


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


La lavorazione aerospaziale non è una staffa di qualità indefinita 3001T è un'intera suite di requisiti rigidi e quantificabili. Tolleranze migliori di ± 0,001 sulle parti strutturali e ± 0,0002in sulle parti del motore. 1001TPT tracciabilità del materiale fino al certificato del mulino. Un sistema di gestione della qualità registrato AS9100D obbligatorio. Certificazione Nadcap in processi speciali come il trattamento termico e i test non distruttivi (NDT). Questi non sono standard aspirazionali. Questo è il minimo richiesto per essere considerato un fornitore serio da qualsiasi importante OEM aerospaziale o Prime Contract. Questa guida alla lavorazione aerospaziale copre ciò che ciascuno di questi standard significa nella pratica, quali processi CNC si adattano a quali parti, come si comportano i materiali aerospaziali durante, e quali domande dovrebbero chiedere gli acquirenti prima di emettere un RFQ.
Lavorazione aerospaziale: specifiche rapide
| Parametro | Valore tipico/intervallo |
|---|---|
| Tolleranza standard (strutturale) | ±0,001″/ ±0,025 mm |
| Tolleranza stretta (motore/sistemi di alimentazione) | ±0,0002″±0,0001″/±5m.5 µ |
| Finitura superficiale | Ra 0.8 3,2 µm (Ra 3m 125 µin) |
| Leghe comuni | Al 7075-T6, Ti-6Al-4V, Inconel 718, PEEK |
| Certificazioni chiave | AS9100D, NADCAP (processi speciali), ITAR (difesa) |
| Tipico termine d'esecuzione | 315 giorni (prototipo) (prototipo 6 settimane (produzione) |
La lavorazione aerospaziale si riferisce alla produzione sottrattiva controllata da computer di componenti per aerei, veicoli spaziali, satelliti, sistemi di propulsione e avionica, che operano secondo i requisiti di tolleranza, materiale e documentazione più efficaci di qualsiasi settore manifatturiero commerciale. La parola “aerospace” non è solo marchio; comporta obblighi specifici in materia di certificazione, tracciabilità e ispezione che la lavorazione CNC commerciale standard non impone.
Laddove un'officina CNC del mulino potrebbe contenere tolleranze di ± 0,005 pollici su parti di base, lavorare con materiali generici, fare affidamento sull'operatore per verificare le dimensioni delle parti e non avere nulla di più completo della certificazione ISO 9001, lo standard dell'industria aerospaziale è molto più rigoroso e prescrittivo Un tipico negozio CNC aerospaziale è definito dai requisiti catturati nella tabella seguente:
| Dimensione | Lavorazione CNC standard | Lavorazione CNC aerospaziale |
|---|---|---|
| Tolleranza generale | ±0,005″ tipico | ±0,001″ minimo; ±0,0001″ nei sistemi di alimentazione |
| Certificazione QMS | ISO9001:2015 | AS9100D (addenda aerospaziali alla ISO 9001) |
| Certificazione speciale di processo | Non tipicamente richiesto | accreditamento NADCAP per trattamento termico, NDT, rivestimenti |
| Tracciabilità materiale | CoC (certificato di conformità) | Certificato di prova del mulino, tracciabilità del lotto termico, conformità alle specifiche AMS/MIL |
| Requisito del primo articolo | Tipicamente ispezione del campione | FAI completo per AS9102 con rapporto dimensionale, certificato materiale, convalida del processo |
| Metodo d'ispezione | Spot CMM o misurazione manuale | 100% dimensionale CMM, SPC, NDT per caratteristiche critiche |
Alla fine, se sei un ingegnere che cerca di procurarti un volo qualificato servizi di lavorazione CNC di precisione, queste distinzioni sono la differenza tra se un negozio è considerato capace di un'offerta, rispetto al fatto che sia semplicemente in grado di mantenere una dimensione geometrica sul disegno.
Cos'è un macchinista aerospaziale? Un macchinista aerospaziale è un programmatore o operatore CNC il cui compito è fabbricare parti per l'industria aerospaziale, spaziale e della difesa e che funziona all'interno della struttura normativa, comprese certificazioni e standard, di quell'industria Ciò richiede una gamma più ampia di competenze rispetto a un operatore di macchine entry-level Per qualificarsi come macchinista aerospaziale, è necessario avere familiarità con la lettura e l'implementazione di ASME Y14.5 Dimensionamento geometrico e tolleranza (GD & T) Una forte comprensione della documentazione AS9100D e dei requisiti di implementazione, lavorazione pratica del titanio, delle superleghe di nichel e di altre leghe aerospaziali esotiche, il reporting First Article Inspection (FAI) secondo gli standard AS9102 e un ambiente di impianto certificato AS9100D contribuiscono tutti a quello che è generalmente considerato lo standard Non sorprende che il compenso per i macchinisti aerospaziali rifletta il livello più elevato di competenza elettronica richiesto: il reddito medio da lavoro nel settore aerospaziale e della difesa statunitense è superiore al 150000000, e l'ambiente di produzione nazionale.
