


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


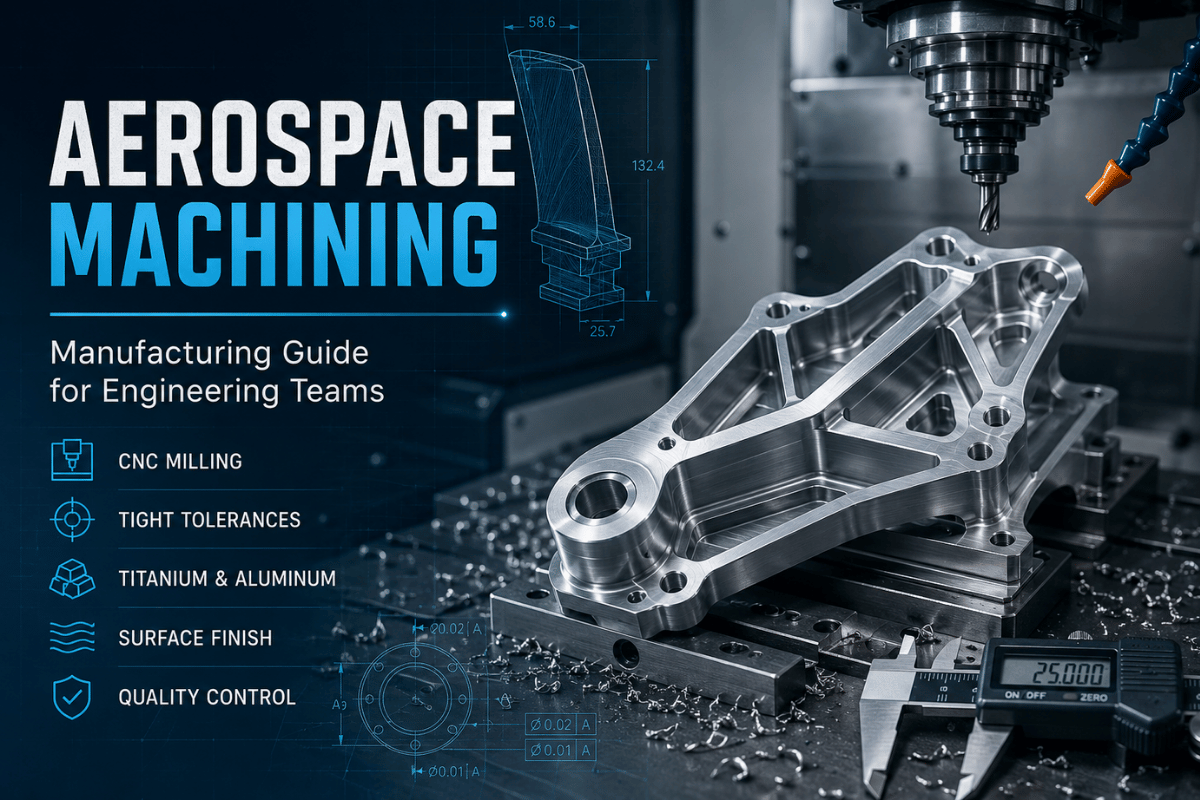
A usinagem aeroespacial não é um suporte de qualidade indefinido 'é um conjunto inteiro de requisitos rígidos e quantificáveis Tolerâncias melhores que ± 0,001 polegadas em peças estruturais e ± 0,0002 polegadas em peças de motores Rastreabilidade de materiais 1001TP3 T de volta ao certificado de moinho Um sistema de gerenciamento de qualidade obrigatório registrado em AS9100 D. Certificação Nadcap em processos especiais como tratamento térmico e testes não destrutivos (END).Esses não são padrões de aspiração Este é o mínimo necessário para ser considerado um fornecedor sério por qualquer grande OEM aeroespacial ou Prime Contractor Este guia de usinagem para aeroespacial cobre o que cada um desses padrões significa na prática, quais processos CNC se adequam a quais peças, como os materiais aeroespaciais se comportam durante a usinagem e quais perguntas os compradores devem fazer antes de emitir um RFQ.
& Usinagem Aeroespacial: Especificações Rápidas
| Parâmetro | Valor Típico/Gama |
|---|---|
| Tolerância padrão (estrutural) | ±0,001″/±0,025mm |
| Tolerância apertada (motor /sistemas de combustível) | ±0002″. 0,000″ /±5120002 µm |
| Acabamento superficial | Ra 0,88,3,2 µin (Ra 3m2 µin) |
| Ligas comuns | Al 7075-T6, Ti-6Al-4V, Inconel 718, PEEK |
| Certificações chave | AS9100 D, NADCAP (processos especiais), ITAR (defesa) |
| Prazo de execução típico | 31 dias (protótipo) 5 dias (/2 semanas (produção) |
A usinagem aeroespacial refere-se à fabricação subtrativa controlada por computador de componentes para aeronaves, espaçonaves, satélites, sistemas de propulsão e aviônicos, operando sob os requisitos de tolerância, material e documentação mais e×acting de qualquer setor de fabricação comercial A palavra “aerospace” não é apenas marca; ela carrega obrigações específicas em torno de certificação, rastreabilidade e inspeção que a usinagem CNC comercial padrão não impõe.
