


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


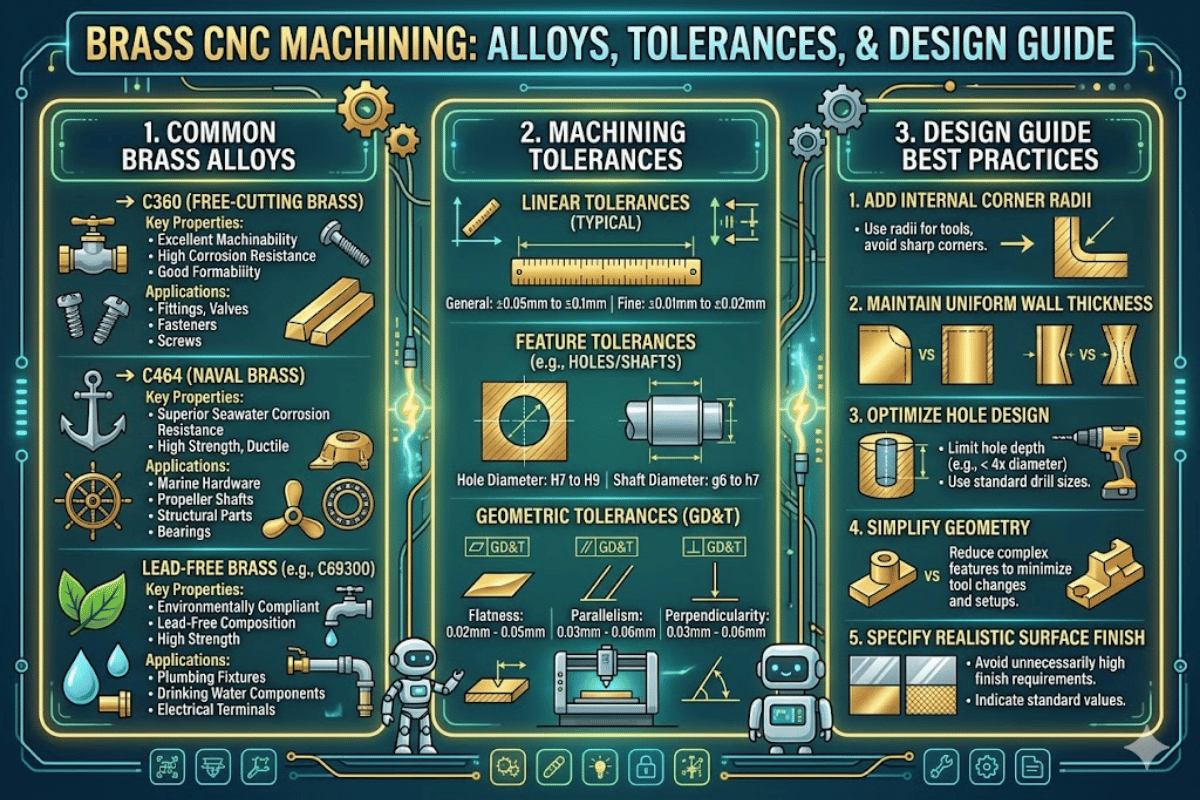
Usinage CNC en laiton : un guide complet des alliages, des processus et de la conception
| Alliage le plus courant | C36000 (Laiton de coupe libre) 60% Cu, 3% Pb, équilibre Zn |
| Évaluation de la machinabilité | 100 (CDA de base : 00 le plus élevé parmi tous les alliages de cuivre) |
| Résistance à la traction (C360, H02) | 310469 MPa (4568 ksi) |
| Tolérance réalisable | routine de ±0,025 mm (±0,001″) pour les pièces fraisées/tournées CNC |
| Finition de surface telle que modifiée | Ra 0.4 0,8 µm (meilleur que l'aluminium ou l'acier inoxydable) |
| Conductivité Thermique | 115 W/m·K (C360) |
Le laiton continue d'être l'un des métaux de précision les plus facilement usinés et pour cause. Avec une note d'usinabilité USDA de 100 sur le Échelle d'usinabilité CDA, C360 laiton à usinage libre est sans doute la norme la plus usinable en alliage de cuivre (en anglais seulement) par laquelle le reste de la famille est évalué Cette page couvre le choix de l'alliage de laiton, les paramètres d'usinage CNC, les alimentations et les vitesses, les directives de conception des meilleures pratiques, et les données comparatives avec l'aluminium et l'acier inoxydable (en anglais seulement) donnant aux ingénieurs et aux équipes d'approvisionnement toutes les informations techniques dont ils ont besoin pour spécifier les composants finis en laiton en toute confiance.