La lavorazione CNC produce componenti per aerei e veicoli spaziali (structural assembly) che abbracciano tutti i principali sistemi, dagli assemblaggi alla propulsione e all'avionica. Non tutti richiedono capacità a 5 assi; questa è una specifica eccessiva comune. Ecco come si suddividono le categorie:
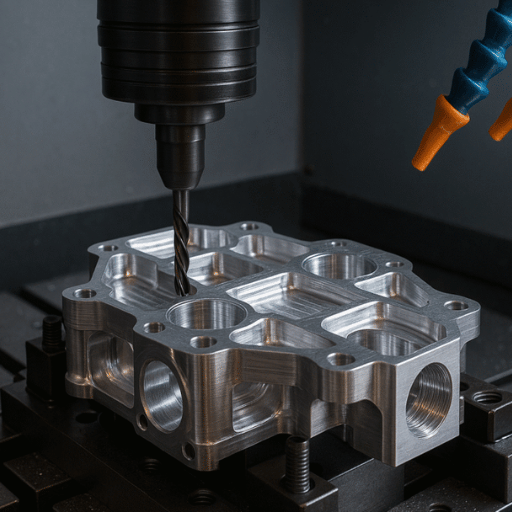
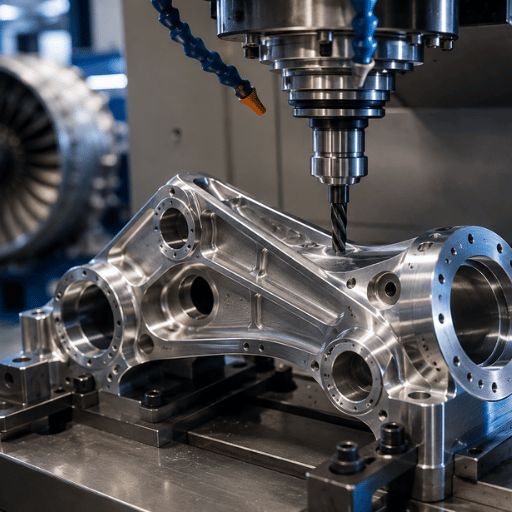
Parti strutturali (teste paratia, nervature alari, telai di fusoliera, raccordi a longherone) sono la categoria CNC aerospaziale con il volume più alto La maggior parte sono in alluminio, 7075-T6 per applicazioni ad alto stress, 6061 per struttura secondaria La geometria è in genere da 2,5D a 3D e la maggior parte delle maniglie di fresatura a 3 assi Queste parti richiedono la tracciabilità completa del materiale e l'ispezione dimensionale ma di solito non necessitano di 5 assi a meno che il design non includa caratteristiche ad angolo composto o tasche profonde con pareti ripide.
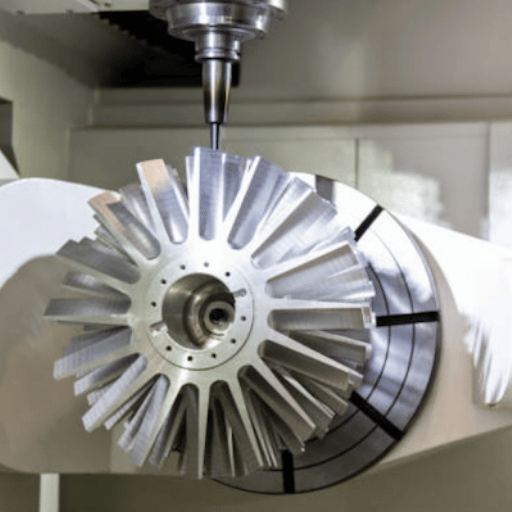
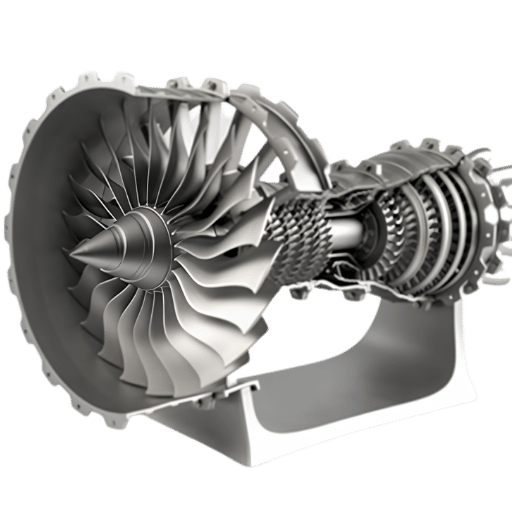
Componenti motorepale di turbine, anelli di compressori, involucri di camere di combustione, ugelli di combustibile, sono i luoghi in cui la tolleranza e i requisiti di materiale aumentano bruscamente Le superleghe di nichel come Inconel 718 dominano le parti a sezione calda La tornitura CNC gestisce dischi e alberi; la fresatura a 5 assi (a volte con finitura EDM) è necessaria per i profili delle pale e i canali di raffreddamento interni.