Quando uma operação da oficina CNC da fábrica pode conter tolerâncias de ± 0,005 polegadas em peças básicas, trabalhar com materiais genéricos, confiar no operador para verificar as dimensões das peças e não ter nada mais completo do que a certificação ISO 9001, o padrão da indústria aeroespacial é muito mais rigoroso e prescritivo. Uma oficina CNC aeroespacial típica é definida pelos requisitos capturados na tabela a seguir:
| Dimensão | Usinagem CNC padrão | Usinagem CNC Aeroespacial |
|---|---|---|
| Tolerância geral | ±0,005″ típico | ±0,001″ mínimo; ±0,0001″ em sistemas de combustível |
| Certificação QMS | ISO 9001:2015 | AS9100D (adendos aeroespaciais à ISO 9001) |
| Certificação de processos especiais | Normalmente não é necessário | acreditação NADCAP para tratamento térmico, END, revestimentos |
| Rastreabilidade material | CoC (certificado de conformidade) | Certificado de teste do moinho, rastreabilidade do calor-lote, conformidade do AMS/MIL-espec |
| Requisito do primeiro artigo | Normalmente inspeção de amostras | FAI completo por AS9102 com relatório dimensional, certificado de material, validação de processo |
| Método de inspeção | CMM pontual ou medição manual | CMM dimensional 1001TP3 T, SPC, NDT para características críticas |
Em última análise, se você é um engenheiro tentando obter qualificação de voo serviços de usinagem CNC de precisão, essas distinções são a diferença entre se uma loja é considerada capaz de licitar e se é apenas capaz de manter uma dimensão geométrica no desenho.
O que é um maquinista aeroespacial Um maquinista aeroespacial é um programador ou operador CNC cujo trabalho é fabricar peças para as indústrias aeroespacial, espacial e de defesa, e que funciona dentro da estrutura regulatória, incluindo certificações e padrões, dessa indústria Isso requer uma gama mais ampla de competências do que um operador de máquina de nível básico Para se qualificar como um maquinista aeroespacial, é preciso estar familiarizado com a leitura e implementação de ASME Y14.5 Dimensionamento Geométrico e Tolerância (GD & T).Um forte entendimento dos requisitos de documentação e implementação do AS9100 D, usinagem prática e×periência de titânio, superligas de níquel e outras ligas aeroespaciais exóticas, relatórios de Inspeção do Primeiro Artigo (FAI) de acordo com os padrões AS9102 e um ambiente de instalação certificado AS9100 D contribuem para o que geralmente é considerado o padrão Não é surpreendente que a compensação para maquinistas aeroespaciais reflita o nível mais alto de e×ise exigido: a renda média de trabalho no setor aeroespacial 150015, UTP 150050015 e a defesa nacional.15001501501500015.
A usinagem CNC produz componentes para aeronaves e naves espaciais abrangendo todos os principais sistemas, desde propulsão estrutural e aviônica Nem todos exigem capacidade 5; isso é uma superespecificação comum. Veja como as categorias se dividem:
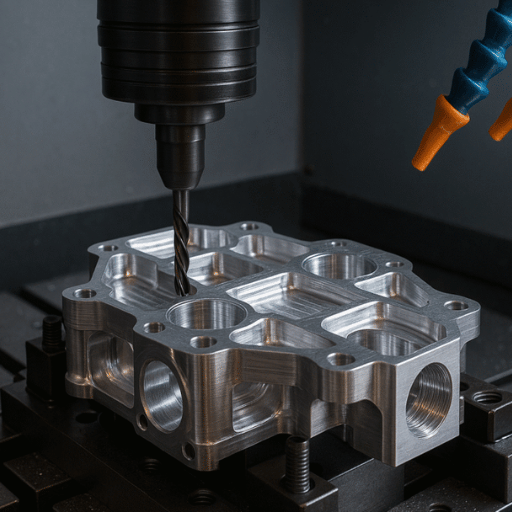
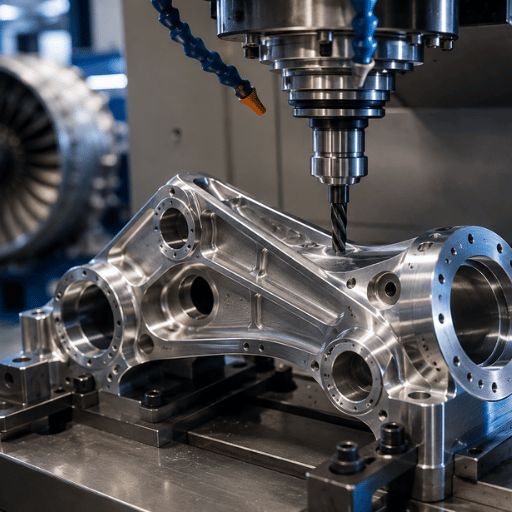
Partes estruturais (cabeças de granel, nervuras de asa, estruturas de fuselagem, acessórios de longarina) são a categoria CNC aeroespacial de maior volume A maioria é de alumínio, 7075-T6 para aplicações de alta tensão, 6061 para estrutura secundária A geometria é tipicamente de 2,5 D a 3 D e a fresagem de 3 eixos lida com a maioria Essas peças exigem total rastreabilidade do material e inspeção dimensional, mas geralmente não precisam de 5 eixos, a menos que o projeto inclua recursos de ângulo composto ou bolsos profundos com paredes íngremes.
