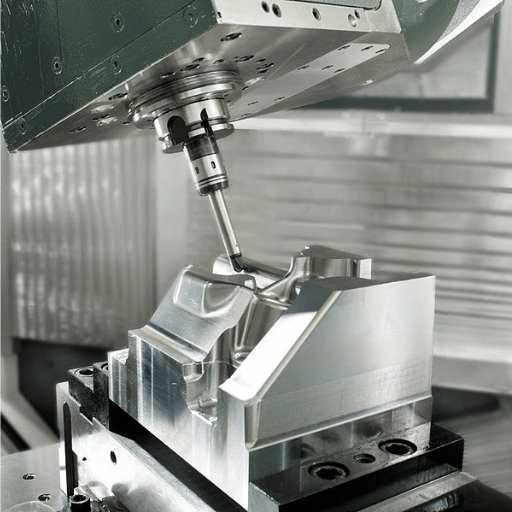
5-assige CNC-bewerking verplaatst een snijgereedschap over vijf bewegingsassen tegelijk, zodat een enkele opstelling vijf vlakken van een onderdeel kan bereiken in plaats van slechts één Dat klinkt als een kleine upgrade ten opzichte van de 3-assige molens waar de meeste winkels mee begonnen zijn In de praktijk verandert het wat je kunt ontwerpen, hoeveel armaturen je nodig hebt en wat een afgewerkt onderdeel kost Deze gids is geschreven voor de ingenieur of koper die onderdelen koopt, niet de winkeleigenaar die op zoek is naar een $400.000 machine, dus het richt zich op wat het proces voor jouw deel doet en hoe je het goed kunt kopen.
5-assige CNC-bewerking is een freesproces waarbij de machine het snijgereedschap, het werkstuk of beide langs vijf afzonderlijke assen beweegt tijdens dezelfde klus: de drie lineaire richtingen (X, Y, Z) plus twee draairichtingen Daarentegen kan een 3-assige molen een deel alleen vanaf de bovenkant benaderen Door twee draaiassen toe te voegen kan het gereedschap kantelen en zwaaien, zodat het vrijwel elk vlak van het onderdeel kan bereiken zonder dat een operator de machine stopt om het om te draaien en opnieuw te klemmen.
Die enkele mogelijkheid, die vijf zijden in één opstelling bereikt, is waar elk stroomafwaarts voordeel vandaan komt. Minder opstellingen betekenen minder kansen om het onderdeel verkeerd uit te lijnen. Daarom heeft vijfassig werk de neiging een strakkere werkelijke positie over de vlakken vast te houden. Een rapport van het Amerikaanse National Institute of Standards and Technology over precisie bij het bewerken merkt op dat het verminderen van de handling en de chipbelasting de bewerkingsnauwkeurigheid, oppervlakteafwerking en restspanningsgedrag verbetert, vooral op dunne of delicate kenmerken (NIST IR 5628, Precisie bij de bewerking). In duidelijke bewoordingen: elke keer dat een onderdeel van tafel komt en weer verder gaat, riskeer je fouten, en 5-assig verwijdert de meeste van die momenten.
Hier volgen de praktische uitbetalingen
Het belangrijkste voordeel van 5-assige CNC-bewerking is niet “meer assen op zichzelf. ”Het doet vijfzijdig werk in één opstelling, wat nauwkeurigheid, geometrie en afwerking oplevert. Je kunt niet gemakkelijk een andere manier krijgen.
Elke CNC-molen begint met drie lineaire assen: X (links-rechts), Y (voor-achter) en Z (op-neer).Een machine met 5 assen voegt twee roterende assen toe, genoemd naar de lineaire as waar ze omheen draaien: A draait rond X, B draait rond Y en C draait rond Z. Elke machine gebruikt twee van die drie rotaries, en welke twee hij gebruikt, definieert de lay-out ervan.
