


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


L'usinage aérospatial n'est pas une parenthèse de qualité indéfinie c'est toute une suite d'exigences rigides et quantifiables Les tolérances sont meilleures que ± 0,001 po sur les pièces structurelles et ± 0,0002 po sur les pièces de moteur. 1001TP3 T traçabilité des matériaux retour au cert de l'usine Un système de gestion de la qualité obligatoire enregistré AS9100 D. La certification Nadcap dans les processus spéciaux comme le traitement thermique et les essais non destructifs (CND). Ce ne sont pas des normes d'aspiration C'est le minimum requis pour être considéré comme un fournisseur sérieux par tout grand OEM aérospatial ou entrepreneur principal. Ce guide d'usinage pour couvre ce que signifie la fabrication de matériaux aérospatiale, ce que signifie chaque produit de commande numérique de commande numérique de commande numérique de commande numérique de commande numérique de commande numérique de commande de commande de commande de commande de commande de commande de commande de commande de commande de commande de commande de pièces, ce que signifie.
Usinage aérospatial : spécifications rapides
| Paramètre | Valeur/plage typique |
|---|---|
| Tolérance standard (structurelle) | ±0,001″/±0,025 mm |
| Tolérance serrée (moteur/systèmes de carburant) | ±0,0002″±0,0001″/±52,5 µm |
| Finition de surface | Ra 0.8.1003,2 µm (Ra 32125 µin) |
| Alliages courants | Al 7075-T6, Ti-6Al-4V, Inconel 718, PEEK |
| Certifications clés | AS9100D, NADCAP (processus spéciaux), ITAR (défense) |
| Délai de livraison typique | 31 jours (prototype) /26 semaines (production) |
L'usinage aérospatial fait référence à la fabrication soustractive contrôlée par ordinateur de composants pour avions, engins spatiaux, satellites, systèmes de propulsion et avionique, fonctionnant selon les exigences de tolérance, de matériaux et de documentation les plus efficaces de tous les secteurs de fabrication commerciale. Le mot “aerospace” n'est pas seulement une image de marque ; il comporte des obligations spécifiques en matière de certification, de traçabilité et d'inspection que l'usinage CNC commercial standard n'impose pas.
Lorsqu'un essai CNC de l'usine peut contenir des tolérances de ± 0,005 po sur les pièces de base, travailler avec des matériaux génériques, compter sur l'opérateur pour vérifier les dimensions des pièces et n'avoir rien de plus complet que la certification ISO 9001, la norme de l'industrie aérospatiale est bien plus stricte. et prescriptif. Un atelier CNC aérospatial typique est défini par les exigences capturées dans le tableau suivant :
| Dimension | Usinage CNC standard | Usinage CNC aérospatial |
|---|---|---|
| Tolérance générale | ±0,005″ typique | ±0,001″ minimum ; ±0,0001″ dans les systèmes de carburant |
| Certification QMS | ISO 9001:2015 | AS9100D (additifs aérospatiaux à la norme ISO 9001) |
| Certification de processus spécial | Pas généralement requis | Accréditation NADCAP pour le traitement thermique, CND, revêtements |
| Traçabilité matérielle | CoC (certificat de conformité) | Certificat de test de broyeur, traçabilité du parc thermique, conformité aux spécifications AMS/MIL |
| Exigence du premier article | Généralement inspection par sondage | Full FAI per AS9102 avec rapport dimensionnel, certificat matériel, validation du processus |
| Méthode d'inspection | Cmm ou jaugeage manuel ponctuel | CMM dimensionnel 1001TP3 T, SPC, NDT pour les caractéristiques critiques |
En fin de compte, si vous êtes un ingénieur essayant de trouver des qualifications de vol services d'usinage CNC de précision, « Ces distinctions font la différence entre le fait qu'un magasin soit même considéré comme capable d'enchérir et le fait qu'il soit simplement capable de détenir une dimension géométrique sur le dessin. ».
Qu'est-ce qu'un machiniste aérospatial ? un machiniste aérospatial est un programmeur ou un opérateur CNC dont le travail consiste à fabriquer des pièces pour les industries aérospatiale, spatiale et de défense, et qui fonctionne au sein de la structure réglementaire, y compris les certifications et les normes, de cette industrie Cela nécessite un éventail de compétences plus large qu'un opérateur de machine débutant Titane, superalliages de nickel, et autres alliages exotiques Y14.5 Dimensionnement géométrique et tolérancement (GD & T). Une solide compréhension de la documentation AS9100 D et des exigences de mise en oeuvre, l'usinage pratique de l'e.T.U.5.0 de l'industrie aérospatiale est considérée comme une rémunération moyenne de l'AST.0.1.0.
