


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


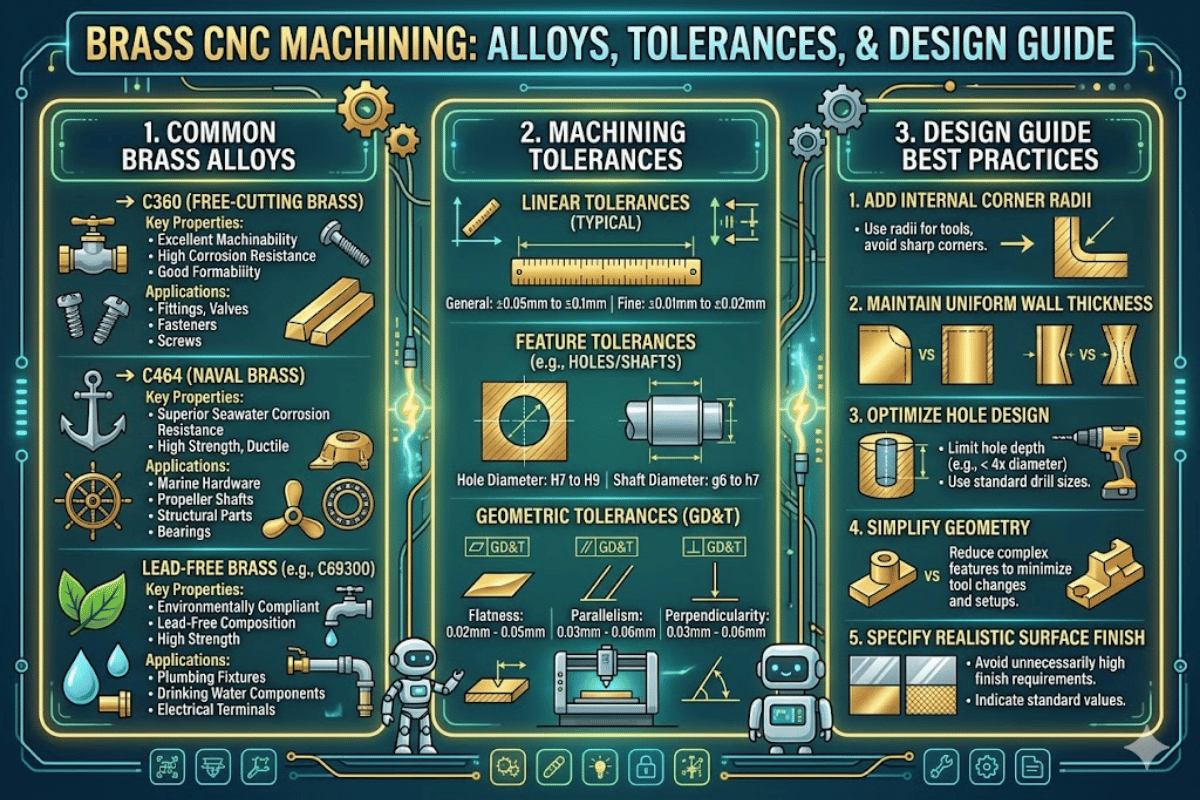
Lavorazione CNC in ottone: una guida completa a leghe, processi e design
| Lega più comune | C3600 (Ottone da taglio libero) 601TP3 Cu, 3% Pb, bilancia Zn |
| Valutazione di lavorabilità | 10 (CDA di base 0 più alto tra tutte le leghe di rame) |
| Resistenza alla trazione (C360, H02) | 310 (469 MPa) |
| Tolleranza ottenibile | routine da ±0,025 mm (±0,001″) per parti fresate/girate a CNC |
| Finitura superficiale lavorata | Ra 0.4.8μm (migliore di alluminio o acciaio inossidabile) |
| Conducibilità Termica | 115 W/m·K (C360) |
L'ottone continua ad essere uno dei metalli di precisione più facilmente lavorabili e per una buona ragione. Con un punteggio di lavorabilità USDA di 100 sul Scala di lavorabilità CDA, L'ottone a lavorazione libera C360 è probabilmente lo standard della lega di rame più lavorabile dalla lavorazione C3. Il resto della famiglia è classificato. Questa pagina copre la scelta della lega di ottone, i parametri di lavorazione CNC, i feed e le velocità, le linee guida di progettazione delle migliori pratiche e i dati comparativi con gli ingegneri dell'alluminio e dell'acciaio inossidabile e i team di approvvigionamento forniscono tutte le informazioni tecniche di cui hanno bisogno per specificare con sicurezza i componenti finiti in ottone.