Si vous avez besoin d'un partenaire d'approvisionnement pour services d'usinage CNC en laiton, : cette page vous aidera à spécifier les détails de tolérance, de qualité et de finition avec le fournisseur choisi.
Le fait que le laiton soit statistiquement l'un des métaux les plus faciles et les plus hautement usinables dépasse la relation qui existe entre les additifs de compatibilité variable (zinc et cuivre) ; un facteur plus fondamental réside dans l'utilisation de petits ajouts globulaires de plomb dans la composition de l'alliage Dispersés uniformément au sein de la matrice fondamentale (contenant du cuivre et du zinc), ces morceaux de plomb agissent comme un brise-copeaux interne à double branche Lorsque la pièce commence à être coupée, la présence des particules globulaires de plomb provoque la fragmentation de la puce émergente en petits copeaux gérables plutôt que de produire de longues spirales qui piègent autour de l'outil de coupe et de la pièce à travailler.
Trois résultats pratiques pour l'usinage CNC émergent :
D'autres caractéristiques inhérentes aux matériaux confèrent au laiton une gamme supplémentaire d'avantages par rapport aux autres matériaux usinés CNC : résistance à la corrosion, faible coefficient de frottement, ainsi qu'une bonne conductivité électrique et thermique (115 W/mK pour C360).Ces propriétés rendent les pièces en laiton usiné idéales pour les contacts et connecteurs électriques, les raccords de plomberie, les corps de vanne, les composants d'engrenage et les instruments de musique où la densité et la qualité sonore qui en résulte influencent les caractéristiques tonales finales.
Le laiton est principalement un matériau d'usinage à sec en raison de ses besoins en énergie relativement faibles et du fait que les copeaux courts ne génèrent pas autant de chaleur que les pièces de machines fabriquées à partir d'autres matériaux plus difficiles. Lorsque du liquide de refroidissement est nécessaire (généralement pour les opérations de forage de trous profonds ou de tournage en volume), les liquides de refroidissement solubles dans l'eau constituent le choix évident, en raison de leur capacité à maintenir la température à la pointe de l'outil à des niveaux gérables. N'utilisez pas d'huiles de coupe chlorées, celles-ci peuvent conduire à une dézincification.

Tous les types d'alliage de laiton ne répondent pas de la même manière à l'usinage CNC Différentes compositions cuivre-zinc (ainsi que le plomb et d'autres additifs) changent fondamentalement la façon dont chaque alliage coupe Sélectionner la mauvaise qualité signifie que les machinistes subissent des temps de cycle inutilement longs, des rebuts plus élevés et des pièces qui ne répondent pas à leurs attentes en matière de durée de vie.