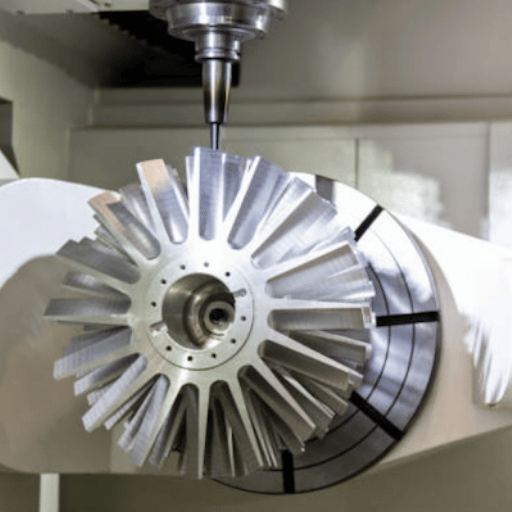
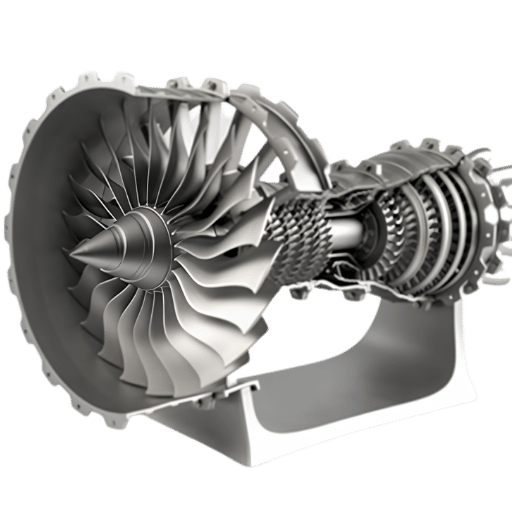
Componentes motorpás de turbinas, anéis de compressores, carcaças de câmaras de combustão, bicos de combustível, são onde a tolerância e os requisitos de material aumentam acentuadamente As superligas de níquel como o Inconel 718 dominam as peças de seção quente Os discos e eixos das alças de torneamento CNC; A fresagem de 5 eixos (às vezes com acabamento EDM) é necessária para perfis de pás e canais de resfriamento internos.
Peças do trem de pouso (eixos, pistões, elos de torque, conjuntos de manilha) são componentes de alta tensão e críticos de fadiga, normalmente usinados em aço inoxidável Ti-6 Al-4 V ou 17-4 PH. Os centros de torneamento CNC e de torneamento multieixos são padrão. Estes geralmente exigem pós-usinagem de inspeção de END credenciada pela NADCAP.
Carcaças aviônicas e suportes de sensores são geralmente alumínio 6061 ou PEEK, com ±0.001″ requisitos dimensionais e considerações de blindagem EMI. Estas são peças de 3 eixos na maioria dos casos Para componentes aeroespaciais alumínio nesta categoria, os requisitos de acabamento anodizado geralmente desencadeiam a revisão do tratamento de superfície NADCAP.
Componentes do sistema de combustível e hidráulico (variedades, corpos de válvula, carcaças de bombas) carregam os requisitos de tolerância mais rígidos de qualquer categoria aeroespacial usinada, até ±0,0001″ em superfícies de vedação, combinados com especificações rigorosas de limpeza e requisitos de teste de pressão.