Se hai bisogno di un partner di fornitura per servizi di lavorazione CNC in ottone, questa pagina vi aiuterà a specificare la tolleranza, grado e dettagli di finitura con il fornitore scelto.
Il fatto che l'ottone sia statisticamente uno dei metalli più facili e altamente lavorabili va oltre la relazione che esiste tra additivi di varia compatibilità (zinco e rame); un fattore più fondamentale risiede nell'uso di piccole aggiunte globulari di piombo nella composizione della lega, disperse uniformemente all'interno della matrice fondamentale (contenente rame e zinco), queste punte di piombo agiscono come un rompitruciolo interno a doppia punta Quando il pezzo inizia a essere tagliato, la presenza delle particelle di piombo globulari fa sì che il chip emergente si frammenti in piccoli trucioli gestibili anziché produrre lunghe spirali che intrappolano l'utensile da taglio e il pezzo da lavorare.
Emergono tre risultati pratici per la lavorazione CNC:
Altre caratteristiche intrinseche del materiale conferiscono all'ottone un'ulteriore gamma di vantaggi rispetto ad altri materiali lavorati a CNC: resistenza alla corrosione, basso coefficiente di attrito, nonché buona conduttività elettrica e termica (115 W/mK per C360) Queste proprietà rendono le parti in ottone lavorate ideali per contatti e connettori elettrici, raccordi idraulici, corpi valvola, componenti di ingranaggi e strumenti musicali in cui la densità e la qualità del suono risultante influenzano le caratteristiche tonali finali.
L'ottone è prevalentemente un materiale che lavora a secco a causa dei suoi requisiti di potenza relativamente bassi e del fatto che i trucioli corti non generano tanto calore quanto le parti della macchina realizzate con altri materiali più difficili Quando è necessario refrigerante (di solito per operazioni di perforazione profonda o tornitura di volume), i refrigeranti solubili in acqua sono la scelta più ovvia, a causa della loro capacità di mantenere la temperatura sulla punta dell'utensile a livelli gestibili Non utilizzare oli da taglio clorurati che possono portare a dezinc.

Non tutti i tipi di lega di ottone rispondono allo stesso modo alla lavorazione CNC Diverse composizioni rame-zinco (insieme al piombo e ad altri additivi) cambiano radicalmente il modo in cui ciascuna lega taglia Selezionando il grado sbagliato significa che i macchinisti sperimentano tempi di ciclo inutilmente lunghi, scarti più elevati e parti che non soddisfano le loro aspettative di durata.