Les pages suivantes comparent l'usinabilité de quatre alliages les plus courants spécifiés pour les composants en laiton usiné CNC, en s'appuyant sur Données sur les alliages de la Copper Development Association:
| Propriété | C360 (découpe libre) | C260 (Laiton de cartouche) | C464 (Naval) | C693 (Laiton ECO) |
|---|---|---|---|---|
| Composition | 60% Cu, 3% Pb, bal Zn | 70% Cu, 0,07% Pb max, bal Zn | 60% Cu, 0,75% Sn, bal Zn | 75% Cu, 3% Si, 0,05% Pb, bal Zn |
| Usinabilité | 100 | 30 | 30 | 85 |
| Résistance à la traction (H02) | 310469 MPa | 427 MPa | 51752 MPa | 517586 MPa |
| Densité | 8,50 g/cm³ | 8,53 g/cm³ | 8,41 g/cm³ | 8,30 g/cm³ |
| Conductivité Thermique | 115 W/m·K | 121 W/m·K | 116 W/m·K | 37,7 W/m·K |
| Contenu principal | 2.53.0% | ≤0,07% | ≤0,20% | ≤0,09% |
| Légal de l’eau potable | Non | Oui | Oui | Oui (NSF/ANSI 61) |
| Meilleure Application | Pièces de machines à vis, raccords, engrenages | Boîtiers en laiton pour cartouche, noyaux de radiateur, ressorts | Quincaillerie marine, arbres d'hélice | Plomberie, contact alimentaire, eau potable |
📐 Note d'ingénierie : Règlement principal affectant C36
Le plomb de C360 (2,5-3,01TP3 T) satisfait aux exigences relatives à l'exemption 6 (c) de l'UE relative à la RoHS, qui autorise le 41TP3 T Pb dans les alliages de cuivre Cette exemption a été prolongée jusqu'au 30 juin 2027. après expiration, le seuil limite devient 0,11TP3 T Pb. Pour les applications d'eau potable, le loi sur la sécurité de l'eau potable de l'EPA des États-Unis a sélectionné une limite de 0,251TP3 T Pb sur les surfaces mouillées, de sorte que le C360 ne serait pas considéré comme sans plomb en vertu du Code uniforme de plomberie Précisez le C69300 (Laiton ECO) ou le C260 pour les composants conformes sans plomb sous NSF/ANSI 61.
Le laiton se prête facilement à presque tous les processus d'usinage CNC. En fonction de la géométrie des pièces, des besoins de tolérance et de la durée de production, le processus optimal peut être sélectionné. Voici les résultats typiques pour certains composants en laiton :
| Processus | Meilleur pour | Tolérance Typique | Pièces en laiton communes |
|---|---|---|---|
| Tournage CNC | Pièces cylindriques/rotatives | ±0,025mm | Poignées de soupapes, bagues, raccords filetés |
| Fraisage CNC | Caractéristiques prismatiques/plates | ±0,025mm | Logements, plaques, enceintes |
| CNC à 5 axes | Géométries 3 D complexes | ±0,013mm | Roues, collecteurs, connecteurs personnalisés |
| Tournage de type suisse | Petites pièces minces (L/D > 3 :1) | ±0,013mm | Composants de montre, broches électroniques, vis médicales |
Pour les séries de production élevées d'objets tels que les pièces de machines à vis et les fils de contact électrique, les tours CNC de type suisse offrent les pièces en laiton les plus rapides L'alimentation des barres de type suisse combinée au comportement de rupture des copeaux de l'alliage de laiton C360 permet des courses ininterrompues à plus de 3 000-4 000 tr/min avec une concentricité prévisible.
La plupart des fraisages CNC sur laiton peuvent être mis en oeuvre directement sur un broyeur CNC standard à 3 axes pour la plupart des géométries L'usinage de 5 axes devient nécessaire lorsque les pièces contiennent des contre-dépouilles, des caractéristiques aux angles, ou d'autres méthodes de configuration pour réaliser des caractéristiques multiples introduit des erreurs de coût et de tolérance potentielle de Lecreator Service d'usinage CNC dispose de plus de 80 machines CNC pour s'adapter aux quatre processus d'usinage du laiton.

Quelle est la vitesse de coupe idéale pour le laiton ? la réponse dépend du type d'outillage et du fonctionnement Le tableau montre les recommandations de début pour le laiton libre-usinage C360 tiré du Guide d'usinage DKI de la Copper Development Association.
| Opération | Vitesse HSS | Vitesse du carbure | Taux d'alimentation | Profondeur de coupe |
|---|---|---|---|---|
| Tournage (ébauche) | 3000600 SFM | 5001 600 SFM | 0,01000.015 DPI | 0,100,200″ |
| Tournage (Finissage) | 4000600 SFM | 8001 600 SFM | 0,00 20,006 DPI | 0,0100,030″ |
| Fraisage | 2000600 SFM | 5001 500 SFM | 0,0010.008 IPT | Par géométrie |
L'impact le plus important sur le taux d'enlèvement de matière est la profondeur de coupe La valeur du débit d'alimentation influence le plus directement la qualité de la surface Pour une passe de finition à Ra 0,4 µm, réglez l'alimentation à 0,002-0,004 IPR et maintenez la profondeur de coupe peu profonde (.010-.015).