Selecionar o processo certo é a primeira decisão de controle de custo em qualquer programa aeroespacial Especificar a usinagem de 5 eixos para uma peça que precisa de capacidade de 3 eixos adiciona 40 usinagem 601TP3 T ao custo de usinagem sem benefício de qualidade A seguinte estrutura de decisão é a maneira mais rápida de combinar geometria com processo:
Seleção de Processo: Combine Geometria com Máquina
| Parte Geometria/Requisito | Processo Recomendado |
|---|---|
| Cilíndrico /rotacional (eixos, pinos, buchas) | Torneamento CNC (torno) |
| Características em 11 faces, sem recorte (suportes, placas, caixas) | Fresagem CNC de 3 eixos |
| Contornos complexos, ângulos compostos, características multifacetadas (componentes de turbina, acessórios estruturais) | Fresagem CNC de 5 eixos |
| Furos de precisão em material endurecido/geometria interna complexa (injetores de combustível, canais de resfriamento) | EDM (fio ou sumidouro) |
Para peças cilíndricas de aeronaves, como componentes de trem de pouso ou hastes de atuador hidráulico, Serviços de torneamento CNC são tipicamente o método de produção apropriado Ao decidir entre torneamento e fresamento para um conjunto de recursos específicos, nosso fresagem CNC vs. guia de torneamento abrange os critérios de decisão em pormenor.
Usinagem CNC de 5 eixos A usinagem CNC de 5 eixos é normalmente necessária para produzir superfícies contornadas, características que são posicionadas em faces que devem ser precisamente localizadas uma em relação à outra peças complexas incluem peças rotativas como impulsores (bliscos), ou encaixes de superfície aerodinâmicos que apresentam conexões de ângulo composto suas peças não possuem quaisquer características ou contornos em mais de duas faces, não há necessidade de usinagem de 5 eixos (isso exclui itens como fixadores, caixas simples, suportes, placas de montagem ou a grande maioria dos invólucros aviônicos).Um fornecedor de usinagem recomendando usinagem de 5 eixos para peças simples, especialmente se não puder fornecer uma razão técnica legítima para fazê-lo com base no desenho da peça ou em seus requisitos funcionais, ou está tentando preencher a citação Em vez disso, considere separar geometrias mais complexas dos materiais (bill) em peças complexas, pode executar peças de eixo BOMS, principalmente com máquinas de montagem padrão-5.
CENÁRIO, Seleção de Processos
Uma startup aeroespacial precisa de 50 suportes estruturais de titânio para uma pequena estrutura de satélite Os suportes têm furos passantes, contra-furos e recursos de slot, todos em uma única face A citação inicial de um fornecedor especifica usinagem de 5 eixos“para qualidade aeroespacial.” Percorrendo a árvore de decisão: características de face única, sem ângulos compostos, sem superfícies curvas O eixo 3 está correto O engenheiro reespecificou, adquiriu uma loja diferente e cortou o custo de usinagem por parte em 441TP3 T sem alteração nos requisitos dimensionais ou no escopo da certificação.
As ligas de alumínio representam a maioria das peças usinadas aeroespaciais em volume Isso surpreende as pessoas que assumem que a indústria funciona com titânio, mas o papel do titânio é crítico e não universal, concentrado em aplicações de alta tensão e alta temperatura, onde o teto de temperatura do alumínio (aproximadamente 150 °C contínuo) fica aquém O alumínio 7075-T6 e 6061 oferecem boa resistência à corrosão quando devidamente anodizado, o que é uma razão fundamental para que dominem as aplicações estruturais de fuselagem em aeronaves comerciais e militares Cada categoria de material traz características distintas de usinabilidade que afetam diretamente o custo de ferramentas, o tempo de ciclo e a taxa de sucata.
| Material | Resistência à tração | Temp do serviço máximo | Maquinabilidade | Uso Aeroespacial Típico | Custo Relativo |
|---|---|---|---|---|---|
| Al 7075-T6 | 503 MPa | ~150°C | Excelente | Peças estruturais, revestimentos de asas, suportes, armações de fuselagem | $ |
| Al 2024-T4 | 470 MPa | ~120°C | Muito Bom | Estrutura de fuselagem, nervuras das asas, armações carregadas de tensão | $ |
| Ti-6Al-4V | 950 MPa | ~315 °C (600 °C de curto prazo) | Pobre | Montagens de motores, estruturas de trens de pouso, estruturas estruturais | $$$$ |
| Inconel 718 | 1.380 MPa | ~700°C | Muito Pobre | Lâminas de turbina, sistemas de exaustão, carcaças de seção quente | $$$$$ |
| 17-4 PH inoxidável | 1.172 MPa | ~315°C | Moderado | Equipamento de aterragem, eixos do atuador, flanges, fixadores | $$ |
| ESPREITAR | ~100 MPa | ~260 °C contínuo | Bom | Caixas aviônicas, gaiolas de rolamentos, isoladores elétricos | $$$ |
Estes alumínio todos os chumbo da parte estrutural das ligas pelo grau cada um serve aplicações aeroespaciais diferentes do ambiente de funcionamento, da fadiga, e da escala da temperatura. Para o comportamento detalhado da tolerância pelo grau da liga a divisão em nosso guia sobre tolerâncias de usinagem CNC de alumínio cobre as especificidades Uma vez que os projetos estruturais empurram para o envelope de temperatura ou tensão onde o alumínio não se qualificará, componentes aeroespaciais de liga de alumínio continue sendo o padrão de primeira escolha, com o titânio entrando em cena para zonas críticas definidas, e não como uma substituição geral.