L'usinage CNC produit des composants pour avions et engins spatiaux couvrant tous les systèmes majeurs, des ensembles structurels à la propulsion et à l'avionique. Tous n'exigent pas une capacité à 5 axes ; c'est une surspécification courante. Voici comment les catégories se décomposent :
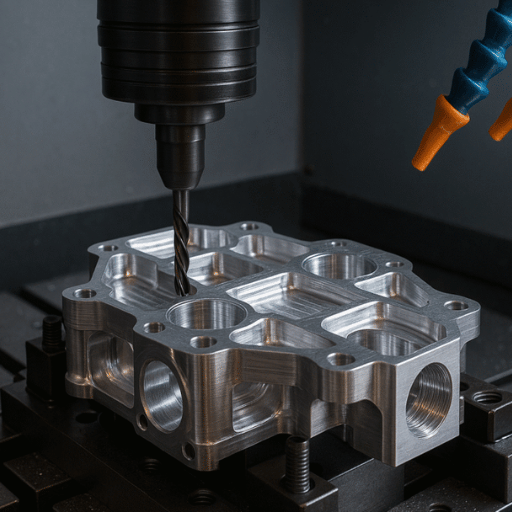
Pièces structurelles (pointes de vrac, nervures d'ailes, cadres de fuselage, raccords de longeron) sont la catégorie de CNC aérospatiale au volume le plus élevé La plupart sont en aluminium, 7075-T6 pour les applications à haute contrainte, 6061 pour la structure secondaire La géométrie est typiquement de 2,5 D à 3 D, et le fraisage à 3 axes gère la majorité Ces pièces nécessitent une traçabilité complète des matériaux et une inspection dimensionnelle mais n'ont généralement pas besoin de 5 axes à moins que la conception ne comprenne des caractéristiques à angle composé ou des poches profondes avec des parois abruptes.
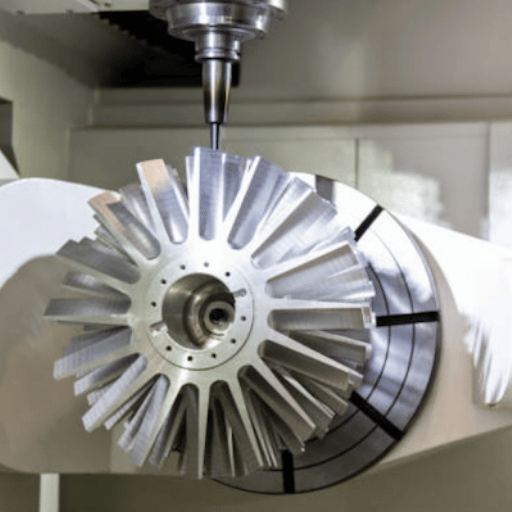
Composants moteurles aubes de turbine, les anneaux de compresseur, les carters de chambre de combustion, les tuyères de carburant, sont les endroits où la tolérance et les exigences en matière de matériaux augmentent fortement Les superalliages de nickel comme l'Inconel 718 dominent les pièces à section chaude Les poignées de tournage CNC disques et arbres ; le fraisage à 5 axes (parfois avec finition EDM) est nécessaire pour les profils d'aubes et les canaux de refroidissement internes.
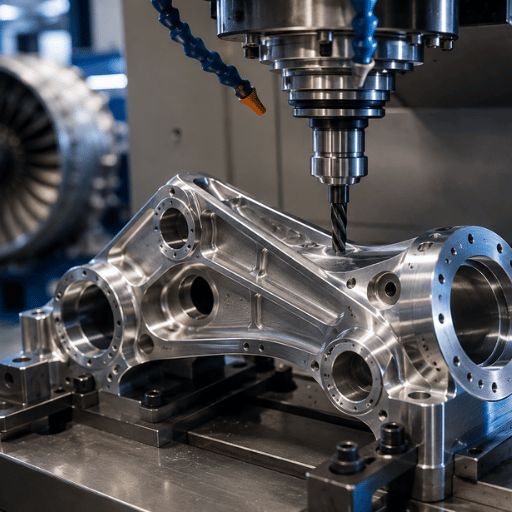
Pièces de train d'atterrissage (essieux, pistons, liens de couple, ensembles de chape) sont des composants à haute contrainte et critiques pour la fatigue généralement usinés à partir d'acier inoxydable Ti-6Al-4 V ou 17-4 PH. Les centres de tournage CNC et de tournage multi-axes sont standard Ceux-ci nécessitent souvent une inspection CND accrédité NADCAP après usinage.
