


Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.


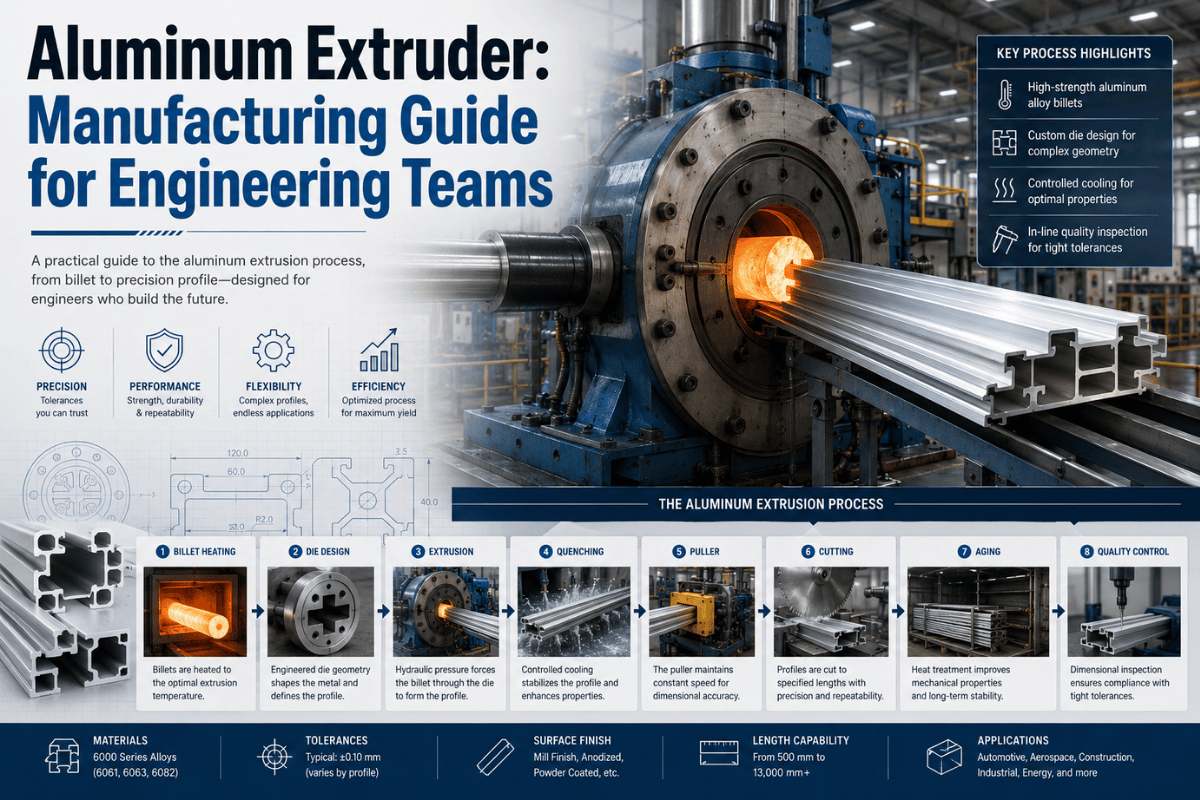
It physically comes down to an aluminum extruder forcing hot billet under hydraulic pressure through a custom-designed tool to create an endless section with a specific shape. That’s the physics of what extrusion is. What they’re skipping in that summary is all the stuff that an engineer actually has to know before they design in a profile: what alloy selection you should make, what kind of die are you paying for, how many of the tolerances you’re getting out of the press and how many the subsequent cnc process will add, and how the proposed changes to tariffs in 2026 may impact your supply base.
The guide covers each step of the process-from preheating of the billet all the way through CNC post-machining-with concrete specification examples, alloy comparison, and actual live data gathered at the Lecreator extrusion machining factory. Whether you’re screening suppliers, prototyping an initial extruded part, or hoping to cut cost while maintaining tight tolerances, you’ll find an actionable take-away within every chapter of this Guide to Precision Aluminum Extrusion Machining.
The hydraulic press system – or actually the complete press, or even more – is often referred to simply as the ‘extruder’ in this industry. it means that the hot aluminum is pressed (extruded) by a hydraulic ram and forced to go through a die (opening in steel) with complex, machine precision shaped. the other side is that what come out will have exactly the same form (profile), like a rod, window-profile, or rail (T-slotted profile).