Nota de Engenharia, Parâmetros de Usinagem Ti-6Al-4V
A condutividade térmica do Ti-6 Al-4 V é de 6,7 W/mK, cerca de 31TP3 T a do alumínio 237 W/mK. Essa é a razão fundamental para as dificuldades de usinagem geralmente experimentadas com o titânio: o calor não flui através do chip e rapidamente se concentra na aresta de corte, por sua vez amolecendo o metal duro e desencadeando desgaste químico da cratera acima de 500 °C. Para ferramentas de metal duro revestidas, as velocidades de corte recomendadas estão na faixa de 115-230 SFM (35-70 m/min) para fresagem, ou 230-300 SFM (70-90 m/min) para torneamento, em comparação com 800-2.000+ SFM para um típico Al 6061. O uso recomendado de refrigerante de alta pressão em 70-100 bar através do fuso não é opcional. Seu índice de usinabilidade na região de cinco vezes de ferramentas de consumo geral, o que não é significativamente menor para a utilização da ferramenta de aço areatopente em cinco vezes.
Os requisitos de tolerância na usinagem aeroespacial variam de acordo com o componente, não por programa ou preferência do cliente A repetibilidade da usinagem CNC é o que torna essas tolerâncias apertadas alcançáveis em todos os volumes de produção um processo devidamente discado ± 0,001″ executado sem intervenção manual As peças críticas de vida em aplicações estruturais ou de motores carregam as especificações mais apertadas A tabela a seguir reflete as faixas de tolerância de usinagem por categoria de aplicação:
| Categoria Componente | Tolerância Típica | Acabamento de Superfície (Ra) |
|---|---|---|
| Peças estruturais gerais | ±0,001″ (25 µm) | 3.26,3 µm Ra |
| Equipamento de pouso/estruturas estruturais de suporte de carga | ±0,0005″ (12,7 µm) | 1.63,2 µm Ra |
| Componentes do motor (discos, caixas, seção quente) | ±0,002 µm. (0005″5002 µm) | 0.8.6 µm Ra |
| Sistemas de combustível e hidráulicos | ±0,0001 (0,0003 (2,5 µm) | 0.40,8 µm Ra |
| Caixas aviônicas e gabinetes eletrônicos | ±0,001″ (25 µm) | 1.63,2 µm Ra |
Acabamentos de superfície em hardware de voo usinado com precisão são estruturalmente importantes, não apenas esteticamente. Para padrões de rugosidade superficial aplicável a peças de alumínio aeroespacial anodizadas e de revestimento duro, Ra 0.8. µm é a especificação comum para superfícies sensíveis à fadiga.
Existem três esquemas de certificação de fornecedores para a cadeia de suprimentos da indústria de usinagem aeroespacial. Eles não são intercambiáveis e apenas solicitar uma das duas estruturas obrigatórias levará a problemas de RFQ.
AS9100D é o padrão do Sistema de Gestão da Qualidade para a indústria da aviação, publicado pelo International Aerospace Quality Group (IAQG).Ele se baseia na ISO 9001:2015 e adiciona requisitos específicos do setor aeroespacial para gerenciamento de riscos, gerenciamento de configuração, inspeção de primeiro artigo e controle de fornecedores. AS9100 D certifica que todo o sistema de gerenciamento de uma loja atende aos requisitos aeroespaciais, e não que qualquer peça individual esteja correta.
NADCAP (National Aerospace and Defense Contractors Accreditation Program), gerenciado pelo Instituto (PRI) de Defesa abrange os 26 processos “special definidos Revisão de Desempenho incluindo tratamento térmico, END, processamento químico, revestimentos, soldagem e aprimoramento de superfície NADCAP é específico do processo, não em toda a empresa Ele audita a capacidade do processo individual: calibração do equipamento, qualificações do operador, documentação do processo AS9100 D cobre a loja; NADCAP cobre cada processo especial dentro dele.
ITAR (Regulamentos de Tráfego Internacional de Armas) o registro é necessário para qualquer fornecedor envolvido na fabricação, exportação ou manuseio de componentes relacionados à defesa sob a Lista de Munições dos EUA É uma estrutura de controle de exportação, não um padrão de qualidade, mas é um pré-requisito de contrato para a maioria dos programas aeroespaciais militares dos EUA.