Le pagine seguenti confrontano la lavorabilità delle quattro leghe più comuni specificate per i componenti in ottone lavorato a CNC, attingendo a Dati sulla lega della Copper Development Association:
| Proprietà | C360 (a taglio libero) | C260 (Ottone per cartuccia) | C464 (Navale) | C693 (ECO Ottone) |
|---|---|---|---|---|
| Composizione | 60% Cu, 3% Pb, bal Zn | 70% Cu, 0,07% Pb max, bal Zn | 60% Cu, 0,75% Sn, bal Zn | 75% Cu, 3% Si, 0,05% Pb, bal Zn |
| Macchinabilità | 100 | 30 | 30 | 85 |
| Resistenza alla trazione (H02) | 310469 MPa | 427 MPa | 517552 MPa | 517586 MPa |
| Densità | 8,50 g/cm³ | 8,53 g/cm³ | 8,41 g/cm³ | 8,30 g/cm³ |
| Conducibilità Termica | 115 W/m·K | 121 W/m·K | 116 W/m·K | 37,7 W/m·K |
| Contenuto principale | 2.5.3.0% | ≤0,07% | ≤0.20% | ≤0,09% |
| Acqua potabile legale | No | Sì | Sì | Sì (NSF/ANSI 61) |
| Migliore Applicazione | Parti, raccordi, ingranaggi della macchina a vite | Involucri in ottone a cartuccia, nuclei del radiatore, molle | Hardware marino, alberi dell'elica | Idraulica, contatto alimentare, acqua potabile |
ing Nota ingegneristica 360 Regolamento sul piombo che riguarda C360
Il piombo di C360 (2.5-3.0%) soddisfa i requisiti per l'esenzione RoHS 6 (c) dell'UE, che consente 4% Pb in leghe di rame Questa esenzione è stata prorogata al 30 giugno 2027 Dopo la scadenza la soglia limite diventa 0.1% Pb Per le applicazioni di acqua potabile il legge statunitense sull'acqua potabile sicura EPA ha selezionato un limite di 0,25% Pb sulle superfici bagnate, quindi C360 non sarebbe considerato senza piombo ai sensi del codice idraulico uniforme Specificare C69300 (ECO Brass) o C260 per componenti conformi senza piombo ai sensi della normativa NSF/ANSI 61.
L'ottone si presta facilmente a quasi tutti i processi di lavorazione CNC. A seconda della geometria della parte, delle esigenze di tolleranza e della durata del ciclo di produzione, è possibile selezionare il processo ottimale. Ecco i risultati tipici per componenti in ottone selezionati:
| Processo | Migliore Per | Tolleranza Tipica | Parti comuni in ottone |
|---|---|---|---|
| Tornitura CNC | Parti cilindriche/rotazionali | ±0,025 mm | Steli di valvole, boccole, raccordi filettati |
| Fresatura CNC | Caratteristiche prismatiche/piatte | ±0,025 mm | Alloggiamenti, piastre, involucri |
| CNC a 5 assi | Geometrie 3D complesse | ±0,013 mm | Giranti, collettori, connettori personalizzati |
| Tornitura di tipo svizzero | Parti piccole e sottili (L/D > 3:1) | ±0,013 mm | Componenti per orologi, perni elettronici, viti medicali |
Per le alte serie di produzione di oggetti come parti di macchine a vite e conduttori di contatto elettrici, i torni CNC di tipo svizzero offrono le parti in ottone più veloci L'alimentazione a barra di tipo svizzero combinata con il comportamento di rottura del chip della lega di ottone C360 consente corse ininterrotte a 3.000-4.000+ giri al minuto con concentricità prevedibile.
La maggior parte della fresatura CNC su ottone può essere implementata direttamente su un mulino CNC standard a 3 assi per la maggior parte delle geometrie La lavorazione di 5 assi diventa necessaria quando le parti contengono sottosquadri, caratteristiche angoli ambientali o altri metodi di configurazione multipli per realizzare caratteristiche di costo e potenziali errori di tolleranza di Lecreator Servizio di lavorazione CNC dispone di oltre 80 macchine CNC per ospitare tutti e quattro i processi di lavorazione dell'ottone.

Qual è la velocità di taglio ideale per l'ottone La risposta dipende dal tipo di utensile e dal funzionamento La tabella mostra le raccomandazioni iniziali per l'ottone a lavorazione libera C360 prese dal Guida alla lavorazione DKI della Copper Development Association.
| Operazione | Velocità HSS | Velocità del carburo | Alimentazione Tasso | Profondità di taglio |
|---|---|---|---|---|
| Tornitura (Sgrossatura) | 300 SFM 600 SFM | 500 SFM1.600 SFM | 0,010,015 IPR | 0,10″0.200″ |
| Tornitura (Finitura) | 400 SFM 600 SFM | 800 SFM1.600 SFM | 0,0020,006 IPR | 0,01″0,030" |
| Fresatura | 2000 SFM 2000 SFM | 500 SFM1.500 SFM | 0,0010,008 IPT | Per geometria |
Il maggiore impatto sul tasso di rimozione del materiale è la profondità di taglio Il valore del tasso di alimentazione influenza più direttamente la qualità della superficie Per un passaggio di finitura a Ra 0,4 µm, impostare l'alimentazione a 0,002-0,004 IPR e mantenere la profondità di taglio poco profonda (.010-.015).