Boîtiers et supports de capteurs avioniques sont habituellement en aluminium 6061 ou PEEK, avec des exigences dimensionnelles de ±0,001 « et des considérations de blindage EMI Il s'agit de pièces à 3 axes dans la plupart des cas Pour composants aérospatiaux en aluminium dans cette catégorie, les exigences de finition anodisée déclenchent souvent l’examen du traitement de surface NADCAP.
Composants du système de carburant et hydraulique (collecteurs, corps de vanne, boîtiers de pompe) comportent les exigences de tolérance les plus strictes de toutes les catégories aérospatiales usinées, jusqu'à ± 0,0001« sur les surfaces d'étanchéité, combinées à des spécifications de propreté strictes et à des exigences de test de pression.
Sélectionner le bon processus d'usinage est la première décision de contrôle des coûts dans tout programme aérospatial Spécifier l'usinage 5 axes pour une pièce qui a besoin d'une capacité 3 axes ajoute 40601TP3 T coût d'usinage sans avantage de qualité Le cadre de décision suivant est le moyen le plus rapide de faire correspondre la géométrie au processus :
📐 Sélection du processus : faites correspondre la géométrie à la machine
| Partie Géométrie/Exigence | Processus recommandé |
|---|---|
| Cylindrique /rotatif (arbres, broches, bagues) | Tournage CNC (en tour) |
| Caractéristiques sur 1 faces 2, pas de contre-dépouilles (supports, plaques, boîtiers) | Fraisage CNC 3 axes |
| Contours complexes, angles composés, éléments multifaces (composants de turbine, raccords structurels) | Fraisage CNC à 5 axes |
| Alésages de précision en matériau durci/géométrie interne complexe (injecteurs de carburant, canaux de refroidissement) | EDM (fil ou évier) |
Pour les pièces cylindriques d'aéronef telles que les composants de train d'atterrissage ou les tiges d'actionneurs hydrauliques, Services de tournage CNC sont généralement la méthode de production appropriée Lorsque vous décidez entre le tournage et le fraisage pour un ensemble de fonctionnalités spécifique, notre Fraise CNC vs guide de tournage couvre les critères de décision en détail.
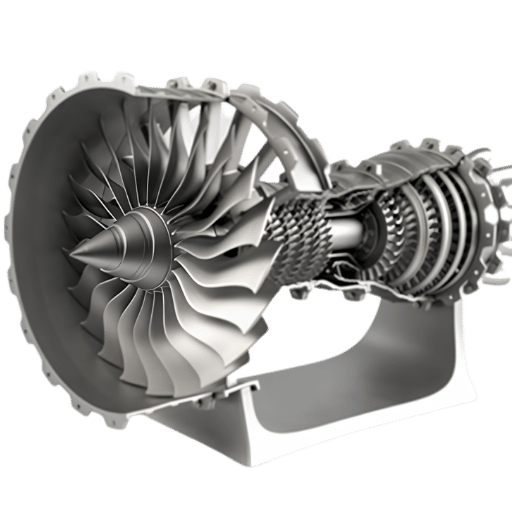
Usinage CNC 5 axes L'usinage CNC 5 axes est généralement nécessaire pour produire des pièces avec des surfaces profilées, ou avec des caractéristiques qui sont positionnées sur plusieurs faces qui doivent être précisément situées par rapport à une autre. Les exemples incluent plutôt des pièces rotatives telles que des turbines ou des roues (blisks), ou des raccords de surface aérodynamiques complexes qui comportent des connexions à angle composé Si vos pièces n'ont pas de caractéristiques ou de contours sur plus de deux faces, il n'est pas nécessaire d'usiner 5 axes (cela exclut les éléments tels que les fixations, les boîtiers simples, les supports, les plaques de montage ou la grande majorité des enceintes avioniques). Un fournisseur recommandant des pièces à 5 axes pour l'usinage pour l'usinage, les pièces simples, les pièces techniques, peut le citer, si vous pouvez le faire.