CENÁRIO, AS9100 Sem NADCAP
“O fornecedor precisa ser certificado AS9100 D, a” chama o gerente de compras para muitos suportes de trem de pouso de titânio. “E precisamos de um acabamento anodizado, a” diz mais adiante na RFQ. Felizmente para todos os envolvidos, o fornecedor é certificado AS9100 D e o certificado está atualizado Peças chegam e inspeção dimensional passa apenas bem Mas o anodizar foi realizado por um sub-nível sem acreditação de processamento químico NADCAP Isso é pego pelo engenheiro de qualidade OEM, e levará três semanas para uma peça ser inspecionada novamente e para ter o revestimento despojado e refeito por um fornecedor qualificado, já que não temos rastreabilidade suficiente Não levaria cinco minutos para verificar seu status de credenciamento antes da compra.
“OEMS têm um requisito para Nadcap fluir para baixo para a cadeia de suprimentos, como parte do processo geral de qualificação de fornecedores Auditorias críticas de processos, realizadas por especialistas no assunto aceitos pelas partes interessadas dentro do programa, Nadcap melhorou a qualidade do fornecedor, aplicou padrões comuns e entregou poupança.”
Instituto de Revisão de Desempenho (PRI), pri.org
Nota de engenharia AS. NAD9100D: A diferença no escopo
| Aspecto | AS9100D | NADCAP |
|---|---|---|
| O que certifica | Sistema de gestão da qualidade de toda a empresa | Execução individual de processos especiais |
| Emitido por | IAQG (alinhado com ISO 9001:2015) | Instituto de Revisão de Desempenho (PRI) |
| Escopo auditoria | Em toda a empresa: documentos, revisão gerencial, controle de fornecedores | Específico do processo: equipamentos, quals do operador, parâmetros |
| Necessário para processos especiais (tratamento térmico, END, revestimento)? | Nenhum processo de cobertura | Sim, cadeias de fornecimento OEM de nível 1 |
| Certifica a qualidade da peça? | Não | Nenhuma capacidade de processo |
Esses quatro desafios são responsáveis pela maioria dos excessos de custos e atrasos de cronograma nos programas de usinagem aeroespacial Entendê-los antes da RFQ reduz surpresas durante a produção.
️ Desafio 1: Endurecimento do Trabalho em Titânio e Inconel
Ambos os materiais estão endurecendo na região de corte se houver carga insuficiente de cavacos O mecanismo: a baixa condutividade térmica faz com que o calor se acumule na superfície de corte, não passe pelo cavaco A condutividade do cavaco é 31TP3 T da do alumínio A pele já endurecida de uma passagem anterior retarda a entrada da aresta de corte, e aumenta rapidamente a taxa de desgaste 115 SFM em oposição a 130 SFM pode reduzir a vida útil da ferramenta em 30 para 501TP3 T. Ser “too cauteloso” é tão ruim, se não pior, do que ser muito agressivo.
️ Desafio 2: Distorção de Parede Fina
A redução de peso é um dos principais impulsionadores do projeto aeroespacial; paredes de 1 a 3 mm são típicas em peças que abrigam, ou aplicações estruturais. Com essa espessura de paredes, a força de corte leva à deflexão (flexão da peça durante a usinagem e, em seguida, recuo após retirada da ferramenta). Esse erro dimensional aparece primeiro ao olhar para a peça no CMM. A técnica de fixação, o amortecimento de vibrações e uma estratégia reduzida de profundidade de corte por passagem são remediações padrão. Um DFM de pré-usinagem pode trazer à luz que as paredes da peça são muito finas antes de cometer uma abordagem de fixação.
️ Desafio 3: Proporção compra-voa de titânio
Sucata por peso na usinagem de titânio para aeroespacial varia de 601TP3 T até 801TP3 T. Para fazer uma peça acabada que pesa 1 quilograma de titânio, a loja normalmente deve comprar 5-10 quilos de tarugo Esse custo vai para a cotação, seja como uma carga de material ou distribuído por todas as peças, da maneira que qualquer custo de loja faria. Ao avaliar as cotações de titânio de potenciais fornecedores, não espere que a cotação de material reflita o peso da peça acabada; esteja preparado para pagar o desperdício como um item de linha, mesmo quando o risco de sucata é descrito como ‘zero’.’
️ Desafio 4: Despesas gerais de documentação
A rastreabilidade AS9100D, os certificados de teste de fresagem, os relatórios de inspeção dimensional, os pacotes FAIR por AS9102 e os registros de não conformidade representam inerentemente custos reais significativos Os requisitos de documentação de um projeto AS9100 D típico podem adicionar sobrecarga de 15-251TP3 T a uma estimativa de usinagem comercial padrão na loja ISO 9001 como o custo de mão de obra adicional e carga administrativa para manutenção de registros e gerenciamento de discrepâncias. Esses custos são justificáveis, mas exigem representação nas cotações.
