


Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.


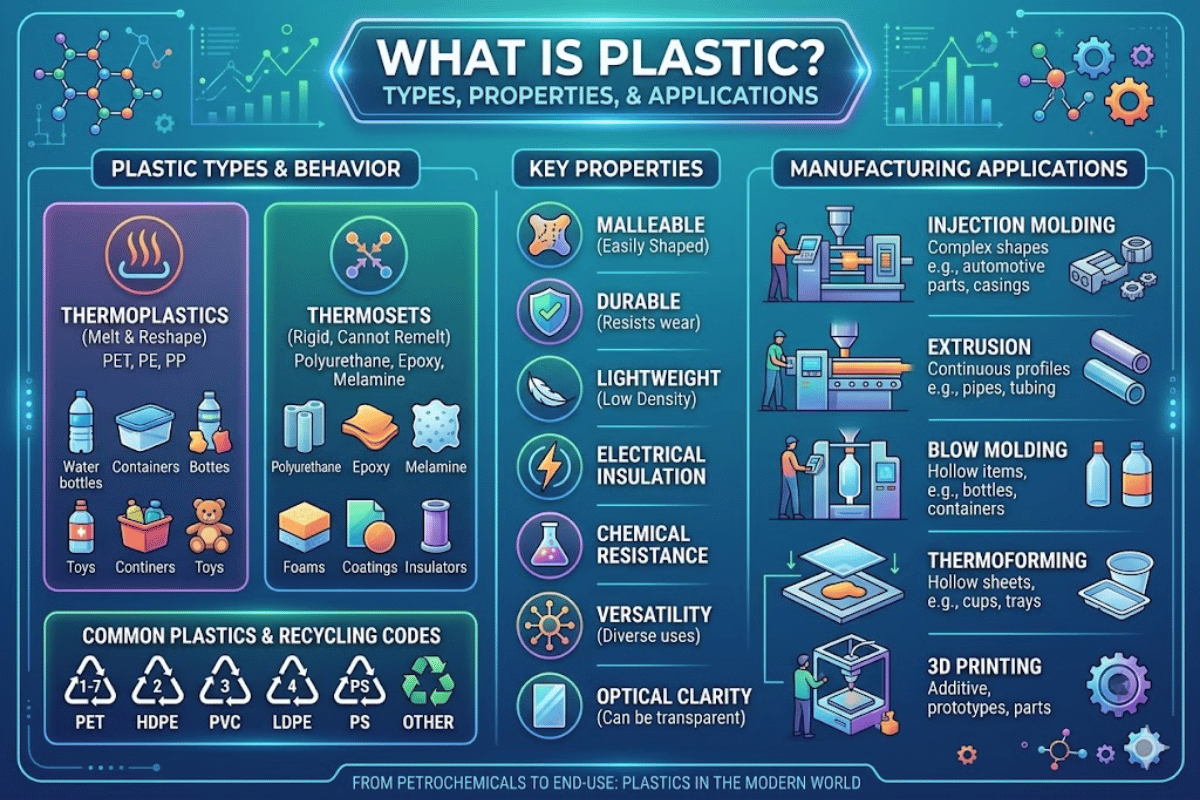
What Is Plastic? A Complete Guide to Types, Properties, and Industrial Applications
| Chemical Basis | Synthetic/semi-synthetic polymers (carbon backbone) |
| Global Production | 400+ million tonnes/year (2024) |
| Major Categories | Thermoplastics (recyclable) and thermosets (cross-linked) |
| Density Range | 0.91–1.44 g/cm³ (PE to POM) |
| Service Temperature | 105°C (LDPE) to 343°C (PEEK) |
| Key Standards | ASTM D638 (tensile), ASTM D7611 (resin codes) |
Plastic is one of the most common materials used in the world today. plastics go into everything from disposable food containers to high-performance aerospace components. In 2024 the world used a phenomenal 400 million tonnes of plastics and this continues to increase every year.
But what is plastic, how is it manufactured and how do you know which type of plastic will suit your application?
This guide will make all of this clear as we details the chemistry, classification, properties and manufacturing processes and the environmental impact of plastics that engineers, buyers and product designers need to know. Whether you are choosing a resin for a bespoke plastic part or comparing materials for a new product you can find the data and information to do just that here.