📐 Note d'ingénierie Sélection d'outils pour le laiton
Utiliser des fraises en carbure non revêtu ou en bout de flûte polie pour le fraisage CNC en laiton Les outils revêtus de TiN ou de TiAlN conçus pour l'acier augmentent la friction et conduisent à la formation de BUE Les angles de coupe positifs (10-15°) avec des arêtes tranchantes réduisent les forces de coupe et éjectent plus efficacement les copeaux Pour le laiton CNC tournant sur des tours automatiques, le C360 est l'alliage de choix car sa teneur en plomb tend à empêcher les copeaux longs et filants qui provoquent le blocage des alimentateurs automatiques de barres.

Le laiton est facile à usiner, mais une mauvaise conception peut être coûteuse. La liste suivante fournit des suggestions de conception pour la fabrication (DFM) pour aider les ingénieurs à éviter les pièges courants lors de la spécification des pièces en laiton usinées CNC.
| Niveau de tolérance | Métrique | Impérial | Impact sur les coûts |
|---|---|---|---|
| Standard | ±0,13 mm | ±0,005″ | Base de référence |
| Précision | ±0,05 mm | ±0,002″ | +1525% |
| Haute précision | ±0,025mm | ±0,001″ | +3050% |
Alors que les boutons contenant des tolérances de dimension finale de 0,025 mm (0,001) sont coûteux sur de nombreux autres métaux (et donc rarement spécifiés sur les dessins), l'outillage en laiton C360 offre cette précision naturellement grâce à une expansion et une contraction minimales du métal pendant l'usinage CNC, et des copeaux qui s'éjectent proprement de la zone de coupe.
Le surtolérancement des caractéristiques non critiques est le facteur de coût le plus fréquent dans les devis de pièces en laiton. L'application de ±0,025 mm à chaque dimension alors que seules 2 surfaces d'accouplement en ont réellement besoin peut augmenter le coût d'usinage de 3050%. Utilisation pièces en laiton de précision tolérances uniquement lorsque l'ajustement, la fonction ou l'assemblage les exige, appelez explicitement ces fonctionnalités sur votre dessin avec GD&T.

Quelles sont les finitions typiques pour le laiton usiné ? Le laiton tolère de nombreuses finitions, du polissage tel qu'usiné au polissage miroir en passant par les revêtements décoratifs PVD. La finition que vous choisissez dépend de la fonction prévue, de l'environnement de fonctionnement et de l'apparence souhaitée de la pièce.
| Finir | Valeur RA | Coût Relatif | Meilleure Application |
|---|---|---|---|
| Comme-Machiné | Ra 0,40,8 µm | $ | Pièces fonctionnelles, prototypes |
| Explosion de perles | Ra 0.83,2µm | $$ | Texture mate uniforme, cache les marques d'outils |
| Polissage Mécanique | Ra 0.10,4µm | $$$ | Quincaillerie décorative, instruments de musique |
| Polissage Miroir | Ra <0,05µm | $$$$ | Composants optiques, réflecteurs |
| Nickel Electroplating | Préserve la base Ra | $$$ | Barrière de corrosion, surface d'usure (10 µm d'épaisseur 5 µm par ASTM B689) |
| Chrome | Préserve la base Ra | $$$$ | Robinetterie, garniture automobile (0.3 trim automobile1.0 µm sur nickel) |
| Laque/Manteau transparent | Aucun changement | $ | Prévention du ternissement pour le laiton exposé |
| Revêtement PVD (TiN, ZrN) | Préserve la base Ra | $$$$ | Composants de montre, matériel haut de gamme (0,25 µm, par Examen NIH/PMC) |
Le revêtement en poudre sur le laiton a besoin d'un promoteur d'adhésion (gravure chimique ou primaire) car les densités produites par la finition de la machine donnent une couche non mécaniquement adhérente Sans préparation de surface, le revêtement en poudre pelera en moins d'un an, en particulier lorsque les pièces en laiton sont soumises à des cycles thermiques. Pour les finitions de couleur, spécifiez les revêtements liquides ou PVD.