Selezione di strumenti per note tecniche per ottone
Utilizzare frese terminali in metallo duro non rivestito o a scanalatura lucida per fresatura CNC in ottone Gli utensili rivestiti in TiN o TiAlN progettati per l'acciaio aumentano l'attrito e portano alla formazione di BUE Angoli di spoglia positivi (10-15°) con taglienti taglienti riducono le forze di taglio ed espellono i trucioli in modo più efficiente Per la tornitura in ottone CNC su torni automatici, C360 è la lega preferita perché il suo contenuto di piombo tende a prevenire i trucioli lunghi e fibrosi che causano l'inceppamento automatico delle alimentatrici a barre.

L'ottone è facile da lavorare, ma un cattivo design può essere costoso Il seguente elenco fornisce suggerimenti di progettazione per la produzione (DFM) per aiutare gli ingegneri a prevenire le insidie comuni quando specificano parti in ottone lavorate al CNC.
| Livello di tolleranza | Metrica | Imperiale | Impatto sui costi |
|---|---|---|---|
| Standard | ±0,13 mm | ±0,005″ | Baseline |
| Precisione | ±0,05 mm | ±0,002″ | +1525% +15 |
| Alta precisione | ±0,025 mm | ±0,001″ | +3050% +30 |
Mentre le manopole che mantengono tolleranze di dimensione finale di 0,025 mm (0,001) sono costose su molti altri metalli (e quindi raramente specificate nei disegni), gli utensili in ottone C360 forniscono questa precisione come una cosa ovvia grazie alla minima espansione e contrazione del metallo durante la lavorazione CNC e ai trucioli che si espellono in modo pulito dalla zona di taglio.
Le caratteristiche non critiche di sovra-tolleranza è il driver di costo più frequente nelle citazioni delle parti in ottone Applicando ±0,025 mm ad ogni dimensione quando solo 23 superfici m effettivamente ne hanno bisogno può aumentare il costo di lavorazione da 300% Utilizzare parti in ottone di precisione tolleranze solo dove la funzione di adattamento o l'assemblaggio le richiedono, richiama esplicitamente tali funzionalità sul tuo disegno con GD&T.

Quali sono le finiture tipiche per l'ottone lavorato? l'ottone è tollerante a molte finiturelavorate, da come-m a lucidatura a specchio a rivestimenti decorativi in PVD. La finitura scelta dipende dalla funzione prevista della parte, dall'ambiente operativo e dall'aspetto desiderato.
| Finire | Valore RA | Costo Relativo | Migliore Applicazione |
|---|---|---|---|
| Come lavorato | 4,40,8μm Ra 0,8μm | $ | Parti funzionali, prototipi |
| Blasting di perline | 8,8,2μm Ra 0,8 | $$ | Struttura opaca uniforme, nasconde i segni degli strumenti |
| Lucidatura Meccanica | 0,10,4μm Ra 0 | $$$ | Hardware decorativo, strumenti musicali |
| Lucidatura Specchio | Ra <0,05μm | $$$$ | Componenti ottici, riflettori |
| Nichel Elettroplaccatura | Conserve base Ra | $$$ | Barriera di corrosione, superficie di usura (100,2μm di spessore per ASTM B689) |
| Cromatura | Conserve base Ra | $$$$ | Rubinetti, finiture automobilistiche (0,3,0 µm su nichel) |
| Lacca /cappotto trasparente | Nessun cambiamento | $ | Prevenzione della macchia per l'ottone esposto |
| Rivestimento PVD (TiN, ZrN) | Conserve base Ra | $$$$ | Componenti dell'orologio, hardware di fascia alta (0,25μm, per Revisione NIH/PMC) |
L'ottone di rivestimento della polvere ha bisogno di un promotore di adesione (incisione chimica o primer) perché le densità prodotte dalla finitura a macchina danno come risultato uno strato non meccanicamente aderente Senza preparazione, il rivestimento in polvere si sbuccia in meno di un anno soprattutto quando le parti in ottone sono sottoposte a cicli termici Per le finiture di colore, specificare i rivestimenti liquidi o PVD.