| Axis | Type | Motion |
|---|---|---|
| X | Lineair | Zij aan zij |
| Y | Lineair | Voor naar achter |
| Z | Lineair | Op en neer (snijdiepte) |
| A | Roterend | Kantel rond de X-as |
| B | Roterend | Kantel rond de Y-as |
| C | Roterend | Draai rond de Z-as |
De twee roterende assen kunnen in de tafel, in de spilkop, leven of ertussen worden gesplitst, en die keuze drijft aan waar de machine goed in is. Op een tap (tafel-tafel) machine, beide draaimachines zijn ingebouwd in een kantelbare, roterende tafel die het deel onder een vaste spil zwaait Deze schijnen op kleine tot middelgrote delen en geven een zeer stijve, nauwkeurige roterende beweging Op een draaikop (kop-kop) machine, de spil zelf kantelt en draait terwijl het onderdeel blijft zitten, wat past bij grote of zware werkstukken die u niet zou willen omdraaien. Gemengde lay-outs kantel het hoofd en draai de tafel De internationale norm voor het testen van deze machines, ISO 10791-6, erkent expliciet deze verschillende opstellingen van twee roterende assen bij het definiëren van nauwkeurigheidstestomstandigheden (ISO 10791-6:2014). Voor een onderdeelkoper is de afhaalmaaltijd eenvoudig: de machine-indeling van een winkel vertelt u welke onderdeelgroottes hij het beste kan verwerken, dus het is een terechte vraag die u moet stellen voordat u een offerte verzendt.
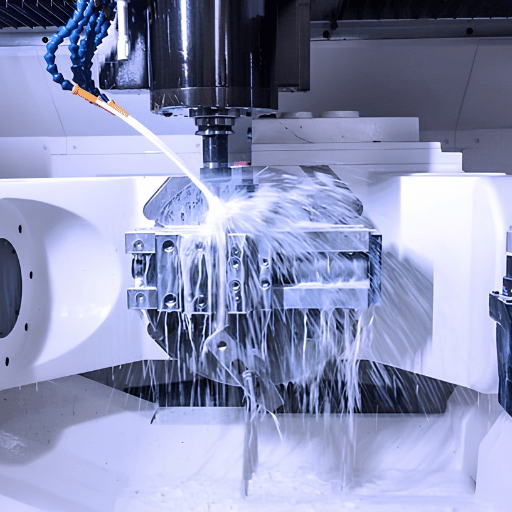
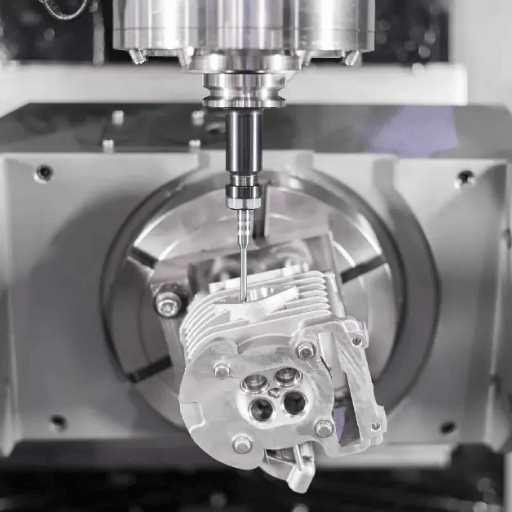
Mechanisch gezien is de workflow elke keer dezelfde keten Een CAD-model wordt overhandigd aan CAM-software, die de gereedschapspaden genereert en een postprocessor deze omzet in machinecode Tijdens de snede coördineert de controller alle vijf de assen in realtime, waarbij servomotoren elke as aandrijven en encoders de positie terugvoeren Eén stukje softwaremagie maakt gelijktijdige beweging bruikbaar: puntcontrole van het gereedschapcentrum (soms RTCP/TCPC genoemd), die de gereedschapstip op het geprogrammeerde pad houdt, zelfs als de roterende assen zwaaien Zonder dit zou het programmeren van vijf bewegende assen met de hand straffend zijn Dit is ook de reden CNC frezen op een 5-assig midden is een andere discipline dan het laten draaien van een 3-assige molen, ook al zien de snijgereedschappen er identiek uit.