Dans une comparaison typique de pièces usinées CNC, les ingénieurs considèrent le laiton contre l'aluminium 6061-T6 et l'inox 304 Connaître les forces et faiblesses relatives de chacun La sélection du bon matériau dépend d'une série de facteurs, notamment
3 x spécifications de poids : Laiton est 3 x plus lourd que l'aluminium (8,50 g/cm vs. 2,70 g/cm) mais 15 x plus lourd que l'acier inoxydable.
1'incification de l'eau stagnante ou acide, si des décisions d'alliage appropriées peuvent être prises.
« Accessoire » : laiton lorsque la meilleure usinabilité, qualités antimicrobiennes, qualités conductrices électriques/thermiques sont recherchées dans un matériau résistant à la corrosion Choisissez l'aluminium si le poids est un facteur limitant et choisissez l'inox lorsque l'environnement de fonctionnement implique une exposition à des températures élevées, des produits chimiques agressifs ou des charges mécaniques de flexion ou d'esthétique. Pour les composants de précision ou esthétiques tels que les raccords, les connecteurs ou le laiton, le coût le plus bas est généralement la partie donnée des temps de cycle CNC rapides, de l'optimisation des étapes de cycle, du peu de finition post-processus.
| Propriété | Laiton C360 | Aluminium 6061-T6 | Acier inoxydable 304 |
|---|---|---|---|
| Densité | 8,50 g/cm³ | 2,70 g/cm³ | 7,93 g/cm³ |
| Résistance à la traction | 310469 MPa | 310 MPa | 515 MPa |
| Conductivité Thermique | 115 W/m·K | 167 W/m·K | 16,2 W/m·K |
| Vitesse de coupe (Carbure) | 5001 600 SFM | 6001 500 SFM | 2000400 SFM |
| Surface telle que modifiée | Ra 0,40,8 µm | Ra 0.81,6µm | Ra 1.63,2µm |
| Résistance à la corrosion | Bon (risque de désincification dans certains environnements) | Bon (anodisable) | Excellent (couche passive de Cr2O3) |
| Coût d'usinage relatif | Faible (temps de cycle les plus rapides) | Bas | Élevé (écrouissage, vitesses lentes) |
✔ Avantages du laiton pour CNC
⚠ Limitations du laiton pour CNC
Plus lourd des trois (8,50 g/cm contre 2,70 pour l'aluminium)

En utilisant le laiton, vous obtenez les atouts suivants par rapport aux autres options (source : Copper Development Association, ASM MatWeb) :
Choisissez Laiton lorsque : votre pièce a besoin de la meilleure usinabilité, propriétés antimicrobiennes naturelles ou conductivité électrique/thermique dans un emballage résistant à la corrosion Choisissez Aluminium lorsque : le poids est la plus grande préoccupation Choisissez Inox lorsque : haute température, produits chimiques agressifs ou pression mécanique énorme existent Si une pièce combine qualité d'usinage et options cosmétiques par exemple, portes comme, connecteurs, pièces en laiton coûte généralement moins cher en raison des temps de cycle courts et moins de travail de postproduction.
Téléchargez votre fichier CAO pour un devis instantané Machines à créateurs C360, C260, C464 et alliages de laiton sans plomb avec des tolérances à ±0,025 mm et des délais de livraison de 3 jours.
Ce guide a été compilé à partir des informations sur les propriétés des alliages de la Copper Development Association, des directives réglementaires du cadre RoHS de l'EPA des États-Unis et de l'UE et des directives sur les paramètres d'usinage du guide d'usinage CDA DKI. Les plages de paramètres de coupe données sont des valeurs de départ optimales. Les paramètres de l'outil dépendent de la rigidité de la machine, de la géométrie et de la fixation des pièces. Depuis 2008, Lecreator propose des composants usinés CNC pour les applications électroniques, de plomberie et de machines industrielles à travers les États-Unis, travaillant sur C360 et les alliages sans plomb sur plus de 80 machines CNC.