The extrusion press itself is quantified by force capability – the pressing power; a higher force presses larger profiles with greater wall thickness or more difficult materials, in fact. In addition to the press and die assembly, only shape matters when considering extrusions, and the shape is made up by the die. The die is, at its core, a thick steel disk with a profile opening machined into it. It’s as with the press one of the only 2 factors the design engineer will need be aware of prior to passing his drawing over to his extrusion manufacturer.
An aluminum extruder heats an aluminum billet to about 375C – 500C and then uses a hydraulic press to force the bar up to 15,000 tonnes at high pressure into a die opening. The aluminum is a solid yet ductile material which comes through the die as a completed profile shape. An extruder quenches, stretches and cuts the profiles into manageable lengths. Extrusion works by deforming the metal at high pressure in a somewhat soft solid state and not by melting it.
| Parameter | Typical Range | Notes |
|---|---|---|
| Press capacity | 100–15,000 tons | Determines max circle size; 15,000 ton = ~50 pickup trucks of force |
| Billet preheat temperature | 375–500°C (700–930°F) | Varies by alloy; 6063 typically lower end, 7075 higher end |
| Die preheat temperature | 450–500°C | Pre-heating extends die life and promotes even metal flow |
| Die material | H13 tool steel | Standard for all aluminum extrusion dies; thermally tough |
| Output format | Solid, hollow, semi-hollow profile | Shape determined by die design |
| Cut lengths | 8–21 feet (standard finish-saw) | Long-run capability up to 40 ft with CNC post-machining |
The AEC Aluminum Extrusion Process Guide mentions a press capacity ranging between 100 to 15,000 tons – reflecting the enormous range of sizes the industry produces – anything from delicate architectural trim up to substantial beams required for building bridge decks.
The full extrusion run starts from die preparation and ends up to the aging. These six steps will have the most interest for an engineer qualifying a supplier:
Ask your extrudereactly how they quench the specifice alloy/temper you need. an air-quenched 6063-T5 might be perfectly okayfor an architectural design,but a structural application using6061-T6 will require that particular profile be water or air quenched atpress,then oven aged at higher temperatures to yield that 45ksi-tensile property. A vendorthat can’t answer that question doesn’t have a great command ofyour material specification.
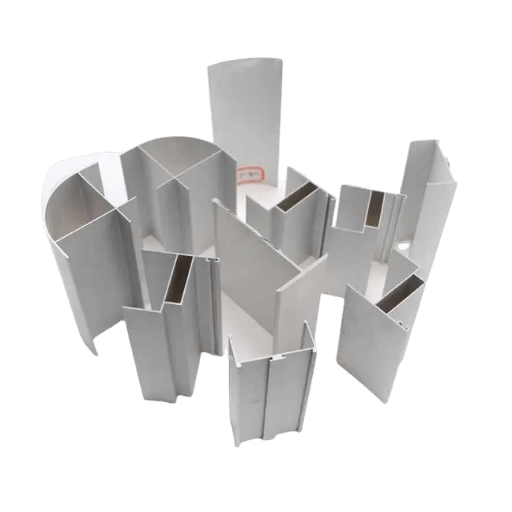
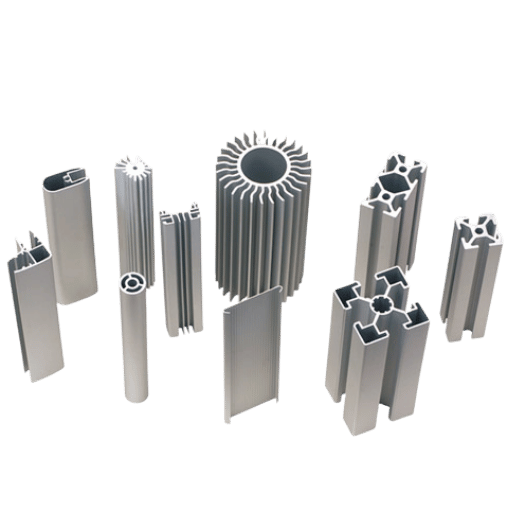
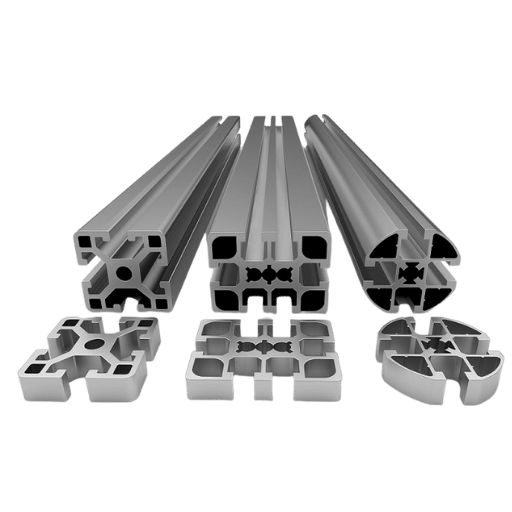
Every aluminum extrusion profile has a fixed cross-sectional shape determined by the die opening — the geometry the manufacturing process creates as the billet is forced through the die. Three categories cover the vast majority of profiles, and which category your design falls into dictates die type, tooling costs, and manufacturability.