Parti del carrello di atterraggio (assi, pistoni, collegamenti di coppia, assiemi a forcella) sono componenti critici per fatica e ad alta sollecitazione tipicamente lavorati in acciaio inossidabile Ti-6Al-4V o 17-4 PH. I centri di tornitura CNC e tornitura multiasse sono standard. Questi spesso richiedono l'ispezione NDT accreditata NADCAP post-lavorazione.
Alloggiamenti avionici e supporti per sensori sono solitamente alluminio 6061 o PEEK, con ±0.001 "requisiti dimensionali e considerazioni di schermatura EMI. Si tratta di parti a 3 assi nella maggior parte dei casi. Per componenti aerospaziali in alluminio in questa categoria, i requisiti di finitura anodizzata spesso innescano la revisione del trattamento superficiale NADCAP.
Componenti del carburante e del sistema idraulico (varietà, corpi valvola, alloggiamenti pompa) portano i requisiti di tolleranza più severi di qualsiasi categoria aerospaziale lavorata, fino a ±0,0001 "sulle superfici di tenuta, combinati con rigorose specifiche di pulizia e requisiti di prova di pressione.
La selezione del processo di lavorazione è la prima decisione di controllo dei costi in qualsiasi programma aerospaziale Specificare la lavorazione a 5 assi per una parte che necessita di capacità di 3 assi aggiunge 40 costi di lavorazione giusti alla qualità senza alcun vantaggio Il seguente quadro decisionale è il modo più veloce per abbinare la geometria al processo:
Selezione del processo: abbina la geometria alla macchina
| Parte Geometria/Requisito | Processo Consigliato |
|---|---|
| Cilindrico/rotazionale (alberi, perni, boccole) | Tornitura CNC (tornio) |
| Caratteristiche su 12 facce, senza sottofondi (staffe, piastre, alloggiamenti) | Fresatura CNC a 3 assi |
| Contorni complessi, angoli composti, caratteristiche multi-faccia (componenti della turbina, raccordi strutturali) | Fresatura CNC a 5 assi |
| Fori di precisione in materiale indurito/intricata geometria interna (iniettori di carburante, canali di raffreddamento) | EDM (filo o sinker) |
Per parti cilindriche di aeromobili come componenti di carrelli di atterraggio o aste di attuatori idraulici, Servizi di tornitura CNC sono in genere il metodo di produzione appropriato Quando si decide tra la tornitura e la fresatura per un set di caratteristiche specifico, il nostro Fresatura CNC vs. guida di tornitura copre in dettaglio i criteri decisionali.
Lavorazione CNC a 5 assi La lavorazione CNC a 5 assi è generalmente necessaria per produrre parti con superfici sagomate o caratteristiche posizionate su più facce che devono essere posizionate con precisione l'una rispetto all'altra. Esempi includono parti rotanti come turbine o giranti (blisk), o raccordi aerodinamici complessi per superfici che presentano connessioni angolari composte. Se le tue parti non hanno caratteristiche o contorni su più di due facce, non è necessaria la lavorazione a 5 assi (questo esclude elementi come elementi di fissaggio, alloggiamenti semplici, staffe, piastre di montaggio o la stragrande maggioranza degli involucri avionici). Un fornitore di lavorazione che consiglia la lavorazione a 5 assi per parti semplici, soprattutto se non possono fornire una ragione tecnica legittima per farlo in base al disegno delle parti o ai suoi requisiti funzionali, non comprende la parte o sta tentando di imbottire il preventivo. Considera invece la separazione di geometrie più complesse dalla fattura dei materiali (BMS complessi, le parti più semplici possono essere eseguite su macchine di assemblaggio standard a 3 assi che richiedono principalmente pezzi di assemblaggio, soprattutto se non possono fornire una ragione tecnica legittima per farlo in base al disegno delle parti o ai suoi requisiti funzionali, non capiscono la parte o non comprendono la parte o stanno tentando di imbottitura del preventivo. Invece, si sta tentando di separare geometrie più complesse dalla fattura dei materiali complessi in BOMS complessi, machine di assemblaggio con macchine di assemblaggio 5-asse che richiedono principalmente l'asse.