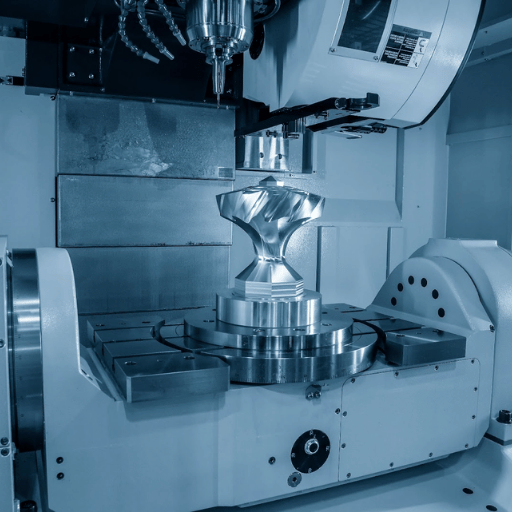
“5-axis” is een van de meest overbelaste termen in de bewerking, omdat het twee echt verschillende manieren van werken omvat In 3+2 (ook wel positionele of geïndexeerde) bewerking, de twee roterende assen bewegen het deel in een hoek, vergrendelen, en dan de machine gesneden met de drie lineaire assen slechts In gelijktijdig (volledig) 5-assig, alle vijf assen bewegen tegelijkertijd terwijl het gereedschap in contact blijft met het onderdeel. Wat beslist is of de roterende assen vergrendeld zijn of bewegen tijdens de snede.
| Factor | 3+2 (positioneel) | Gelijktijdig 5-assig |
|---|---|---|
| Roterende assen tijdens het snijden | Vergrendeld | Bewegen |
| Best for | Prismatische delen, vele vlakken, gaten onder hoeken | Vrije vormkrommen: bladen, waaiers, organische vormen |
| Programmeermoeilijkheid | Matig | Hoog (botsingsrisico, CAM-intensief) |
| Relatieve kosten | Lager | Hoger |
| Gereedschapslengte nodig | Korter, stijver | Variabel; kan korter gereedschap gebruiken door te kantelen |
De meeste onderdelen waarvan mensen aannemen dat ze volledig gelijktijdig 5-assig nodig hebben, lopen eigenlijk prima in 3+2. als je onderdeel een doos met functies is onder verschillende hoeken, nokken, poorten, schuine gaten, zakken op verschillende vlakken, zal 3+2 alles bereiken, sneller en met minder programmeerrisico. Je hebt pas echt gelijktijdige beweging nodig als een oppervlak continu gebogen is en het gereedschap het moet volgen, zoals het vleugelprofiel van een turbineblad. Specialisten betalen vaak alleen voor gelijktijdige bewerking op de oppervlakken die dit vereisen, en gebruiken 3+2 voor al het andere op hetzelfde onderdeel. Het kennen van dit onderscheid is het nuttigste wat een koper kan meenemen in een offertegesprek, omdat het je ervan weerhoudt om te veel te specificeren en te veel te betalen.
Van 3-assig naar 4-assig naar 5-assig gaan gaat eigenlijk over hoeveel zijden van een onderdeel de machine kan bereiken zonder dat je hem opnieuw klemt, bij 3-assig werk snijdt de molen uit één richting Voeg een enkele draaias toe (meestal A) en een 4-assige molen kan een onderdeel indexeren of een gereedschapspad om een cilinder wikkelen Haal een tweede draaimachine binnen en een 5-assige machine ontgrendelt echte samengestelde hoeken en vrije-vormoppervlakken Multi-axis CNC-bewerking is de overkoepelende term voor alles boven de drie.
| Capability | 3-assig | 4-assig | 5-assig |
|---|---|---|---|
| Zijkanten per opstelling | 1 (boven) | Rond 1 as | Tot 5 |
| Samengestelde hoeken | Nee | Beperkt | Ja |
| Vrije-vorm oppervlakken | Nee | Beperkt | Ja |
| Typische opstellingen voor complex deel | 3-5 | 2-3 | 1-2 |
| Relatieve deelkosten | Laagste | Matig | Hoogste per uur, vaak laagste totaal op complexe onderdelen |
Die laatste rij is diegene die kopers missen Elk 5-assig uur kost meer dan een 3-assig uur, maar op het rechter gedeelte kan het winnen totaal kosten, omdat het verschillende 3-assige opstellingen (elk met zijn eigen bevestiging, behandeling en inspectie) in één laat samenvallen Het werkt ook omgekeerd: het forceren van een eenvoudige beugel op een 5-assige machine verbrandt gewoon een premium tarief zonder voordeel Als uw beslissing echt gaat over frezen versus draaien in plaats van astelling, onze uitsplitsing van CNC frezen versus CNC draaien is het betere uitgangspunt.