| Category | Definition | Common Examples | Die Complexity |
|---|---|---|---|
| Solid | No enclosed voids or openings | Angle, rod, flat bar, T-beam, I-beam | Lowest — single-piece feeder/die/backer |
| Hollow | One or more fully enclosed internal voids | Square/round tube, window frame, heat sink fin pack, EV battery channel | Highest — mandrel + die cap + backer |
| Semi-hollow | Partially enclosed void (narrow gap opening) | C-channel (narrow gap), U-profile, hat channel | Medium — combination tooling |
This represents the largest circle that can be scribed within profile geometry. This value, often called ICD( inscribed circle diameter)is an important factor when selectingyourproduction Press and size. Larger, wider or more complex shapes would have higher ICD values, indicating that alarger Press size will be required to produce your part.If you design a hollow with intricate voidsand a small thickness then theICDbecomes a constraint in designing yourpart to a givenpress size.Before you submit your final artwork to the press shop; you’d be well advised to let your press shop advise on manufacturabilityofyour intended partand the proper Press sizesaccording to theICDyou design.
If an extrusion, profile, framing, structural rail, custom aluminum extrusions replaces machined part(s). Most distributors keep a selection of standard stock profiles (angles, channels, square tube, t-slot). Custom profiles require a new die — a one-time tooling fee that is charged upfront and absorbed into the project cost. When a single extruded profile replaces several machined parts, the die cost is typically earned back within a modest volume run.
Common profile applications by category:
From the initial choice of alloy, there’s a cascade of effects up and down the manufacturing chain: extrudability, die wear, quench specification, CNC machinability, anodizing, finished component cost. The fact that 6xxx alloys are most common throughout the world of aluminum extrusion suggests that they’re an acceptable compromise in strength, formability and surface finish. The following four alloys provide an example comparison:
The alloys are indeed related; both are Al-Mg-Si and 6061 contains more magnesium and silicon and so it’s about 50% stronger in yield than 6063 (for similar tempers). But, 6063 is easier to extrude and shows the metal more “plastically” to the die form and as such lends itself better to smooth anodizing finishes and architectural applications, so it generally would be preferred for those areas. 6061 is better in load carrying ability, will weld better, and can be machined to finer dimensions.
| Alloy | Tensile Strength | Hardness | Machinability | Anodizing | Typical Applications |
|---|---|---|---|---|---|
| 6061-T6 | 310 MPa (45 ksi) | 95 HB | Good (SFM 800–1500) | Good (clear/colored) | Structural frames, automotive parts, machine bases, bicycle frames |
| 6063-T5 | 186–241 MPa (27–35 ksi) | 60 HB | Moderate (SFM 1000–2000) | Excellent (architectural Type II) | Window frames, railings, architectural cladding, anodized trim |
| 7075-T6 | 503–572 MPa (73–83 ksi) | 150 HB | Moderate (SFM 600–1200) | Poor (chromate conversion preferred) | Aerospace structural members, missile components, high-load gears |
| 2024-T3 | 455–483 MPa (66–70 ksi) | 120 HB | Good | Poor (anodize for corrosion only) | Aircraft fuselage, fatigue-critical structures, damage-tolerant designs |
Alloy property data is cross-checked against ASTM B221 (Standard Specification for Aluminum and Aluminum-Alloy Extruded Bars, Rods, Wire, Profiles, and Tubes) and ISO 209 aluminum alloy designations.
On internal alloy capabilities please read my aluminum CNC machining service and in more detail into machining 2024 aluminum alloy.

The extrusion die is a simple block of metal with a precise slot through it, but this is misleading, it’s an incredibly complicated piece of engineering. An effectively designed die influences: bearing length, die and punch profile, temperature distribution throughout the die profile, metal flow speed, die face condition, and of course the product surface and straightness. Die set up.