SCENARIO, Selezione del processo
Una startup aerospaziale ha bisogno di 50 staffe strutturali in titanio per una piccola struttura satellitare Le staffe hanno fori passanti, controfori e caratteristiche, il tutto su una singola faccia Il preventivo iniziale di un fornitore specifica la lavorazione a 5 assi “per la qualità aerospaziale.” Esecuzione attraverso l'albero decisionale: caratteristiche a faccia singola, nessun angolo composto, nessuna superficie curva Il corretto a 3 assi L'ingegnere ha rispecificato, ha acquistato un negozio diverso e ha tagliato il costo di lavorazione per parte di 4% (nessuna modifica ai requisiti dimensionali) o all'ambito di certificazione.
Le leghe di alluminio rappresentano la maggior parte delle parti lavorate aerospaziali in volume Ciò sorprende le persone che presumono che l'industria funzioni sul titanio, ma il ruolo del titanio è fondamentale piuttosto che universale, concentrato in applicazioni ad alta sollecitazione e ad alta temperatura in cui il soffitto della temperatura dell'alluminio (circa 150 °C continui) non è all'altezza L'alluminio 7075-T6 e 6061 offrono entrambi una buona resistenza alla corrosione se adeguatamente anodizzati, che è una ragione fondamentale per cui dominano le applicazioni strutturali della cellula sia su aerei commerciali che militari Ogni categoria di materiali apporta caratteristiche di lavorabilità distinte che influenzano direttamente il costo dell'utensileria, il tempo di ciclo e il tasso di scarto.
| Materiale | Resistenza alla trazione | Temp. servizio massimo | Macchinabilità | Uso Aerospaziale Tipico | Costo Relativo |
|---|---|---|---|---|---|
| Al7075-T6 | 503 MPa | ~150°C | Eccellente | Parti strutturali, rivestimenti alari, staffe, telai di fusoliera | $ |
| Al 2024-T4 | 470 MPa | ~120°C | Molto Buono | Struttura della fusoliera, nervature alari, telai caricati a tensione | $ |
| Ti-6Al-4V | 950 MPa | ~315 °C (600 °C a breve termine) | Povero | Supporti motore, strutture del carrello di atterraggio, telai strutturali | $$$$ |
| Inconel 718 | 1.380 MPa | ~700°C | Molto Povero | Pale di turbine, sistemi di scarico, involucri a sezione calda | $$$$$ |
| 17-4 PH inossidabile | 1.172 MPa | ~315°C | Moderato | Carrello di atterraggio, alberi attuatori, flange, elementi di fissaggio | $$ |
| SBIRCIARE | ~100 MPa | ~260 °C continuo | Bene | Alloggiamenti avionici, gabbie per cuscinetti, isolanti elettrici | $$$ |
Questi piombo di alluminio di tutto il per volume strutturale della parte (O.N.D.), ogni grado serve le applicazioni aerospaziali differenti sull'ambiente operativo, sul carico di fatica e sull'intervallo di temperatura Per il comportamento dettagliato di tolleranza dal grado della lega, la ripartizione nella nostra guida su tolleranze di lavorazione CNC in alluminio copre le specifiche Una volta che i progetti strutturali si spingono nella temperatura o nell'involucro di sollecitazione dove l'alluminio non si qualifica, componenti aerospaziali in lega di alluminio rimanete l'impostazione predefinita di prima scelta, con il titanio che interviene per zone critiche definite piuttosto che come sostituzione generale.
Nota di ingegneria, parametri di lavorazione Ti-6Al-4V
La conduttività termica di Ti-6Al-4V è 6,7W/mK, circa 3% quella dell'alluminio 237W/mK. Questa è la ragione fondamentale per le difficoltà di lavorazione generalmente riscontrate con il titanio: il calore non defluisce attraverso il chip e si concentra rapidamente all'avanguardia, ammorbidendo a sua volta il carburo e innescando un'usura chimica da cratere superiore a 500 °C Per le attrezzature in carburo rivestito, le velocità di taglio consigliate sono nell'intervallo 115-230 SFM (35-70 m/min) per la fresatura, o 230-300 SFM (70-90 m/min) per la tornitura, rispetto a 800-2.000+ SFM per un tipico Al 6061. L'uso consigliato di refrigerante ad alta pressione a 70-100 bar attraverso il mandrino è facoltativo Il suo indice di lavorabilità è nella regione di 2013TTP, che significa circa cinque tempi di vita utile in acciaio aerospaziale non sono significativamente inferiori rispetto ai costi generali dell'utensile di produzione dell'acciaio.