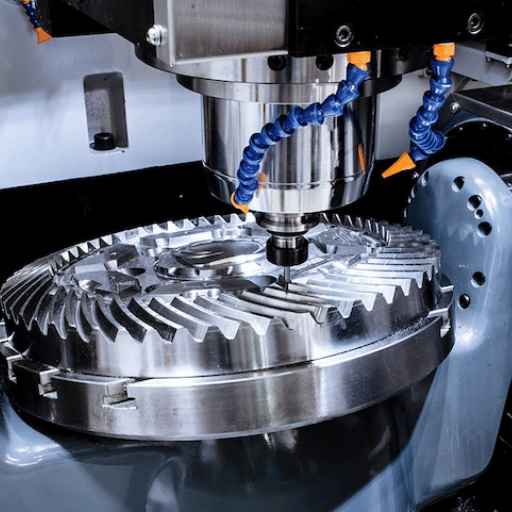
5-assige bewerking verdient zijn waarde overal waar onderdelen gebogen oppervlakken hebben, een strakke, ware positie over meerdere vlakken of geometrie die een 3-assig gereedschap eenvoudigweg niet kan bereiken Klassieke voorbeelden komen uit de lucht- en ruimtevaart en energie: turbinebladen, waaiers, blisks (schijven met bladen), spruitstukken en structurele beugels. Peer-reviewed werk op het gebied van de productie van blisks in de lucht- en ruimtevaart heeft specifiek onderzocht hoe vijfassige strategieën de bewerkingsefficiëntie voor deze integraalbladige onderdelen verbeteren (Amerikaanse Nationale Bibliotheek voor Geneeskunde, PMC), en het minimaliseren van de oppervlakteruwheid op die vleugelprofielen is op zichzelf een actief aandachtspunt van vijfassig freesonderzoek.
Overweeg een contractwinkel met een titanium ruggengraatimplantaat. Op een drieassige machine heeft het onderdeel vier opstellingen, twee aangepaste armaturen en een CMM-controle tussen de bewerkingen nodig om de kruisgezichtstoleranties vast te houden. Het opnieuw klemmen van een klein, organisch gevormd onderdeel dat vaak uitmondt in slippen en een paar micron bevestigingsfoutverbindingen over de gezichten. Verplaatst naar een drieassig vijfassig midden, draait hetzelfde implantaat in één enkele opstelling; het onderdeel verlaat nooit het bankschroef, dus naar elk kenmerk wordt verwezen vanuit hetzelfde gegeven. Die nauwkeurigheidstoename is geen marketing, het is het directe resultaat van het verwijderen van de handlingstappen waarbij fouten naar binnen kruipen, waardoor het NIH-onderzoek naar maat- en afwerking versterkt (nauwkeurigheid en afwerking versterktAmerikaanse Nationale Bibliotheek voor Geneeskunde, PMC).
Op materialen, 5-assige handvatten het volledige bereik een molen kan snijden: aluminium voor lichtgewicht behuizingen en prototypes, titanium en roestvrij voor medische en ruimtevaart, Inconel en andere superlegeringen voor hot-sectie onderdelen, en engineering plastics De mogelijkheid om het gereedschap kantelen helpen veel met harde, gummy legeringen, omdat je de snijder op een consistente aangrijpingshoek Aluminium blijft de meest voorkomende 5-assige materiaal in volume, als dat uw geval, onze diepere blik op 5-assige bewerking van complexe aluminium componenten verder gaat dan dit overzicht, en aerospace CNC machining dekt de certificeringskant.
Veel winkels gaan ervan uit dat 5-assig alleen “ is voor exotische messen.” In werkelijkheid profiteert elk onderdeel dat aan meer dan één kant wordt bewerkt van de verminderde handling. Uw kandidaattest is het aantal gezichten en de strakheid van de kruisgezichtstolerantie, niet hoe mooi het onderdeel eruit ziet.