Abordar esses riscos antecipadamente na fase de projeto reduz substancialmente a exposição ao retrabalho. Nosso Diretrizes DFM para peças aeroespaciais usinadas cubra a espessura da parede, os raios de canto e as considerações de acesso ao acessório que afetam diretamente o rendimento.
A usinagem Aeroespacial CN é cara? sim, muitas vezes 2-5 x tanto quanto uma parte industrial do mesmo tipo Três drivers: custo de materiais (Inconel 718 vai para ~$35-45/lb vs Al 6061 ~$1.50-2.50/lb), dificuldade de processamento (usinagem de 5 eixos é 40-601TP3 T mais caro do que 3 eixos) e trabalho de conformidade (papel, FAIR, rastreabilidade) Mas o custo da não conformidade em hardware de voo de alta qualidade (rework, falha de campo, exposição legal sempre superará em muito esse prêmio inicial A questão pertinente não deve ser Isapace usinagem dispendiosa deveria ser? deveria ser seu preço fornecedores, representar custo verdadeiro dessa parte particular (não dobrá-lo como dinheiro de ordem de mudança futura.
| Motorista de custos | Cnc padrão | CNC aeroespacial |
|---|---|---|
| Matéria prima (alumínio) | ~11,50TP4T2,50/l | ~11,50TP4T2,50/l rastreabilidade acima |
| Matéria prima (titânio) | ~$1525/lb | ~$20 buy-to-fly 5/lb (billet de especificação AMS + buy-to-fly) |
| Prêmio de 5 eixos vs. 3 eixos | Linha de base | +40 para operações de eixo 50% |
| Qualidade /documentação | Linha de base | +15, rastreabilidade 5% (FAIR, SPC, rastreabilidade) |
Lista de verificação RFQ de usinagem aeroespacial: 8 perguntas que serão descobertas se uma loja puder fazer o trabalho
CENÁRIO, Qualificação de Fornecedores na Prática
Um OEM aeroespacial internacional especifica uma sub-loja de pneus (novas lojas de pneus) Esta loja fornecerá uma ordem de produção de 2 peças de suportes Inconel 718 Da lista de verificação: perguntas 1-3 passagem (AS9100 D atual, ITAR registrado) 2 pergunta expõe o registro NADCAP da loja para processamento de END e produtos químicos, mas não tratamento térmico Quando os suportes precisam de recozimento de solução após a usinagem e a loja terceiriza o tratamento térmico, o fornecedor qualificado do OEM precisava de muito mais tempo para qualificar o tratador térmico com NADCAP. Sinalizar o escopo no RFQ em vez do PPAP economizou um marco do programa.
Pronto para adquirir peças de precisão aeroespacial?
Solicite um orçamento de Serviços de usinagem CNC aeroespacial da LecreatorRevisão DFM incluída gratuitamente.
A indústria aeroespacial e de defesa dos EUA gerou $995 bilhões em atividade comercial total em 2024, contribuindo com $443 bilhões em valor econômico, 1,51TP3 T do PIB dos EUA Enquanto isso, a FAA prevê que a frota de aeronaves comerciais cresça de 7.387 em 2024 para 10.607 aeronaves até 2045. essa trajetória de crescimento está moldando três mudanças significativas na forma como as peças aeroespaciais são usinadas:
Inspeção em processo assistida por IA. A medição automatizada de CMM combinada com a inspeção de superfície baseada em visão está passando do QC pós-usinagem para o controle adaptativo em tempo real Os construtores de máquinas-ferramenta estão integrando sondas de medição diretamente nos centros de usinagem, de modo que o perfil da pá da turbina é medido entre as passagens da ferramenta, não depois Para os compradores, isso afeta o prazo de entrega (menos fila de inspeção pós-usinagem) e o rendimento de primeira passagem em peças aeroespaciais complexas de alumínio e titânio.
Fabricação híbrida aditivo-subtrativa. Os sistemas da DMG Mori e Matsuura agora constroem pré-formas quase em forma líquida por meio de deposição de energia direcionada e, em seguida, superfícies críticas com acabamento CNC na mesma máquina. Para materiais de alto custo como Inconel 718 e titânio, isso reduz drasticamente a relação compra-voa, em vez de usinar um suporte complexo a partir de tarugo sólido com perda de material de 60080%, a pré-forma quase líquida começa dentro de 101% de dimensões finais.
rampa de produção eVTOL. Archer Aviation, Joby e outros desenvolvedores avançados de mobilidade aérea estão passando de protótipo para certificação de produção 202 Joby em 2026. o perfil de peças, suportes estruturais de alumínio 6061/7075, quadros e caixas com tolerâncias de ±0,001″ em quantidades de produção de protótipo e baixo volume, é quase idêntico à usinagem estrutural aeroespacial padrão Para oficinas CNC, isso representa uma nova demanda em um segmento com menor complexidade de certificação do que o transporte comercial, mas os mesmos requisitos de documentação AS9100 D e dimensional.