SCÉNARIO, Sélection du processus
Une startup aérospatiale a besoin de 50 supports structurels en titane pour une petite structure satellite Les supports ont des trous traversants, des contre-alésages et des caractéristiques de fente, le tout sur une seule face Le devis initial d'un fournisseur spécifie l'usinage 5 axes “pour la qualité aérospatiale.” Courir à travers l'arbre de décision : caractéristiques à face unique, pas d'angles composés, pas de surfaces courbes. L'ingénieur 3 axes respectifié, s'est procuré un atelier différent et a réduit le coût d'usinage par pièce de 44% (pas de changement aux exigences dimensionnelles ou à la portée de certification.
Les alliages d'aluminium représentent la majorité des pièces usinées dans l'aérospatiale en volume Cela surprend les gens qui supposent que l'industrie fonctionne au titane, mais le rôle du titane est critique plutôt qu'universel, concentré dans les applications à haute contrainte et à haute température où le plafond de température de l'aluminium (environ 150 °C en continu) est insuffisant Les Aluminium 7075-T6 et 6061 offrent tous deux une bonne résistance à la corrosion lorsqu'ils sont correctement anodisés, ce qui est une raison clé pour laquelle ils dominent les applications structurelles de cellule sur les avions commerciaux et militaires Chaque catégorie de matériau apporte des caractéristiques d'usinabilité distinctes qui affectent directement le coût de l'outillage, le temps de cycle et le taux de raclage.
| Matériel | Résistance à la traction | Température de service maximale | Usinabilité | Utilisation typique de l'aérospatiale | Coût Relatif |
|---|---|---|---|---|---|
| Al 7075-T6 | 503 MPa | ~150°C | Excellent | Pièces structurelles, revêtements d'ailes, supports, cadres de fuselage | $ |
| Al 2024-T4 | 470 MPa | ~120°C | Très bien | Structure du fuselage, nervures des ailes, cadres chargés en tension | $ |
| Ti-6Al-4V | 950 MPa | ~315 °C (600 °C à court terme) | Pauvre | Supports de moteur, structures de trains d'atterrissage, cadres structurels | $$$$ |
| Inconel 718 | 1 380 MPa | ~700°C | Très Pauvre | Pales de turbine, systèmes d'échappement, carters à section chaude | $$$$$ |
| 17-4 PH Inox | 1 172 MPa | ~315°C | Modéré | Train d'atterrissage, arbres d'actionneurs, brides, fixations | $$ |
| PEEK | ~100 MPa | ~260 °C continu | Bien | Boîtiers avioniques, cages de roulement, isolateurs électriques | $$$ |
Ces alliages d'aluminium plomb par partie structurelle volume chaque grade dessert différentes applications aérospatiales basées sur l'environnement d'exploitation, la charge de fatigue, et la plage de température Pour le comportement de tolérance détaillé par grade d'alliage, la ventilation dans notre guide sur tolérances d'usinage CNC en aluminium couvre les spécificités Une fois que les conceptions structurelles poussent dans l'enveloppe de température ou de contrainte où l'aluminium ne sera pas qualifié, composants aérospatiaux en alliage d'aluminium restez la valeur par défaut du premier choix, le titane intervenant pour des zones critiques définies plutôt que comme substitution générale.
📐 Note d'ingénierie, paramètres d'usinage Ti-6Al-4V
La conductivité thermique du Ti-6Al-4 V est de 6,7 W/mK, environ 31TP3 T celle de l'aluminium 237 W/mK. C'est la raison fondamentale des difficultés d'usinage généralement rencontrées avec le titane : la chaleur ne s'écoule pas à travers la puce et se concentre rapidement à l'arête de coupe, ramollissant à son tour le carbure et déclenchant une usure chimique du cratère au-dessus de 500 °C. Pour un outillage en carbure revêtu, les vitesses de coupe recommandées sont comprises entre 115 et 230 SFM-50, la durée de vie recommandée est de 1,50 Alspin/0.