Voordat u een 5-assige premie betaalt, voert u uw deel door drie vragen We noemen het de 3-vragen 5-assige test, en het sorteert de meeste onderdelen in minder dan een minuut.
Alle “no” → 3-assig Meestal multi-face maar geen curven → 3+2 Gebogen oppervlakken of gekoppelde toleranties → gelijktijdige 5-assige.
Hier zijn machinebouwers en werkende machinisten het niet eens, en het eerlijke antwoord is belangrijk voor uw project. Bouwers wijzen er terecht op dat moderne controle een groot deel van de problemen heeft weggenomen setup pijn: functies zoals dynamische werkoffset (DWO) en automatische geometrische foutafstemming zorgen ervoor dat een machine zijn eigen roterende centrum kan opzetten, zodat een operator niet langer een onderdeel hoeft in te bellen in het exacte rotatiecentrum. Dat deel is waar. Maar aan de programmeerkant is de realiteit moeilijker. Zoals een machinist het op een populair handelsforum plaatste, zijn “ veel complexer, vooral 5-assig, programmeren zal veel langer duren en veel meer tools. Volgens schattingen van de industriële training wordt doorgaans zes tot twaalf maanden eerder gesproken over een ervaren programmeur vloeiend in gelijktijdige 5-assige CAM, omdat het vermijden van botsingen en de strategie voor gereedschapspaden veel dieper worden. De praktische les voor een koper, 5-assing-programma, dat is precies verschoven naar de CAM-winkel, die CAM-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werkplaats-werk.
“We overwegen om een van onze molens om te bouwen naar 5-assig, omdat deze niet winstgevend genoeg is als 3-assig. De conversie zal niet al te zwaar zijn, het is de programmeerkant die de tijd kost.”
Bijna elke “hoeveel geeft 5-assig cost” artikel de verkeerde vraag Ze citeren de prijs van een machinetypisch $100.000 tot $500.000 en ruim boven de miljoen voor grote, high-end centra Dat aantal maakt uit of je winkeleigenaar bent Als je een ingenieur bent die 40 onderdelen nodig heeft, is dat niet relevant. De vraag die je eigenlijk hebt is: wat kost een uitbesteed 5-assig onderdeel, en wanneer is het kopen van een machine ooit de moeite waard?
Uitbestede 5-assige is meestal geprijsd door machinetijd plus materiaal en opstelling Winkeltarieven variëren sterk per regio en deelcomplexiteit, maar cijfers die vaak in de handel worden gerapporteerd, stellen dat 3-assig frezen rond $35-$55 per uur en 5-assige centra rond $75-$150 per uur, met specialistische molen-draai en volledig gelijktijdig werken nog hoger loopt Uw prijs per onderdeel hangt dan af van de cyclustijd (hoe lang de snede duurt), materiaal (titanium en superlegeringen kosten veel meer dan aluminium en snijden langzamer), tolerantie en afwerkingseisen, en hoe de installatiekosten worden part-exploitatie per partij heel veel groter 1 cent naar beneden, het volume van de één cent.
Dus wanneer is het bezitten van een machine de moeite waard? ruwweg, wanneer je een 5-assig centrum bezig houdt Hier is een eenvoudige break-even weergave: een $300.000 machine draagt echte eigendomskosten zodra je financiering, gereedschap, onderhoud, software stoelen, en een getrainde programmeur salaris toevoegt Als uw 5-assige vraag incidenteel of stekelig is, die vaste kosten zitten inactief en outsourcing wint gemakkelijk Als u een machine kunt vullen met vast werk, in-house kan vooruit trekken Voor low-volume validatieruns en prototypes, outsourcing, of het koppelen van 5-as met rapid prototypingis bijna altijd de goedkopere weg naar een afgewerkt onderdeel De tegendraadse bottom line: voor de meeste ingenieurs is de juiste “5-as investering” een goede leverancier, geen machine.