La tolleranza dei requisiti nella lavorazione aerospaziale varia in base alla funzione del componente, non in base alle preferenze del cliente del programma La ripetibilità della lavorazione CNC è ciò che rende quelle tolleranze strette ottenibili attraverso i volumi di produzione ± 0,001 "un processo correttamente composto funziona per funzionare senza intervento manuale Le parti critiche per la vita nelle applicazioni strutturali o motoristiche hanno le specifiche più strette La tabella seguente riflette gli intervalli di tolleranza della lavorazione per categoria di applicazione:
| Categoria Componenti | Tolleranza Tipica | Finitura superficiale (Ra) |
|---|---|---|
| Parti strutturali generali | ±0,001″ (25 µm) | 3.2,3 µm Ra |
| Carrelli di atterraggio/telai strutturali portanti | ±0,0005″ (12,7 µm) | 1.6,2 µm Ra |
| Componenti del motore (dischi, custodie, sezione calda) | ±0,0002″0,0005" (0,0002 µm) | 0,8,6 µm Ra |
| Impianti di alimentazione e idraulici | ±0,00010,0003" (2,57 µm) | 0,4,8 µm Ra |
| Alloggiamenti avionici e custodie per elettronica | ±0,001″ (25 µm) | 1.6,2 µm Ra |
Le finiture superficiali sull'hardware di volo lavorato con precisione contano strutturalmente, non solo esteticamente Per standard di rugosità superficiale applicabile alle parti in alluminio aerospaziale anodizzate e anodizzate, Ra 0.8.6 µm è la specifica comune per le superfici sensibili alla fatica.
Esistono tre schemi di certificazione dei fornitori per la catena di fornitura dell'industria della lavorazione aerospaziale. Non sono intercambiabili e chiedere solo uno dei due quadri obbligatori porterà a problemi RFQ.
AS9100D è lo standard del Sistema di Gestione della Qualità per l'industria aeronautica, pubblicato dall'International Aerospace Quality Group (IAQG) Si basa sulla norma ISO 9001:2015 e aggiunge requisiti specifici aerospaziali per la gestione del rischio, la gestione della configurazione, l'ispezione del primo articolo e il controllo del fornitore AS9100D certifica che l'intero sistema di gestione di un negozio soddisfa i requisiti aerospaziali, non che ogni singola parte sia corretta.
NADCAP (National Aerospace and Defense Contractors Accreditation Program), gestito dal Performance Review Institute (PRI), copre i 26 processi speciali definiti “processi speciali (defined Aerospace and Defense Contractors Accreditation Program), tra cui trattamento termico, NDT processing, coatings, welding, welding, and surface enhancement NADCAP è specifico del processo, non a livello aziendale Capacità di processo individuale: apparecchiature, qualifiche dell'operatore, documentazione del processo AS9100D copre il negozio; NADCAP copre ogni processo speciale al suo interno.
ITAR (Regolamentazione del traffico internazionale di armi) la registrazione è richiesta per qualsiasi fornitore coinvolto nella produzione, esportazione o gestione di componenti legati alla difesa nell'elenco delle munizioni degli Stati Uniti. È un quadro di controllo delle esportazioni, non uno standard di qualità, ma è un prerequisito contrattuale per la maggior parte dei programmi aerospaziali militari statunitensi.
SCENARIO, AS9100 Senza NADCAP
“Il fornitore deve essere certificato AS9100D,” chiama il responsabile degli appalti per molte staffe del carrello di atterraggio in titanio. “E abbiamo bisogno di una finitura anodizzata,” dice più avanti nella RFQ. Fortunatamente per tutti i soggetti coinvolti, il fornitore è certificato AS9100D e il certificato è aggiornato. Le parti arrivano e l'ispezione dimensionale passa benissimo. Ma l'anodizzazione è stata eseguita da un sottolivello senza accreditamento per la lavorazione chimica NADCAP. Questo viene catturato dall'ingegnere della qualità OEM e ci vorranno tre settimane prima che una parte venga nuovamente ispezionata e che il rivestimento venga rimosso e rifatto da un fornitore qualificato poiché non abbiamo sufficiente tracciabilità. Ci sarebbero voluti cinque minuti per verificare il loro stato di accreditamento prima dell'acquisto.
“OEMS hanno un requisito per Nadcap di fluire verso il basso alla catena di fornitura, come parte del processo di qualificazione generale del fornitore Audit di processo critico, effettuato da esperti in materia accettati dalle parti interessate all'interno del programma, Nadcap ha migliorato la qualità del fornitore, applicato standard comuni e consegnato risparmi.”