plastic is a market name given to major synthetic or semi synthetic material which is derived from polymers- enormous molecules formed of long chains, which is a huge multi cell of repeating units called monomers. plastic is originated from the Greek word termed as pistoikos, word meaning “capable of being by shaped or molded” and Kortouthjom, symbolizing key features of these materials, which refers as plastictity.
Most plastics have the same base molecule of carbon atom. Both polymer chains are made up of hundreds to millions of monomer covalently bonded to each other. The Chemistry Libretexts polymer reference states that these chains can be structured in three different ways:
Between chains, the secondary forces of Van der Waals force, hydrogen bonding, dipole-dipole attractions, are responsible for holding the polymer mass. In terms of intermolecular forces versus chain structure, plastics may be flexible or rigid, transparent or opaque, heat resistant or easily meltable.
Perhaps the only feature that distinguishes real plastics from those seen in the literature is polydispersity. Indeed, no commercial polymer chains prepared are mono-dispersed; however, this diversity is a consequence of the polymerization process and can be described by the molecular weight distribution. This diversity is reflected in melt flow characteristics, mechanical strength and processability – the reason why two batches of “the same” plastic could behave differently on the production line.

Vabataijs are produced from everyday raw components. However 95% or more of fossil originated come from processing petroleum or natural gases into hydrocarbon monomers such as ethylene, polypopylene or styrene. Bio originated Vabataijs start like cellulose, starch and sugarcane as raw materials, they still account only 5% of total.
Key Milestones in Plastic History
Chemical processes used to make plastic generally fall into two categories. Addition polymerization (chain-growth) joins monomers without producing by-products — polyethylene and polypropylene are made this way. Condensation polymerization (step-growth) releases small molecules like water during chain formation — nylon and polyester follow this process, called polycondensation.
After polymerization, the excess resin tend to be small nurdles and are shipped to the plastic products manufacturer, where they are melted and formed into finished plastic products, through injection molding- (or injection moulding in British usage), extrusion die calendering, or CNC machined into plastic products. A Form:
From the PlasticsEurope 2025 Fast Facts report, one finds that Asia now accounts for 57.2% of worldwide plastic production thus far, with China alone producing 34.5%. Europe’s portion has fallen from 22% (2006) to 12% (2024). Worldwide thermoplastic production projections for 2025 are 445.25 million MT.
All plastics fall into one of the two large overarching categories, thermoplastics, or thermosets, as dictated by their molecular structure. The variation between the two is: Cross-linking and efficiency. Thermoplastics consist of linear and/or branched chains that soften with rising temperature, and re-solidify when cooled. They can be remelted indefinitely. Thermosets form cross-linked chains through the process of curing, once formed the plastics are unable to remelt. Heat will only facilitate either distillation, or decomposition.
| Property | Thermoplastic | Thermoset |
|---|---|---|
| Molecular Structure | Linear/branched chains | Cross-linked network |
| Melting Behavior | Softens at 105–343°C (type-dependent) | Does not melt; decomposes above cure temp |
| Recyclability | Recyclable (can be remelted) | Not recyclable via conventional methods |
| Tensile Strength | 20–100 MPa (PE to PEEK) | 40–200 MPa (epoxy, phenolic) |
| Common Examples | PE, PP, ABS, PC, nylon, PEEK | Epoxy, phenolic, polyurethane, silicone |
| Typical Applications | Packaging, automotive, medical devices | Aerospace composites, adhesives, electrical insulation |
Additional classifications based on chemistry and performance are: commodity plastics (PE, PP, polyvinyl chloride, and polystyrene), engineering plastics (ABS, polycarbonate, nylon, and acetal), and high-performance plastics (PEEK, ULTEM, and PTFE). Entry-level commodity plastics represent the broadest spectrum of properties, and the lowest cost per unit. Engineering grades cover a wider range of mechanical properties for structural applications; nylon, PC, and ABS offer higher rigidity and toughness, while ULTEM or PEEK excel at very high temperatures and resist aggressive chemicals.
The seven resin identification codes appear on most plastic products as numbered triangles. This standard is maintained by ASTM D7611 and helps to identify plastic products resin type:
| Code | Material | Common Uses | Recycling Status |
|---|---|---|---|
| 1 — PET | Polyethylene terephthalate | Bottles, food containers | Widely recycled |
| 2 — HDPE | High-density polyethylene | Milk jugs, pipes, containers | Widely recycled |
| 3 — PVC | Polyvinyl chloride | Pipes, window frames, cable insulation | Rarely recycled |
| 4 — LDPE | Low-density polyethylene | Plastic bags, film, squeeze bottles | Limited recycling |
| 5 — PP | Polypropylene | Food containers, automotive parts | Growing recycling |
| 6 — PS | Polystyrene | Disposable cups, insulation foam | Rarely recycled |
| 7 — Other | Mixed/other (PC, nylon, ABS, etc.) | Various specialty applications | Difficult to recycle |
📐 Engineering NoteResin Identification Codes (ASTM D7611) are used to identify the plastic products resin type, but not its recyclability. While a product marked with code 5 may be acceptable to the recycling program in one town/city, it may not be acceptable in another. The ASTM codes were designed as resin-sort targets for thermal plastic products recycling facilities, not as a general consumer recycling guid. Always check with local municipality/town/city waste management for acceptable plastic products before selecting a plastic based solely on code.