Les exigences de tolérance dans l'usinage aérospatial varient selon la fonction du composant, et non selon le programme ou la préférence du client. La répétabilité de l'usinage CNC est ce qui rend ces tolérances serrées réalisables dans tous les volumes de production. Un processus correctement composé est valable ± 0,001« exécuté pour fonctionner sans intervention manuelle. Les pièces critiques pour la vie dans les applications structurelles ou moteur portent les spécifications les plus serrées. Le tableau suivant reflète les plages de tolérance d'usinage par catégorie d'application :
| Catégorie de composants | Tolérance Typique | Finition de surface (Ra) |
|---|---|---|
| Pièces structurelles générales | ±0,001″ (25 µm) | 3.2006,3 µm Ra |
| Train d'atterrissage/châssis structurels porteurs | ±0,0005″ (12,7 µm) | 1.6.3,2 µm Ra |
| Composants du moteur (disques, boîtiers, section chaude) | ±0,00020.0005″(512 µm) | 0,8 µm Ra |
| Systèmes de carburant et hydrauliques | ±0,00010,0003″ (2,57 µm) | 0,40,8 µm Ra |
| Boîtiers avioniques et boîtiers électroniques | ±0,001″ (25 µm) | 1.6.3,2 µm Ra |
Les finitions de surface sur le matériel de vol usiné avec précision sont structurellement importantes, pas seulement esthétiquement. Pour normes de rugosité de surface applicable aux pièces en aluminium aérospatial anodisées et à revêtement dur, Ra 0. 8. 1 µm est la spécification courante pour les surfaces sensibles à la fatigue.
Trois systèmes de certification des fournisseurs existent pour la chaîne d'approvisionnement de l'industrie de l'usinage aérospatial Ils ne sont pas interchangeables, et ne demander que l'un des deux cadres obligatoires entraînera des problèmes de RFQ.
AS9100D est la norme du système de gestion de la qualité pour l'industrie aéronautique, publiée par l'International Aerospace Quality Group (IAQG).Il s'appuie sur la norme ISO 9001 :2015 et ajoute des exigences spécifiques à l'aérospatiale pour la gestion des risques, la gestion de la configuration, l'inspection en premier article et le contrôle des fournisseurs. AS9100D certifie que l'ensemble du système de gestion d'un magasin répond aux exigences aérospatiales, et non qu'une pièce individuelle est correcte.
NADCAP (Programme national d'accréditation des entrepreneurs en aérospatiale et en défense), géré par le Performance Review Institute (PRI), couvre les 26 processus spéciaux définis par l“”, y compris le traitement thermique, le CND, le traitement chimique, les revêtements, le soudage et l'amélioration de la surface. Le NADCAP est spécifique au processus et non à l'ensemble de l'entreprise. Il vérifie la capacité individuelle du processus : étalonnage des équipements, qualifications des opérateurs, documentation du processus. L'AS9100D couvre le magasin ; NADCAP couvre chaque processus spécial qu'il contient.
ITAR (International Traffic in Arms Regulations) l'enregistrement est requis pour tout fournisseur impliqué dans la fabrication, l'exportation ou la manipulation de composants liés à la défense en vertu de la liste américaine des munitions Il s'agit d'un cadre de contrôle des exportations, pas d'une norme de qualité, mais c'est un contrat préalable à la plupart des programmes aérospatiaux militaires américains.
SCÉNARIO, AS9100 Sans NADCAP
“Le fournisseur doit être certifié AS9100 D,” appelle le responsable des achats pour beaucoup de supports de train d'atterrissage en titane. “Et nous avons besoin d'une finition anodisée,”, dit plus loin dans la RFQ Heureusement pour toutes les personnes impliquées, le fournisseur est certifié AS9100 D et le certificat est à jour Les pièces arrivent et l'inspection dimensionnelle passe très bien Mais l'anodisation a été effectuée par un sous-niveau sans accréditation de traitement chimique NADCAP. Cela se fait attraper par l'ingénieur qualité OEM, et il faudra trois semaines pour qu'une pièce soit ré-inspectée et que le revêtement soit démonté et refait par un fournisseur qualifié puisque nous n'avons pas suffisamment de traçabilité préalable à vérifier.
“OEMS ont une exigence pour que Nadcap descende dans la chaîne d'approvisionnement, dans le cadre du processus global de qualification des fournisseurs Les vérifications des processus critiques, effectuées par des experts en la matière acceptés par les intervenants au sein du programme, Nadcap a amélioré la qualité des fournisseurs, appliqué des normes communes et réalisé des économies.”