Istituto di revisione delle prestazioni (PRI), pri.org
Nota ingegneristica AS9100D vs. NADCAP: la differenza nell'ambito
| Aspetto | AS9100D | NADCAP |
|---|---|---|
| Cosa certifica | Sistema di gestione della qualità dell'intera azienda | Esecuzione individuale di processi speciali |
| Rilasciato da | IAQG (allineato con ISO 9001:2015) | Istituto di revisione delle prestazioni (PRI) |
| Ambito dell'audit | A livello aziendale: documenti, revisione della gestione, controllo dei fornitori | Specifico del processo: attrezzatura, qual dell'operatore, parametri |
| Necessario per processi speciali (trattamento termico, NDT, rivestimento)? | Nessuna esecuzione del processo di copertura | Sì 1 Obbligatorio per le catene di fornitura OEM Tier 1 |
| Certifica la qualità delle parti? | No | Nessuna capacità di processo certifica |
Queste quattro sfide rappresentano la maggior parte dei superamenti dei costi e dei ritardi di pianificazione nei programmi di lavorazione aerospaziale Comprenderli prima che la RFQ riduca le sorprese durante la produzione.
️ Sfida 1: Indurimento del lavoro in titanio e Inconel
Entrambi i materiali si induriscono nella regione di taglio se il carico del truciolo è insufficiente Il meccanismo: la scarsa conduttività termica fa sì che il calore si accumuli sulla superficie di taglio, la conduttività del truciolo non passa attraverso il truciolo 31TP3 è quella dell'alluminio La pelle già indurita da un passaggio precedente rallenta l'ingresso del tagliente successivo, aumenta rapidamente il tasso di usura (taglio) a 115F rispetto a 130SFM può ridurre la durata dell'utensile da 30 a 50%. Essere “to cauto” è altrettanto grave, se non peggiore, che essere troppo aggressivo.
️ Sfida 2: Distorsione del Muro Sottile
La riduzione del peso è uno dei principali fattori di progettazione aerospaziale; le pareti da 1 a 3 mm sono tipiche su parti che ospitano, o applicazioni strutturali. Con quello spessore delle pareti, la forza di taglio porta alla deflessione (parte flessa durante la lavorazione, quindi snap-back al ritiro dell'utensile). Quell'errore dimensionale appare per primo quando si guarda la parte sulla CMM. La tecnica di fissaggio, lo smorzamento delle vibrazioni e una strategia ridotta di profondità di taglio per passaggio sono rimedi standard. Un DFM pre-lavorazione può portare alla luce che le pareti della parte sono troppo sottili prima di impegnare un approccio di fissaggio.
️ Sfida 3: Rapporto acquisto-volo in titanio
I rottami in peso nella lavorazione del titanio per l'aerospaziale vanno da 60% fino a 80%. Per realizzare una parte finita che pesa 1 chilogrammo di titanio, il negozio deve in genere acquistare 5-10 chilogrammi di billetta Questo costo va nel preventivo, sia come carica materiale o distribuito su tutte le parti, il modo in cui farebbe qualsiasi costo del negozio. Quando si valutano le quotazioni del titanio da parte di potenziali fornitori, non aspettatevi che il preventivo del materiale rifletta il peso della parte finita; preparatevi a pagare per i rifiuti come articolo di linea, anche quando il rischio di rottami è descritto come ‘zero’
️ Sfida 4: Documentazione in alto
La tracciabilità AS9100D, i certificati di prova del mulino, i rapporti di ispezione dimensionale, i pacchetti FAIR per AS9102 e i record di non conformità rappresentano intrinsecamente costi reali significativi I requisiti di documentazione di un tipico progetto AS9100D possono aggiungere un sovraccarico di 15-25% a una stima commerciale standard della lavorazione presso il negozio ISO 9001 come costo della manodopera aggiuntiva e onere amministrativo per la tenuta dei registri e la gestione delle discrepanze questi costi sono giustificabili ma richiedono una rappresentazione sulle quotazioni.
Affrontare questi rischi in anticipo nella fase di progettazione riduce sostanzialmente l'esposizione alla rilavorazione Il nostro Linee guida DFM per le parti aerospaziali lavorate considerazioni sullo spessore della parete di copertura, sui raggi angolari e sull'accesso agli infissi che influiscono direttamente sulla resa.