Solid Dies (for producing solid shapes such as bar, angle and channel) are the simplest to produce and the least expensive; comprising three separate parts stacked together as follows; an aluminum flow controlling feeder plate through which the aluminum flows into the die, the die itself with the final shape of the extrusion, and a backer plate which adds strength to the die against press forces up to 15,000 Tons of ram force.
Hollow dies (for profiles with internal voids: tubes, frames, multichannel extrusions) use a mandrel to create the internal void. The aluminum splits around the mandrel support, then re-welds under pressure before exiting the die cap. The die stack is: mandrel + die cap + backer. Hollow dies require more precise engineering because the weld seams – while metallurgically sound under proper process conditions – must be designed to avoid landing in structurally critical zones. The Aluminum Extruders Council maintains dimensional and quality guidelines for hollow die design.
Semi-hollow dies combine elements of both. They’re used for profiles with a partially enclosed void – a C-channel with a narrow gap, for example – where the gap is too narrow to allow a mandrel-free solid die to work without metal flow imbalance.
H13 tool steel is the industry standard material for aluminum extrusion dies, chosen for its durability and resistance to wear at extrusion temperatures. Its combination of high thermal conductivity, toughness, and surface hardness at 450–500°C makes it suitable for virtually all aluminum alloy applications. Surface nitriding – a heat treatment that diffuses nitrogen into the die surface to a depth of 0.1-0.2 mm – extends die service life significantly in high-volume production runs. When sourcing die tooling, confirm that nitriding is included in the quote; it’s standard practice at experienced tooling shops and its absence often signals lower-quality tooling.
Bearing length (the distance the aluminum travels within the die before exiting) is the primary flow-control variable in die design. Longer bearing = slower flow for that cross-section region. Die designers vary bearing length around the profile perimeter to equalize exit velocity – a critical step for preventing twist, bow, and surface defects.
Die tooling is a one-time non-recurring cost (NRE) charged at the start of a project. For straightforward solid-profile aluminum extrusion dies used in architectural and industrial applications, tooling costs typically range from $400 to $2,000 depending on size and complexity. Complex hollow dies with multiple internal voids, precision-ground bearing surfaces, and high-volume life expectancy can reach $5,000-$25,000 for precision tooling. These figures should be discussed directly with your die supplier, as cost depends heavily on profile complexity, circle size, wall thickness ratios, and production volume expectations.
Lecreator machines extruded aluminum profiles to 0.001 with 25+ years of precision fabrication experience and AS9100D certification.

Aluminum extrusions leave the press with dimensional characteristics governed by ASTM B221 tolerances – which are wider than machined tolerances by design. For most non-mating structural applications, extrusion-as-extruded is sufficient and the most cost-effective choice.
For holes, mating surfaces, tight positional tolerances, or aerospace quality requirements, CNC post-machining is the answer.
Yes-when it’s properly fixtured, machined with appropriate cutting parameters, aluminum extrusions can hold exceedingly tight tolerances. Here at Lecreator’s facility, we’ve routinely Machined Extruded Aluminum Profile to ±0.001″ positioning accuracy and ±0.0002″ repeatability at high-speed spindles of 24,000 RPM. The challenges are mostly fixture design for long extrusions, and thermal expansion management for large form factor parts.
| Alloy | Carbide Cutting Speed (SFM) | Chip Load per Tooth (IPT) | Coolant |
|---|---|---|---|
| 6061-T6 | 800–1,500 | 0.003–0.008 | Flood or mist |
| 6063-T5 | 1,000–2,000 | 0.004–0.010 | Flood or mist |
| 7075-T6 | 600–1,200 | 0.002–0.006 | High-pressure through-spindle coolant |
LECREATOR CAPABILITIES:Max Profile Length40’ (480”)High-Speed Spindle Speed24,000 RMPMSurface Finish16Rin. typical thin Wall Capability40in. (0.040)Without Distortion
| Feature Size | Standard Tolerance | Precision Tolerance | High Precision Tolerance |
|---|---|---|---|
| Up to 1.000″ | ±0.012″ | ±0.005″ | ±0.002″ |
| 1.001″–3.000″ | ±0.015″ | ±0.008″ | ±0.003″ |
| 3.001″–6.000″ | ±0.020″ | ±0.012″ | ±0.005″ |
CHALLENGEA 2100mm length ev batterytrayprofilein 6063-T6 with 48 different mounting hole patterns needing to be held within a0.05mmposition tolerance along their entire length with vacuum clamping to avoid distorting a thin-wall extruded aluminumprofilewithfixtures.