Institut d'évaluation des performances (PRI), pri.org
Note d'ingénierie AS 9100 D vs. NADCAP : La différence de portée
| Aspect | AS9100D | NADCAP |
|---|---|---|
| Ce qu'il certifie | Système de gestion de la qualité dans l'ensemble de l'entreprise | Exécution individuelle de processus spéciaux |
| Émis par | IAQG (aligné sur ISO 9001 :2015) | Institut d'évaluation des performances (PRI) |
| Portée de l'audit | À l'échelle de l'entreprise : documents, revue de gestion, contrôle des fournisseurs | Spécifique au processus : équipement, qualités d'opérateur, paramètres |
| Requis pour les procédés spéciaux (traitement thermique, CND, revêtement) ? | Non, c'est l'exécution du processus | Oui, chaînes d'approvisionnement OEM de niveau 1 |
| Certifie-t-il la qualité des pièces ? | Non | Aucune capacité de processus |
Ces quatre défis expliquent la plupart des dépassements de coûts et des retards de calendrier dans les programmes d'usinage aérospatial Les comprendre avant que la RFQ ne réduise les surprises pendant la production.
️️ Défi 1 : Durcissement du travail en titane et en inconel
Les deux matériaux durcissent dans la région de coupe s'il n'y a pas suffisamment de charge de copeaux Le mécanisme : une mauvaise conductivité thermique provoque l'accumulation de chaleur à la surface de coupe, ne passe pas à travers la puce 31TP3 T de celle de l'aluminium La peau déjà durcie d'un passage précédent ralentit l'entrée du prochain tranchant, et augmente rapidement le taux d'usure 115SFM par opposition à 130SFM peut réduire la durée de vie de l'outil de 30 à 50%. Être un“ trop prudent est aussi mauvais, sinon pire, que d'être trop agressif.
️️ Défi 2 : Distorsion à paroi mince
La réduction du poids est l'un des principaux facteurs de conception aérospatiale ; Les murs de 1 à 3 mm sont typiques des pièces qui abritent des applications structurelles. Avec cette épaisseur de murs, la force de coupe entraîne une déflexion (flexion de la pièce pendant l'usinage, puis encliquetage lors du retrait de l'outil). Cette erreur dimensionnelle apparaît en premier lorsque l'on regarde la pièce sur le CMM. La technique de fixation, l'amortissement des vibrations et une stratégie de profondeur de coupe par passe réduite sont des mesures correctives standard. Un DFM de pré-usinage peut mettre en lumière que les parois de la pièce sont trop fines avant d'engager une approche de fixation.
️️ Défi 3 : ratio achat/vol en titane
Les déchets en poids dans l'usinage du titane pour l'aérospatiale vont de 601TP3 T jusqu'à 801TP3 T. Pour fabriquer une pièce finie qui pèse 1 kilogramme de titane, l'atelier doit généralement acheter 5 à 10 kilogrammes de billettes. Ce coût entre dans le devis, soit sous forme de charge matérielle, soit réparti sur toutes les pièces, comme le ferait tout coût d'atelier. Lors de l'évaluation des devis en titane de fournisseurs potentiels, ne vous attendez pas à ce que le devis matériel reflète le poids de la pièce finie ; soyez prêt à payer les déchets comme article de ligne, même lorsque le risque de ferraille est décrit comme ‘ zéro ’
️️ Défi 4 : Documentations en tête
La traçabilité AS9100 D, les certificats d'essai d'usine, les rapports d'inspection dimensionnelle, les colis FAIR par AS9102 et les enregistrements de non-conformité représentent intrinsèquement des coûts réels significatifs Les exigences en matière de documentation d'un projet AS9100 D typique peuvent ajouter des frais généraux de 15-251TP3 T à une estimation commerciale standard d'usinage à l'atelier ISO 9001, car le coût de la main-d'œuvre supplémentaire et la charge administrative pour la gestion des dossiers et des écarts ces coûts sont justifiables mais nécessitent une représentation sur les devis.
La prise en compte initiale de ces risques lors de la phase de conception réduit considérablement l’exposition aux retouches. Notre Directives DFM pour les pièces aérospatiales usinées couverture épaisseur de paroi, rayons de coin, et fixture considérations d'accès qui affectent directement le rendement.