La lavorazione CN aerospaziale è costosa? Sì, spesso 2-5x/lb come parte industriale dello stesso tipo Tre driver: costo dei materiali (Inconel 718 va per ~$35-45/lb vs Al 6061 ~$1.50-2.50/lb), difficoltà di elaborazione (5-asse la lavorazione è 40-601TP3 più costosa di 3-asse) e conformità (cartacea, FAIR, tracciabilità). Ma il costo non-prestazioni in volo ad alta prestazione, fallimento legale, esposizione legale che dovrebbe essere superiore? È aerospaziale costoso? Il prezzo dovrebbe essere quello di quel particolare lavoro, FAIR, tracciabilità del lavoro non è vero? Ma il costo dell'hardware di volo ad alta prestazione, l'esposizione legale è sempre molto elevato? L'esposizione legale è costosa? Il prezzo del tuo fornitore dovrebbe essere il prezzo del prezzo del prezzo di quel particolare, non dovrebbe essere vero e proprio?.
| Conducente dei costi | CNC standard | CNC aerospaziale |
|---|---|---|
| Materia prima (alluminio) | ~1.50TP2.50/l | ~1.50TP2.50/l + sovraccarico di tracciabilità |
| Materia prima (titanio) | ~$1525/lb | ~$20 35/lb (biglia con specifiche AMS + buy-to-fly) |
| 5 assi contro 3 assi premium | Baseline | +40 per le operazioni a 5 assi +0% |
| Qualità/documentazione | Baseline | +15 25% (FAIR, SPC tracciabilità) |
La lista di controllo RFQ per la lavorazione aerospaziale: 8 domande che scoprono se un negozio può fare il lavoro
SCENARIO, Qualifica del fornitore nella pratica
Un OEM aerospaziale internazionale specifica un nuovo negozio secondario (questo negozio fornirà un ordine di produzione di 200 pezzi di staffe motore Inconel 718 Dalla lista di controllo: domande 1-3 passa (AS9100D, registrato ITAR) 2 domanda espone la registrazione NADCAP del negozio NDT e lavorazione chimica, ma non trattamento termico Quando le staffe necessitano di una soluzione ricottura e il negozio esternalizza il trattamento termico, il fornitore qualificato dell'OEM aveva bisogno di molto più tempo per qualificare il termotrattatore con NADCAP. Contrassegnare l'ambito alla lavorazione RFQ anziché PPAP ha consentito di risparmiare un traguardo del programma.
Pronto per reperire parti di precisione aerospaziali?
Richiedi un preventivo a Servizi di lavorazione CNC aerospaziale di LecreatorRecensione DFM inclusa gratuitamente.
L'industria aerospaziale e della difesa statunitense ha generato $995 miliardi di attività commerciali totali nel 2024, contribuendo con $443 miliardi di valore economico, 1,5% del PIL statunitense Nel frattempo, la FAA prevede che la flotta di aerei commerciali crescerà da 7.387 nel 2024 a 10.607 aerei entro il 2045. quella traiettoria di crescita sta plasmando tre cambiamenti significativi nel modo in cui le parti aerospaziali vengono lavorate:
Ispezione in corso assistita da intelligenza artificiale. La misurazione automatizzata della CMM combinata con l'ispezione superficiale basata sulla visione si sta spostando dal controllo di qualità post-lavorazione al controllo adattivo in tempo reale I costruttori di macchine utensili stanno integrando le sonde di misurazione direttamente nei centri di lavoro, quindi il profilo di una pala di turbina viene misurato tra i passaggi degli utensili, non dopo Per gli acquirenti, ciò influisce sul lead time di consegna (meno coda di ispezione post-lavorazione) e sulla resa di primo passaggio su parti aerospaziali complesse in alluminio e titanio.
Produzione ibrida additivo-sottrattiva. I sistemi di DMG Mori e Matsuura ora costruiscono preforme a forma di rete vicina tramite deposizione diretta di energia, quindi terminano CNC superfici critiche sulla stessa macchina Per materiali ad alto costo come Inconel 718 e titanio, questo riduce drasticamente il rapporto buy-to-fly, invece di lavorare una complessa staffa solida da billetta a 60080% perdita di materiale, il pre-net vicino inizia entro 10 dimensioni 5%.
rampa di produzione eVTOL. Archer Aviation, Archer Aviation e altri sviluppatori avanzati di mobilità aerea stanno passando dal prototipo alla certificazione di produzione nel 2025 Joby 2026 Il profilo delle parti, le staffe strutturali in alluminio 601/7075, i telai e gli alloggiamenti con tolleranze ±0.001 "in quantità di produzione di prototipi e volumi ridotti, è quasi identico alla lavorazione strutturale aerospaziale standard Per i negozi CNC, ciò rappresenta una nuova domanda in un segmento con minore complessità di certificazione rispetto al trasporto commerciale, ma gli stessi requisiti di documentazione AS9100D e dimensionale.