Veruit de goedkoopste manier om een 5-assige offerte te verlagen is door het onderdeel zo te ontwerpen dat het gemakkelijk machinaal werkt Goed ontwerp voor maakbaarheid (DFM) doet meer voor uw prijs dan onderhandelen over winkeltarieven ooit zal Het doel is om het gereedschap een schoon bereik, een stabiele werkvastheid en redelijke toleranties te geven.
Algemene bewerkingstoleranties voldoen vaak niet aan de ISO 2768-middelklasse voor niet-kritische kenmerken, terwijl kritische aanpassingen afzonderlijk worden genoemd (bijvoorbeeld een lagerboring die op ±0,013 mm wordt gehouden). Bij werk met 5 assen is de positietolerantie tussen kenmerken op verschillende vlakken meestal makkelijker om vast te houden dan 3-assig werk, omdat alles uit één datum wordt gesneden, reserveert u uw strakste GD&T voor de functies die deze echt nodig hebben. Onze gids voor aluminium CNC bewerkingstoleranties behandelt haalbare bereiken in detail.
Omdat het harde deel van 5-assige is overgegaan op programmeren en procescontrole, is de leverancier die u kiest belangrijker dan het logo op hun machines. Gebruik deze checklist wanneer u een 5-assige CNC-bewerkingsservice evalueert en behandel de antwoorden als onderdeel van uw kwaliteitsplan in plaats van als koetjes en kalfjes.
Lecreator voert multi-as CNC-bewerking uit voor lucht- en ruimtevaart-, medische en industriële onderdelen, van eenmalige prototypes tot productiebatches Stuur uw CAD-bestand voor een gratis DFM-beoordeling en offerte.
Krijg een 5-assige bewerkingsofferte →
Begin liever klein? vraag om een DFM-beoordeling van een enkele trekking, of om een budgettaire schatting voordat u zich engageert.
De vraag naar 5-assige capaciteit groeit, en dat heeft directe gevolgen voor kopers Marktonderzoeksbureaus schatten dat de markt voor 5-assige bewerkingscentra zich in het begin van de jaren dertig met grofweg een jaarlijks tempo van 7-8% uitbreidt, voornamelijk gedreven door de vraag naar lucht- en ruimtevaart- en medische onderdelen. Meer machines in het veld betekenen meer concurrerende offertes en, in de loop van de tijd, lagere prijzen per onderdeel voor het werk dat u uitbesteedt.
Automatisering is de grotere shift van 2026 Te zien op grote werktuigmachineshows: ingebouwde palletwisselaars en robotverzorging die 5-assige centra “s nachts ”lights-out” laten draaien, snellere roterende assen met directe aandrijving en IoT-monitoring die problemen opvangen voordat ze een onderdeel schrapen Voor u vertaalt dat zich in winkels die kortere doorlooptijden en stabielere prijzen kunnen bieden bij herhaald werk, omdat de machine blijft snijden nadat het personeel naar huis is gegaan. Tegelijkertijd wordt het programmeerknelpunt kleiner naarmate CAM-software meer geautomatiseerde toolpath-generatie toevoegt voor families van onderdelen zoals messen en waaiers.
Als u een programma voor 2026 plant, is het actiepunt concreet: vraag potentiële leveranciers welke automatisering zij uitvoeren en hoe dit uw doorlooptijd en eenheidsprijs op volume beïnvloedt. Winkels die vandaag de dag in palletautomatisering investeren, zijn degenen die hun offerte vasthouden als uw bestelling verdubbelt. Om 5-assige te vergelijken met een geheel andere route voor werk in kleine volumes, ons stuk op CNC-bewerking versus 3D-printen is een handige next read.
De meeste 5-assige CNC-bewerkingsartikelen zijn geschreven om machines te verkopen, dus ze citeren machineprijzen en slaan de vraag over die kopers daadwerkelijk stellen. Als bewerkingsservice hebben we “do nodig. Ik heb echt 5-assig, en wat zullen mijn onderdelen bijna elke week aan” kosten, dus hebben we deze gids gebouwd rond de beslissing van de koper, inclusief de niet-glamoureuze waarheid dat 5-assig programmeren echt moeilijk is, en dat is precies de reden waarom het uitbesteden ervan meestal zinvol is.