Choosing the right plastic for an application begins with an evaluation of the measurable properties of the material. In comparison to metals, standard grade metal alloys tend to remain in comparatively narrow bands of properties, while plastics, depending on the polymer chemistry and level of additives used or incorporated during their formation, can have a gravity-defying range of parameters.
| Property | HDPE | PP | ABS | PC | Nylon 6/6 | PEEK |
|---|---|---|---|---|---|---|
| Density (g/cm³) | 0.94–0.97 | 0.90–0.91 | 1.03–1.07 | 1.20 | 1.13–1.15 | 1.30–1.32 |
| Tensile Strength (MPa) | 26–33 | 31–42 | 40–50 | 55–75 | 70–85 | 90–100 |
| Melting Point (°C) | 130–137 | 160–171 | N/A (amorphous) | N/A (amorphous) | 255–265 | 343 |
| Max Service Temp (°C) | 82 | 100 | 85 | 120 | 120 | 260 |
| Chemical Resistance | Excellent | Good | Moderate | Good | Moderate | Excellent |
Material data from Curbell plastics. Materials Engine.
In addition to these factors, plastics also provide low electrical conductivity (they make excellent, chemical-resistant insulation for the electrical and electronic fields), transparency/OPtically Clearite(PishoholAnd, and polymethyl methacrylate transmit 90% of visible light easily), as well as flexible design capabilities (they may be Sofahazable and CNCd into highly complex shapes that the metals just cannot feasibly built).
Additives to our plastics are a critical aspect of their performance. Flame retardants satisfy flammability requirement for construction and electronics plastic. UV stabilizers keep plastic from degrading outdoors. Plasticisers make PVC flexible. Glass fibre reinforcement strengthens modulus and thermal stability of the engineering plastic plastics. The compounds are simply added to the plastics to generate the necessary properties other than polymer chemistry.
When evaluating a plastic material to use, first determine operating temperature and chemical environment, these two criteria weed out most candidates before you get to mechanical properties. For plasticer machining, machinability should be considered, amorphous plastics (ABS, PC) machine cleanly relative to semi-crystalline such as nylon and POM which tend to produce stringy chips.

Virtually every industrial sector uses plastic but the particular type of plastic selected for the application will differ immensely on criteria of performance. Packaging consumes ~36% of all plastic but the highest-value applications are highly engineered plastics which impact directly on product safety and performance.
| Industry | Preferred Plastics | Why | Example Applications |
|---|---|---|---|
| Medical | PEEK, PC, ULTEM | Biocompatible, sterilizable | Surgical instruments, implants, lab equipment |
| Electronics | POM, PC, ABS | ESD-safe, dimensional stability | Sensor housings, connectors, enclosures |
| Automotive | PP, ABS, nylon | Lightweight, impact resistant | Bumpers, interior panels, under-hood parts |
| Packaging | PET, HDPE, PP | Low cost, food-safe | Bottles, food containers, film |
| Aerospace | PEEK, PEI, PTFE | High temp, flame retardant | Brackets, seals, thermal insulation |
| Construction | PVC, HDPE, PS | Corrosion resistant, insulation | Pipes, window frames, foam boards |
✔ Advantages
⚠ Limitations
Engineering plastics can begin to bridge many of these gaps. PEEK holds up in continuous service at 260C with tensile strengths in the 90-100 MPa range – performance overlapping some aluminum alloys. Precise machining of engineering plastics provides the nanoscale dimensional tolerances that injection molding alone cannot achieve at low volumes for medical and electronics applications.
Common plastic selection errors are considering only cost or availability rather than the application’s needs. PVC may be cheap but if machined at high speed it emits hydrogen chloride gas. Nylon will dehydrate (up to 2.5% by weight for PA6/6) causing dimensional variations after machining. Details like these make or break plastic specific applications.