L'Aérospatiale coûte-t-elle cher ? Oui l'usinage CNC 2-5 x autant qu'une pièce industrielle du même type Trois pilotes : coût des matériaux (Inconel 718 pour ~$35-45/lb vs Al 6061 ~$1.50-2.50/lb), difficulté de traitement (5-axes est 40-601TP3 T plus cher que 3-axes) et travail de conformité (papierrie, FAIR, traçabilité). Mais le coût de non-conformité dans le matériel de vol de haute qualité, échec sur le terrain, l'exposition juridique devrait toujours être plus cher que la commande, devrait toujours être la commande.
| Conducteur de coûts | CNC standard | Aérospatiale CNC |
|---|---|---|
| Matière première (aluminium) | ~$1.502.50/lb | ~$1.502.50/lb + surcharge de traçabilité |
| Matière première (titane) | ~$1525/lb | ~$2035/lb (bilot AMS-spec + achat-vol) |
| Premium 5 axes contre 3 axes | Base de référence | +4060% pour les opérations sur 5 axes |
| Qualité /documentation | Base de référence | +152 (FAIR, RCP, traçabilité) |
La liste de contrôle RFQ sur l'usinage aérospatial : 8 questions qui se dévoilent si un magasin peut faire le travail
SCÉNARIO, Qualification du fournisseur en pratique
Un OEM international de l'aérospatiale spécifie qu'un nouveau sous-panneur (thre shop) fournira une commande de production de 200 pièces de supports moteur Inconel 718 À partir de la liste de contrôle : questions 1-3 pass (AS9100D enregistrée ITAR) 2 expose l'enregistrement NADCAP du magasin pour le CND et le traitement chimique, mais pas le traitement thermique Lorsque les supports ont besoin d'un recuit en solution après l'usinage et que l'atelier sous-traite le traitement thermique, le fournisseur éligible de l'OEM a eu besoin de beaucoup plus de temps pour qualifier le dispositif de traitement thermique avec NADCAP. Signaler la portée à la RFQ plutôt que PPAP a sauvé une étape.
Prêt à se procurer des pièces de précision aérospatiale ?
Demander un devis à Services d'usinage CNC aérospatial de LecreatorExamen DFM inclus gratuitement.
L'industrie aérospatiale et de défense américaine a généré $995 milliards d'activité commerciale totale en 2024, contribuant à $443 milliards en valeur économique, 1,51TP3 T du PIB américain. Pendant ce temps, la FAA prévoit que la flotte d'avions commerciaux passera de 7 387 en 2024 à 10 607 avions d'ici 2045. Cette trajectoire de croissance façonne trois changements importants dans la façon dont les pièces aérospatiales sont usinées :
Inspection en cours de processus assistée par l'IA. La mesure automatisée de la CMM combinée à l'inspection de surface basée sur la vision passe du contrôle qualité après usinage au contrôle adaptatif en temps réel. Les constructeurs de machines-outils intègrent des sondes de mesure directement dans les centres d'usinage, de sorte qu'un profil d'aube de turbine est mesuré entre les passes d'outil, et non après. Pour les acheteurs, cela affecte le délai de livraison (moins de file d'attente d'inspection après usinage) et le rendement de premier passage sur les pièces aérospatiales complexes en aluminium et en titane.
Fabrication hybride additive-subtractive. Les systèmes de DMG Mori et Matsuura construisent maintenant des préformes de forme quasi nette via un dépôt d'énergie dirigé, puis des surfaces critiques de finition CNC sur la même machine Pour les matériaux à coût élevé comme l'Inconel 718 et le titane, cela réduit considérablement le rapport d'achat à la volée, au lieu d'usiner un support complexe à partir d'une billette solide à 6080% de perte de matériau, la préforme quasi nette commence à moins de 1015% de dimensions finales.
rampe de production eVTOL. Archer Aviation, Joby et d'autres développeurs avancés de mobilité aérienne passent de la certification prototype à la certification de production en 2025026. le profil des pièces, les supports structurels, les cadres et les boîtiers en aluminium 6061/7075 avec des tolérances de ±0,001« dans les quantités de production de prototypes et de faibles volumes, est presque identique à l'usinage structurel aérospatial standard Pour les ateliers CNC, cela représente une nouvelle demande dans un segment avec une complexité de certification inférieure à celle du transport commercial, mais les mêmes exigences AS9100D et de documentation dimensionnelle.