La lavorazione aerospaziale supera una serie molto più rigorosa di requisiti dimensionali, materiali e di certificazione rispetto alla lavorazione CNC generica Le tolleranze aerospaziali strutturali vanno da 0,001 "per i telai ad aria 7075 fino a 0,005" per la maggior parte delle parti interne commerciali; la tracciabilità della certificazione traccia ogni parte ai certificati di fresatura gratuiti e alle specifiche AMS o MIL; il negozio richiede AS9100D (non nuovi IFRLAPAK o standard precedenti); processi speciali (trattamento termico, NDT, lavorazione chimica, rivestimenti, saldatura) richiedono un accreditamento NADCAP extra; e il primo prodotto è soggetto a un rapporto FAI completo secondo AS9102. Quella documentazione da sola aumenta i costi del progetto di 15-25% rispetto al lavoro CNC commerciale standard.
Prima 0 al minimo, un negozio di lavorazione aerospaziale ha bisogno di certificazione AS910 gestione della qualità dell'industria aeronautica standard rilasciato dall'IAQG, oltre a GDYLBOGS. Secondo IF quando l'ambito di lavoro coinvolge processi speciali (trattamento NDT, elaborazione NDT, ecc.), quindi NADCAP per ciascuno di quei processi speciali è anche un minimo necessario Terzo accreditamento per le applicazioni di difesa degli Stati Uniti, è necessario ottenere Questi standard vanno a mano-guanto e sono entrambi attivi fornitori aerospaziali.
Sì, i conti di produzione di componenti di ricambio e strutturali dell'aerospaziale tendono a costare 2-5 pezzi commerciali CNC più di quelli comparabili. I costi di produzione di motori diesel e materiali per 3 principali fattori che limitano il costo dei materiali delle parti (Inconel 718 circa $35-50 per libbra rispetto al prezzo 6061 di $1-3 per libbra), processo (assi aggiuntivi o macchine complesse aggiungono 40-60TP costo superiore a 3-) e conformità (la documentazione relativa al materiale aggiunge 100, la tracciabilità del costo è più utile per il processo di produzione e il controllo del materiale è più costoso e la responsabilità del materiale è più costosa per 100.
Un macchinista aerospaziale è qualcuno che, come parte di un ambiente accreditato AS9100D, gestisce o programma apparecchiature CNC per produrre componenti hardware di volo Il ruolo del macchinista richiede familiarità con l'uso e l'interpretazione di GD & T ad ASME Y14.5, la lavorazione di leghe aerospaziali (alluminio, titanio e superleghe) e l'esperienza con la documentazione FAI, SPC. Questi lavori di lavorazione aerospaziale godono in genere di un significativo premio di competenza con un reddito medio annuo di manodopera di $115.000 nel settore A & D che è superiore del 56% rispetto alla media manifatturiera nazionale.
I tempi di consegna sui prototipi sono in genere da 3 a 15 giorni per il componente di lavorazione e, inoltre, per la chiusura di FAIR più tempo per l'appalto di eventuali processi speciali (anodizzazione, NDT, trattamento termico, ecc.). Per cicli di produzione da 50 a 500 pezzi, i tempi di consegna varieranno in genere da due a sei settimane a seconda della disponibilità del materiale, della posizione della coda e della complessità dell'ispezione. Un elemento che gli acquirenti di prototipi spesso trascurano è che i tempi di lavorazione indicati non includono i tempi di svolta FAIR né i tempi di svolta per eventuali processi speciali esternalizzati. Chiarire se il tempo di consegna è per il completamento dell'intero progetto su base FAI-completa o solo per i componenti lavorati dalla macchina utensile.
Riferimenti
A proposito dell'Autore
Recensito dal team di ingegneri Lecreator Lecreator fornisce servizi di lavorazione CNC di precisione per programmi aerospaziali, medici e industriali, offrendo capacità di fresatura a 3 e 5 assi, tornitura CNC e finitura superficiale Il contenuto rappresenta la nostra esperienza di produzione diretta con alluminio di grado aerospaziale, titanio e ingegneria plastica.
Dichiarazione di contenuto: Questo articolo è stato ricercato utilizzando i dati del settore aerospaziale disponibili al pubblico (FAA, AIA, PRI/NADCAP), l'analisi dei contenuti dei concorrenti e i database dei parametri di lavorazione Le stime dei costi e dei tempi di consegna riflettono gli intervalli di consenso del settore senza un supporto contrattuale specifico I lettori dovrebbero verificare i requisiti di certificazione e le specifiche di tolleranza rispetto alla documentazione specifica dell'autorità di progettazione del loro programma.