Choosing the right manufacturing process for plastic components depends on volume, geometry, tolerance specifications, stage of development. Different processes offer varying cost, tooling, lead times and precision trade-offs.
| Process | Best For | Volume | Tolerance | Lead Time |
|---|---|---|---|---|
| Injection Molding | Complex parts, mass production | 10,000+ units | ±0.1–0.5 mm | 4–8 weeks (tooling) |
| CNC Machining | Precision parts, prototypes | 1–5,000 units | ±0.025–0.127 mm | 3–10 days |
| Extrusion | Continuous profiles, pipes | Continuous | ±0.25 mm | 2–4 weeks |
| 3D Printing (FDM/SLA) | Prototyping, custom geometry | 1–500 units | ±0.1–0.3 mm | 1–5 days |
| Thermoforming | Large flat/curved parts | 500–50,000 | ±0.5–1.0 mm | 2–4 weeks |
CNC machining is the process of choice for applications where dimensional accuracy is key. Contemporary 3 to 5 axis CNC machining can tolerate 0.001 inch (0.025 mm) tolerances on highly engineered plastic, making this the procedures of choice for medical devices, optical sensors and semiconductor machinery. Le-creator machine 30+ operations types with precise tolerances, for use in medical (ISO 13485), aerospace (AS9100D) and electronics.
For high run high volume plastic production the process of choice is injection molding. Once mold tooling has been created (generally $5,000-$100,000+ depending on complexity) unit costs instantly fall by an order of magnitude when produced on scale. However after design changes are issued injection mould modifications are costly in mold, as such many makers (Zubidiks – even those who use injection Fotuhg) prototype with CNC first.
Choose injection molding when part volumes surpass 10,000 and the geometry is final. For orders under 5,000 units – or when design changes are still a possibility – CNC machining provides a cost-effective alternative to tooling and significantly reduces lead time from weeks to days. Many product teams use Le-creators plastic machining in the validation phase and then switch to molding when scaling to production volumes.

Managing plastic waste has become one of the defining challenges of modern materials consumption. Its scale is difficult to overstate.
Only PET (#1) and hdpe (#2) enjoy widespread extraction by municipal recycling programs. The other five resin categories suffer low or nonexistent recycling infrastructure in most localities. Based on the taking-plastic-pollution“>UNEP 2024 Annual Report, plastic waste continues to accumulate in bodies of water, soil, and air both as plastic debris and as microplastic particles, impacting both ecosystems and human health.
Global production of circular plastics – including mechanical recycling, chemical recycling, and bio-based feedstocks – reached 43.9 million tonnes in 2024, crossing the symbolic landmark of 10% of the plastic production total. Circular plastics contributed to 15.4% of regional production in Europe. Though these statistics are promising, source reduction remains the most effective strategy.
Bioplastics provide a partial path forward. Materials such as PLA (polylactic acid, derived from corn starch) and PHA (polyhydroxyalkanoates, produced via bacterial fermentation) are biodegradable under industrial composting conditions. Plastics can also be produced from these renewable resources, but bioplastics alone still represent less than 1% of the total plastic production and introduce recycling considerations of their own-PLA contaminates PET recycling streams if mixed together.
Looking ahead, the future of plastics likely entails a combination of improved waste disposal, design-for-recyclability, increased chemical recycling capacity, and the targeted substitution of materials where plastics are single-use but otherwise non-essential.

Need precision plastic parts for your next project?
Le-creator machines 30+ plastic types – from commodity PE to high-performance PEEK – with tolerances to 0.001 inch. ISO 13485 and AS9100D certified.
This guide is based on the science fundamentals of polymer, ASTM relevant data, and plasticsEurope production numbers and findings. Le-creator has engineered and machined plastics for17 years, from PEEK surgical prototypes to ABS housings at production scale. All applicable tolerancing and process guides in the following are from verified parameters working with thousands of parts.