In un tipico confronto di parti lavorate a CNC, gli ingegneri considerano l'ottone contro l'alluminio 6061-T6 e l'inossidabile 304. conoscere i relativi punti di forza e di debolezza di ciascuno La selezione del materiale giusto dipende da una serie di fattori, tra cui:
3 peso specifiche: Ottone è più pesante di alluminio (8,50 g/cm vs. 2,70 g/cm) ma 15x acciaio inossidabile.
1 Dezincificazione in acqua stagnante o acida, se è possibile prendere decisioni appropriate sulla lega.
Valore prop: Scegli l'ottone quando si ricercano le migliori qualità di macchinabilità, antimicrobiche o conduttive elettriche/termiche in un materiale resistente alla corrosione Scegli il peso è un fattore limitante e scegli l'inossidabile quando si opera in ambiente di lavoro, sostanze chimiche aggressive o meccanici o carichi Per componenti estetici di precisione o f, connettori o hardwarebrass è in genere il costo più basso per parte dati i tempi rapidi del ciclo CNC, l'ottimizzazione del ciclo di ciclo e la finitura del piccolo post-processo.
| Proprietà | Ottone C360 | Alluminio 6061-T6 | Acciaio inossidabile 304 |
|---|---|---|---|
| Densità | 8,50 g/cm³ | 2,70 g/cm³ | 7,93 g/cm³ |
| Resistenza alla trazione | 310469 MPa | 310 MPa | 515 MPa |
| Conducibilità Termica | 115 W/m·K | 167 W/m·K | 16,2 W/m·K |
| Velocità di taglio (carburo) | 500 SFM1.600 SFM | 600 SFM1,500 SFM | 200 SFM 400 SFM |
| Superficie lavorata | 4,40,8μm Ra 0,8μm | 8,8,6μm Ra 0 | 6,6,3,2μm Ra 1 |
| Resistenza alla corrosione | Buono (rischio di dezincificazione in alcuni ambienti) | Buono (anodizzabile) | Eccellente (strato passivo di Cr2O3) |
| Costo di lavorazione relativo | Basso (tempi ciclo più veloci) | Basso | Alto (tempra, velocità lente) |
ages Vantaggi dell'ottone per CNC
Limitazioni dell'ottone per CNC
Il più pesante dei tre (8,50 g/cm contro 2,70 per l'alluminio)

Utilizzando l'ottone, si ottengono i seguenti punti di forza rispetto alle altre opzioni (fonte: Copper Development Association, ASM MatWeb):
Scegli Ottone quando: la tua parte ha bisogno della migliore lavorabilità, proprietà antimicrobiche naturali o conduttività elettrica/termica in un pacchetto resistente alla corrosione Scegli Alluminio quando: il peso è la preoccupazione maggiore Scegli Inossidabile quando esistono temperatura elevata, pressione meccanica aggressiva o enorme Se una parte combina qualità di lavorazione e opzioni cosmetiche per l'istanza, come raccordo, connettori, maniglie in ottone per porte in genere costa meno a tempi di ciclo brevi e meno lavoro di postproduzione.
Carica il tuo file CAD per un preventivo istantaneo Macchine per lecreatore C360, C260, C464, e leghe di ottone senza piombo con tolleranze a ±0,025 mm e tempi di consegna di 3 giorni.
Questa guida è stata compilata dalle informazioni sulle proprietà della lega della Copper Development Association, dalle linee guida normative del quadro RoHS statunitense EPA e UE e dalle linee guida sui parametri di lavorazione della guida alla lavorazione CDA DKI. Gli intervalli di taglio forniti sono valori iniziali, le impostazioni ottimali degli apparecchi dipendono dalla geometria dell'attrezzatura dell'attrezzatura della macchina e dalla geometria delle parti. Dal 2008, Lecreator dispone di componenti lavorati a CNC per applicazioni elettroniche, idrauliche e di macchinari industriali negli Stati Uniti, lavorando su C360 e leghe senza piombo su oltre 80 macchine CNC.