L'usinage aérospatial satisfait à un ensemble d'exigences dimensionnelles, matérielles et de certification beaucoup plus strictes que l'usinage CNC générique. Les tolérances aérospatiales structurelles vont de 0,001« pour 7 075 cadres d'air jusqu'à 0,005 » pour la plupart des pièces intérieures commerciales ; la traçabilité de la certification retrace chaque pièce jusqu'aux certificats d'usine gratuits et aux spécifications AMS ou MIL ; l'atelier exige AS9100D (pas de nouvelles normes IFRLAPAK ou précédentes) ; les processus spéciaux (traitement thermique, CND, traitement chimique, revêtements, soudage) nécessitent une accréditation NADCAP supplémentaire ; et le premier produit est soumis à un rapport complet FAI par AS91022. Cette documentation à elle seule augmente les coûts du projet par rapport à la norme CNT35.
D'abord 9100D minimum de certification AS, un atelier d'usinage aérospatial a besoin de certification AS9100D 9100D de la norme de gestion de la qualité de l'industrie aéronautique publiée par l'IAQG, en plus de GDYLIFBOGS. Deuxièmement, lorsque l'étendue des travaux implique des processus spéciaux (traitement thermique, CND, traitement chimique, etc.), puis l'accréditation NADCAP pour chacun de ces processus spéciaux est également un minimum nécessaire. Troisième enregistrement pour les applications de défense américaines, l'enregistrement ITAR doit être obtenu. Ces normes vont de pair et sont toutes deux actives chez tous les fournisseurs aérospatiaux de niveau 1.
Oui : les pièces de rechange et de structure aérospatiales ont tendance à coûter 2 à 5 pièces CNC commerciales comparables. La fabrication de moteurs diesel et de compresseurs représente 3 facteurs majeurs limitant le coût des pièces et le coût des matériaux (Inconel 718 environ $35-50 par livre par rapport à l'aluminium 6061 prix de $1-3 par livre), le processus (axes supplémentaires ou machines complexes ajoute un coût de 40 à 601TP3 T sur 3 axes) et la conformité (documentation AS9100 D, rapports FAI, traçabilité des matériaux ajoute 15 à 251 TP3 T au coût partiel). Le coût de fabrication est moins coûteux par pièce de calcul est moins coûteux ; le contrôle du coût de référence signifie un coût de fabrication par pièce de référence et un coût de référence plus élevé.
Un machiniste aérospatial est quelqu'un qui, dans le cadre d'un environnement accrédité AS9100 D, exploite ou programme des équipements CNC pour produire des composants matériels de vol. Le rôle de machiniste nécessite une familiarité avec l'utilisation et l'interprétation de GD & T à ASME Y14.5, l'usinage d'alliages aérospatiaux (aluminium, titane et superalliages) et une expérience avec la documentation FAI, SPC. Ces emplois d'usinage aérospatial bénéficient généralement d'une prime de compétence significative avec un revenu annuel moyen de main-d'œuvre $115 000 dans le secteur A & D étant supérieur de 56 pour cent à la moyenne nationale de fabrication.
Les délais sur les prototypes sont généralement de 3 à 15 jours pour le composant d'usinage, et en outre pour la clôture de FAIR plus le temps pour avoir tous les processus spéciaux sous-traités (anodiser, CND, traitement thermique, etc). Pour les séries de production de 50 à 500 pièces, les délais vont généralement de deux à six semaines en fonction de la disponibilité des matériaux, de la position de la file d'attente et de la complexité de l'inspection Un élément que les acheteurs de prototypes négligent souvent est que les délais d'usinage cités n'incluent pas les temps de rotation FAIR ni les temps de rotation pour tout processus spécial externalisé Clarifiez si votre délai d'exécution de l'ensemble du projet sur une base FAI-complet ou juste pour les composants usinés hors de la machine outil.
Références
À propos de l'Auteur
Examiné par l'équipe d'ingénierie de Lecreator Lecreator fournit des services d'usinage CNC de précision pour les programmes aérospatiaux, médicaux et industriels, offrant des capacités de fraisage 3 axes et 5 axes, de tournage CNC et de finition de surface Le contenu représente notre expérience de production directe avec l'aluminium, le titane et les plastiques techniques de qualité aérospatiale.
Déclaration de contenu : Cet article a fait l'objet de recherches à l'aide de données accessibles au public sur l'industrie aérospatiale (FAA, AIA, PRI/NADCAP), d'une analyse du contenu des concurrents et de bases de données de paramètres d'usinage. Les estimations des coûts et des délais reflètent les fourchettes de consensus de l'industrie sans soutien contractuel spécifique. Les lecteurs doivent vérifier les exigences de certification et les spécifications de tolérance par rapport à la documentation spécifique de l'autorité de conception de leur programme.