A usinagem aeroespacial passa por um conjunto muito mais rigoroso de requisitos dimensionais, de materiais e de certificação do que a usinagem CNC genérica As tolerâncias aeroespaciais estruturais vão de 0,001″ para 7075 estruturas de ar até 0,005″ para a maioria das peças interiores comerciais; a rastreabilidade da certificação traça cada parte até certs de moagem livres e especificações AMS ou MIL; a loja requer AS9100 D (não novos padrões IFRLAPAK ou anteriores); processos especiais (tratamento térmico, END, processamento químico, revestimentos, soldagem) exigem credenciamento extra de NADCAP; e o primeiro produto está sujeito a um relatório FAI completo de acordo com AS9102. Essa documentação por si só aumenta os custos do projeto em 15-251TP3 T em relação ao trabalho CNC comercial padrão.
Primeiro (mínimo) (mínimo) (m) de uma oficina de usinagem aeroespacial precisa de uma oficina de usinagem AS9100D certificação (m), o padrão de gestão da qualidade da indústria da aviação liberado pela IAQG além do GDYLOGS. Segundo, quando o escopo do trabalho envolve processos especiais (tratamento térmico, NDT, processamento químico, etc.), então a acreditação NADCAP para cada um desses processos também é um mínimo necessário Terceiro (a) para aplicações de defesa dos EUA, o registro ITAR precisa ser obtido Esses padrões andam de mãos dadas e são ambos ativos em todos os fornecedores aeroespaciais Tier 1.
Sim 2-5 mais do que peças CNC comerciais comparáveis O custo de fabricação de peças sobressalentes e estruturais do espaço sobressalente e de compressor do espaço sobressalente é responsável por 3 fatores principais que limitam o custo da peça-custo do material (Inconel 718 aproximadamente $35-50 por libra em comparação com o preço de alumínio 6061 de $1-3 por libra), processo (eixos adicionais ou máquinas complexas adicionam custo de 40-601TP3 T sobre 3 eixos) e conformidade (documentação AS9100 D, relatórios FAI, rastreabilidade do material adiciona 15-251TP3 T ao custo da peça).O custo por peça digna de voo versus custo por peça conforme é a referência mais útil; o menor defeito de fabricação devido ao processo mais rígido e controle de material significa retrabalho e responsabilidade de retrabalho menos dispendiosos.
Um maquinista aeroespacial é alguém que, como parte de um ambiente credenciado AS9100 D, opera ou programa equipamentos CNC para produzir componentes de hardware de voo A função de maquinista requer familiaridade com o uso e interpretação de GD & T para ASME Y14.5, a usinagem de ligas aeroespaciais (alumínio, titânio e superligas) e experiência com documentação FAI, SPC Esses trabalhos de usinagem aeroespacial normalmente desfrutam de um prêmio de habilidade significativo com $115.000 renda média anual de trabalho no setor de A & D chegando 56 por cento maior do que a média nacional de fabricação.
Os prazos de entrega nos protótipos são normalmente de 3 a 15 dias para o componente de usinagem e, adicionalmente, para o fechamento FAIR mais tempo para ter quaisquer processos especiais contratados (anodizar, END, tratamento térmico, etc.).Para execuções de produção de 50 a 500 peças, os prazos de entrega normalmente variam de duas a seis semanas, dependendo da disponibilidade do material, da posição da fila e da complexidade da inspeção. Um item que os compradores de protótipos geralmente ignoram é que os prazos de entrega de usinagem citados não incluem os tempos de entrega FAIR nem os tempos de entrega para quaisquer processos especiais terceirizados. Esclareça se o seu prazo de entrega é para a conclusão de todo o projeto em uma base completa de FAI ou apenas para os componentes usinados fora da máquina-ferramenta.
Referências
Sobre o Autor
Revisado pela equipe de engenharia da Lecreator A Lecreator fornece serviços de usinagem CNC de precisão para programas aeroespaciais, médicos e industriais, oferecendo capacidade de fresamento de 3 e 5 eixos, torneamento CNC e acabamento de superfície O conteúdo representa nossa experiência direta de produção com alumínio de grau aeroespacial, titânio e plásticos de engenharia.
Declaração de conteúdo: Este artigo foi pesquisado usando dados da indústria aeroespacial disponíveis publicamente (FAA, AIA, PRI/NADCAP), análise de conteúdo de concorrentes e bancos de dados de parâmetros de usinagem As estimativas de custo e prazo de entrega refletem faixas de consenso da indústria sem respaldo contratual específico Os leitores devem verificar os requisitos de certificação e as especificações de tolerância em relação à documentação específica da autoridade de projeto de seu programa.