Result: 99.7% dimensional accuracy on all 48 mounting hole patterns. Scrap rate: 0.6% (industry average: 3–5%). Cycle time cut 35% vs. the previous machining supplier, achieved through precision toolpath sequencing and in-process CMM inspection.
Certifications: ISO 9001 · AS9100D · IATF 16949
CHALLENGE: A wing Spar profile (7075-T6) needing Ra 0.65um surface on mating flange edges (specification Ra 0.8um) and 100% positional Features at ±0.025mm on aCMMinspection with required first article report and ongoing quality production reports per AS9100D.
RESULT0NonConformanceReport (NCR) for the entire three-year Production run, consistently producing Ra 0.65um and well below the spec 0.8um and 100% Features at ±0.025mmper a cmm inspection report.
To learn more about our aluminum extrusion machining capabilities and to review all of our services and specs, visit AluminumExtrusionMachiningServicepage.
When engineers come into Lecreator pricing an extruded aluminum component for the very first time, sometimes there’s Sticker Shock. A simple stock aluminum angle is cheap – few dollars per foot. A custom hollow aluminum shape with several internal void volumes and required Anodize-grade surface finish, Machined to exacting toleranc, then its another matter altoghether. Here’s the 4 factors that mostly drive variation in cost.
If your production volume is lower and extrusion die cost is a barrier for product initial design validation, consider exploring metal 3D printing or utilizing rapid prototyping service suppliers rather than investing in an extrusion die.
In 2026, North American aluminum extrusion procurement, costing and specification decisions are being molded by three powerful trends impacting buyer risks and supply-chain environmental sustainability and resilience considerations.
“North American extruders remain resilient amid challenging market conditions and shifts in international trade.”
Jason Weber, President, Aluminum Extruders Council (AEC), April 7, 2026 (Light Metal Age)
On April 30th, 2026, the U.S. introduced a new Section 232 proclamation on aluminum that replaces existing tariff-assessment methodology. Previously tariffs were levied as an ad valorem duty (a percentage of a product’s customs value). The new proclamation assesses tariffs as a full customs value-based duty, directly increasing the tariff burden on all imported aluminum extrusions. While it can be seen as bolstering domestically produced aluminum extrusion products, this proclamation has the potential to significantly increase the total landed cost of all foreign sourced extrusions for new projects and on existing open orders. Update all international source cost models accordingly to avoid future surprises!
The AEC recently launched the new EPD Generator tool, and North America’s leading aluminum extruders have begun certifying their products to the new AEC standard, with the first example certified in April of 2026. While the use of EPDs in structural and architectural applications has been more limited than other green building elements, it’s steadily expanding in regulated green building sectors and to the EV supply chain and government procurement requirements. If your customers are requiring EPD verification in the materials that comprise your product or end use, ensure your supplier can provide the relevant documentation.
Automobile applications increasingly demanding the use of 6063- T5 and T6 for battery enclosures, cooling channels and crash management structures to enable integrated CNC post-machining (tight hole patterns to bolt battery modules and cooling plate interfaces, seals surfaces for ropemoldings). These automotive-related jobs tend to favor integrated machining suppliers (profile + post-process) from their extrusions. Recycling- friendly alloys help automotive OEMs meet sustainability objectives to measure high recycled aluminum content and provide extensive documentation.
There are four primary factors affecting a profile’s cost: (1) Die tooling-an initial, one-time investment of between $400-$25,000 alone for a single shape, but essential for a custom profile; (2) Aluminum billet-costs depend on the alloy chosen; (3) press time-slower-running alloys like 7075 take longer to extrude resulting in less 6063 per hour; and (4) CNC post-machining-required when hole positions or mating surface dimensions cannot be maintained within ASTM B221 tolerances. Section 232 tariffs are expected until 3/2026 on imports.
There’s no one best alloy; application dictates all:
The aluminum extrusion die is a heavy (c. 50mm thick) disk made of H13 tool steel with a hole cut in its centre to produce the required cross-section of the extruded section. There are three types of dies: solid (for bars, angles, rods), hollow (for tubes and other framed sections that also have internal hollows). and semi-hollow (sections that are only partly enclosed). The die is first heated to 450-500C before use.
Die support is provided by a number of backer and bolster plates to withstand the ram pressures, which are some 15,000 tons.
Sources & References:









