


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


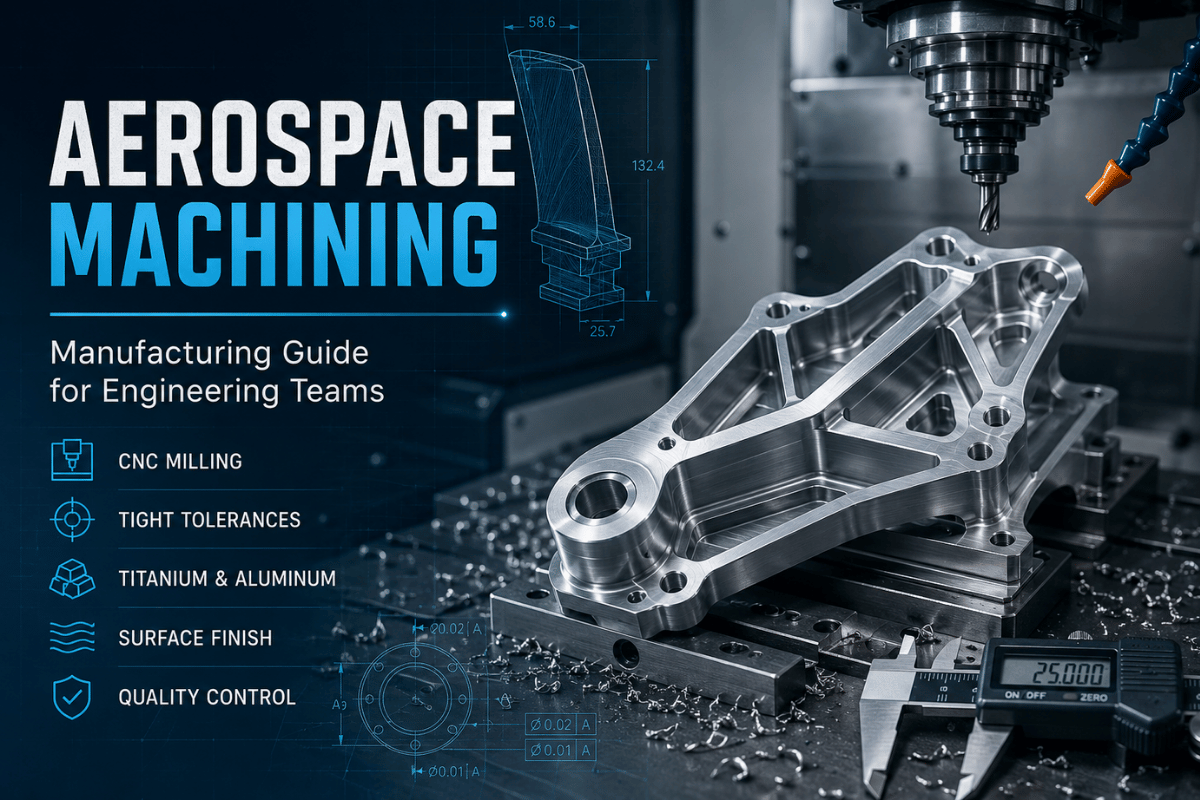
Die Luft - und Raumfahrtbearbeitung ist nicht irgendeine undefinierte Qualitätsklasse – es ist eine ganze Reihe starrer, quantifizierbarer Anforderungen Toleranzen besser als ± 0,001 in an Strukturteilen und ± 0,0002 in an Motorteilen.100% Materialrückverfolgbarkeit zurück zum Mühlenzertifikat Ein obligatorisches AS9100 D-registriertes Qualitätsmanagementsystem Nadcap-Zertifizierung in speziellen Prozessen wie Wärmebehandlung und zerstörungsfreie Prüfung (NDT). Dies sind keine Aspiranturstandards. Dies ist das Minimum, das erforderlich ist, um von jedem großen Luft - und Raumfahrtunternehmen als ernstzunehmender CNC-Auftragsteller zu gelten.
Luft- und Raumfahrtbearbeitung: Schnelle Spezifikationen
| Parameter | Typischer Wert/Bereich |
|---|---|
| Standardtoleranz (strukturell) | ±0,001 / ±0,025 mm |
| Enge Toleranz (Motor-/Kraftstoffsysteme) | ±0,0002 „±0,0001 / ±5 2,5 µm |
| Oberflächenbeschaffenheit | Ra 0,83,2 µm (Ra 32 µin) |
| Gängige Legierungen | Al 7075-T6, Ti-6Al-4 V, Inconel 718, PEEK |
| Schlüsselzertifizierungen | AS9100 D, NADCAP (Sonderverfahren), ITAR (Verteidigung) |
| Typische Vorlaufzeit | 3 15 Tage (Prototyp) / 2 – 6 Wochen (Produktion) |
Unter Luft- und Raumfahrtbearbeitung versteht man die computergesteuerte subtraktive Herstellung von Komponenten für Flugzeuge, Raumfahrzeuge, Satelliten, Antriebssysteme und Avionik, die unter den effizientesten Toleranz-, Material- und Dokumentationsanforderungen aller kommerziellen Fertigungssektoren betrieben werden. Das Wort “Luft- und Raumfahrt”ist nicht nur Branding; Es bringt spezifische Verpflichtungen in Bezug auf Zertifizierung, Rückverfolgbarkeit und Inspektion mit sich, die die kommerzielle Standard-CNC-Bearbeitung nicht mit sich bringt.
Wenn ein Lauf der CNC-Werkstatt der Mühle Toleranzen von ± 0,005 Zoll für Basisteile aufweist, mit generischen Materialien arbeitet, sich auf den Bediener verlässt, um die Teileabmessungen zu überprüfen, und nichts, was die Zertifizierung nach ISO 9001 erfüllt, ist der Standard der Luft- und Raumfahrtindustrie weitaus strenger und präskriptiv. Eine typische CNC-Werkstatt für die Luft- und Raumfahrt wird durch die in der folgenden Tabelle aufgeführten Anforderungen definiert:
| Dimension | Standard-CNC-Bearbeitung | Luft- und Raumfahrt-CNC-Bearbeitung |
|---|---|---|
| Allgemeine Toleranz | ±0,005 „typisch | Mindestens ±0,001 „; ±0,0001 „in Kraftstoffsystemen |
| QMS-Zertifizierung | ISO 9001:2015 | AS9100D (Luft- und Raumfahrt-Addenda zu ISO 9001) |
| Spezielle Prozesszertifizierung | Normalerweise nicht erforderlich | NADCAP-Akkreditierung für Wärmebehandlung, ZfP, Beschichtungen |
| Materialrückverfolgbarkeit | CoC (Konformitätszertifikat) | Mühlenprüfzertifikat, Rückverfolgbarkeit der Wärmelosigkeit, AMS/MIL-Spezifikationskonformität |
| Anforderung des ersten Artikels | Typisch Probenprüfung | Vollständiger FAI gemäß AS9102 mit Dimensionsbericht, Materialzertifikat, Prozessvalidierung |
| Prüfverfahren | Punkt-KMU oder manuelle Messung | 1001TP3 T dimensionales KMG, SPC, ZfP für kritische Merkmale |
Letztendlich, wenn Sie ein Ingenieur sind, der versucht, flugqualifiziert zu sein Präzisions-CNC-Bearbeitungsdienstleistungen, Diese Unterscheidungen sind der Unterschied zwischen der Frage, ob ein Geschäft überhaupt als gebotsfähig gilt, und der Frage, ob es lediglich in der Lage ist, eine geometrische Dimension auf der Zeichnung zu speichern.
Was ist ein Luft - und Raumfahrt-Maschinist? ein Luft - und Raumfahrt-Maschinist ist ein CNC-Programmierer oder - Bediener, dessen Aufgabe es ist, Teile für die Luft - und Raumfahrt, Raumfahrt - und Verteidigungsindustrie herzustellen, und der innerhalb der Regulierungsstruktur, einschließlich Zertifizierungen und Standards, dieser Branche tätig ist Dies erfordert ein breiteres Spektrum an Kompetenzen als ein Maschineneinsteiger Um sich als Luft - und Raumfahrt-Maschinist zu qualifizieren, muss man mit dem Lesen und Umsetzen von ASME Y14.5 Geometric Dimensioning and Tolerancing (GD&T) Ein starkes Verständnis von AS9100 D Dokumentations - und Implementierungsanforderungen, Hands-on E-P-Preas-Properiencessin Titan, Nickel-5, U00, was als Standard-Legment gilt, und andere exotische Raumfahrt-1, als Standard-Legierungen, überraschend für die Standard-Legierungen, gilt, die Standard-Lcess-Lcess-Lcess-L-L-Lcess-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-L-.
CNC-Bearbeitung produziert Komponenten für Flugzeug - und Raumfahrzeuge, die jedes größere System von Antrieb bis hin zu Avionik überspannen Nicht alle erfordern 5-Achsen-Fähigkeit; das ist eine gängige Überspezifikation So zerfallen die Kategorien:
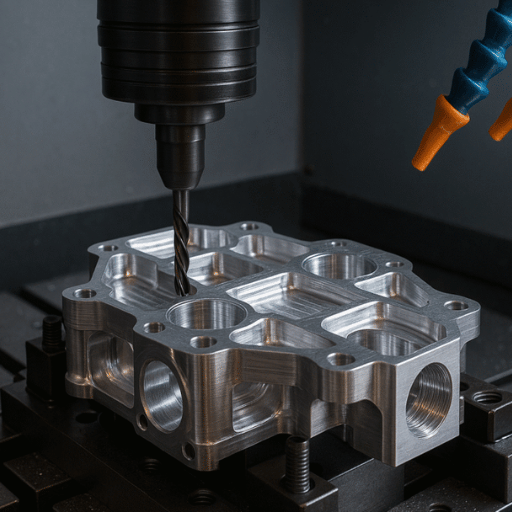
Strukturteile (Schüttköpfe, Flügelrippen, Rumpfrahmen, Holmbeschläge) sind die CNC-Kategorie mit dem höchsten Volumen in der Luft - und Raumfahrt Die meisten sind Aluminium, 7075-T6 für Anwendungen mit hoher Belastung, 6061 für Sekundärstruktur Die Geometrie beträgt typischerweise 2,5 D bis 3 D, und 3-Achsen-Fräsgriffe sind die Mehrheit Diese Teile erfordern eine vollständige Materialrückverfolgbarkeit und Dimensionsprüfung, benötigen jedoch normalerweise keine 5-Achsen, es sei denn, das Design umfasst Verbundwinkelmerkmale oder tiefe Taschen mit steilen Wänden.
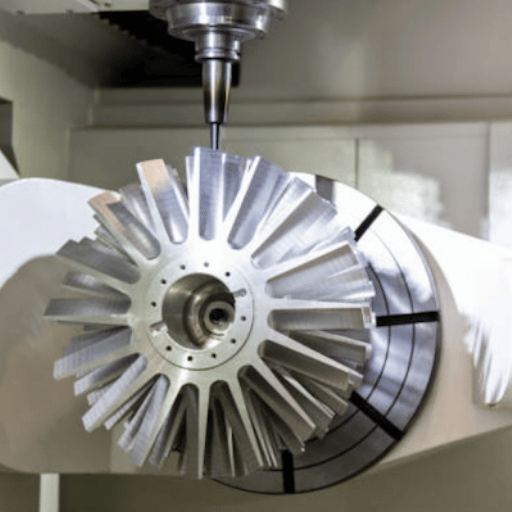
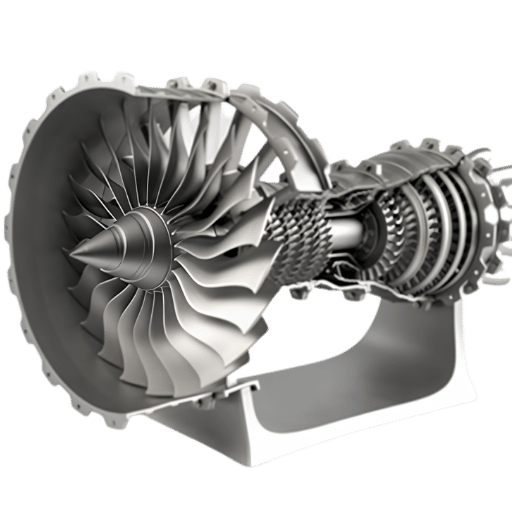
MotorkomponentenTurbinenschaufeln, Kompressorringe, Brennkammergehäuse, Brennstoffdüsen, sind dort, wo die Toleranz und der Materialbedarf stark eskalieren Nickel-Superlegierungen wie Inconel 718 dominieren Heißschliffteile CNC-Drehgriffe Scheiben und Wellen; für Schaufelprofile und interne Kühlkanäle wird 5-Achsen-Fräsen (teilweise mit EDM-Veredelung) benötigt.
Fahrwerksteile (Achsen, Kolben, Drehmomentglieder, Gabelkopfbaugruppen) sind hochspannende, ermüdungskritische Bauteile, die typischerweise aus Edelstahl Ti-6Al-4 V oder 17-4 PH bearbeitet werden CNC-Dreh - und Mehrachs-Drehzentren sind Standard Diese erfordern oft eine NADCAP-akkreditierte ZfP-Inspektion nach der Bearbeitung.
Avionikgehäuse und Sensorhalterungen In der Regel Aluminium 6061 oder PEEK sind, mit ±0,001 Maßanforderungen und EMI Abschirmung Überlegungen Dies sind in den meisten Fällen 3-Achs-Teile Für Aluminium Luft - und Raumfahrtkomponenten In dieser Kategorie lösen Anforderungen an die Eloxalveredelung häufig eine Überprüfung der NADCAP-Oberflächenbehandlung aus.
Komponenten des Kraftstoff- und Hydrauliksystems (Verteiler, Ventilkörper, Pumpengehäuse) erfüllen die strengsten Toleranzanforderungen aller bearbeiteten Luft- und Raumfahrtkategorien, bis zu ±0,0001 „auf Dichtflächen, kombiniert mit strengen Sauberkeitsspezifikationen und Drucktestanforderungen.
Die Auswahl des richtigen Bearbeitungsprozesses ist die erste Kostenkontrollentscheidung in jedem Luft - und Raumfahrtprogramm. Die Angabe der 5-Achsen-Bearbeitung für ein Teil, das 3-Achsen-Fähigkeit benötigt, fügt den Bearbeitungskosten 40601TP3 T hinzu, ohne dass sich ein Qualitätsvorteil ergibt Der folgende Entscheidungsrahmen ist der schnellste Weg, die Geometrie zu verarbeiten:
Prozessauswahl: Übereinstimmung der Geometrie mit der Maschine
| Teil Geometrie / Anforderung | Empfohlener Prozess |
|---|---|
| Zylinderförmig / drehbar (Wellen, Stifte, Buchsen) | CNC-Drehen (Drehmaschine) |
| Merkmale auf 1-Zoll-Stirnflächen, keine Hinterschneidungen (Klammern, Platten, Gehäuse) | CNC-Fräsen mit 3 Achsen |
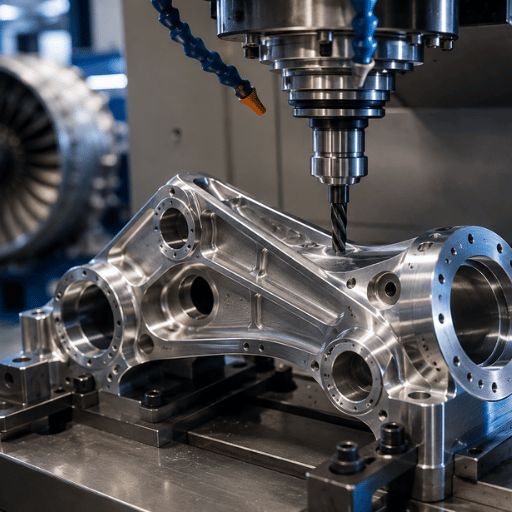
| Komplexe Konturen, zusammengesetzte Winkel, vielschichtige Merkmale (Turbinenkomponenten, Strukturbeschläge) | CNC-Fräsen mit 5 Achsen |
| Präzisionsbohrungen aus gehärtetem Material / komplizierte Innengeometrie (Kraftstoffinjektoren, Kühlkanäle) | EDM (Draht oder Senker) |
Für zylindrische Flugzeugteile wie Fahrwerkskomponenten oder hydraulische Betätigungsstangen, CNC-Drehdienste Typischerweise die geeignete Produktionsmethode sind Bei der Entscheidung zwischen Drehen und Fräsen für einen bestimmten Merkmalssatz ist unser CNC-Fräsen vs. Drehführung Entscheidungskriterien im Einzelnen behandelt.
5-Achsen-CNC-Bearbeitung Die 5-Achsen-CNC-Bearbeitung ist typischerweise notwendig, um Teile mit konturierten Oberflächen oder mit Merkmalen herzustellen, die auf mehreren Flächen positioniert sind, die genau zueinander angeordnet sein müssen. Beispiele hierfür sind rotierende Teile wie Turbinen oder Laufräder (Blisks) oder komplexe aerodynamische Oberflächenbeschläge mit zusammengesetzten Winkelverbindungen. Wenn Ihre Teile keine Merkmale oder Konturen über mehr als zwei Flächen aufweisen, ist keine 5-Achsen-Bearbeitung erforderlich (davon ausgenommen sind Elemente wie Befestigungselemente, einfache Gehäuse, Halterungen, Montageplatten oder die überwiegende Mehrheit der Avionikgehäuse). Ein Bearbeitungslieferant ist ein legitimer Bearbeitungslieferer für einfache Teile, insbesondere für deren Verwendung auf Basis, kann dies nicht möglich sein.
SZENARIO, Prozessauswahl
Ein Startup für die Luft - und Raumfahrt benötigt 50 Strukturhalterungen aus Titan für eine kleine Satellitenstruktur Die Halterungen haben Durchgangslöcher, Gegenbohrungen und Schlitzmerkmale, alle auf einer einzigen Seite Das erste Angebot eines Lieferanten spezifiziert 5-Achsen-Bearbeitung “für Luft - und Raumfahrtqualität” Durchlaufen des Entscheidungsbaums: Einflächige Merkmale, keine zusammengesetzten Winkel, keine gekrümmten Oberflächen. 3-Achsen sind korrekt Der Ingenieur hat neu spezifiziert, einen anderen Shop bezogen und die Bearbeitungskosten pro Teil um 44% gekürzt (keine Änderung der Maßanforderungen oder des Zertifizierungsumfangs.
Aluminiumlegierungen machen den Großteil der in der Luft- und Raumfahrt bearbeiteten Teile volumenmäßig aus. Das überrascht Menschen, die davon ausgehen, dass die Industrie mit Titan betrieben wird. Die Rolle von Titan ist jedoch eher kritisch als universell und konzentriert sich auf Hochspannungs- und Hochtemperaturanwendungen, bei denen die Temperaturobergrenze von Aluminium (ungefähr 150°C kontinuierlich) unterschreitet. Aluminium 7075-T6 und 6061 bieten beide eine gute Korrosionsbeständigkeit, wenn sie richtig eloxiert sind. Dies ist ein wesentlicher Grund dafür, dass sie strukturelle Flugzeugzellenanwendungen sowohl bei Verkehrs- als auch bei Militärflugzeugen dominieren. Jede Materialkategorie bringt unterschiedliche Bearbeitbarkeitseigenschaften mit sich direkt auf Werkzeugkosten, Zykluszeit und Schrottrate.
| Material | Zugfestigkeit | Maximale Service-Temp | Bearbeitbarkeit | Typische Verwendung in der Luft- und Raumfahrt | Relative Kosten |
|---|---|---|---|---|---|
| Al 7075-T6 | 503 MPa | ~150°C | Ausgezeichnet | Strukturteile, Flügelhäute, Halterungen, Rumpfrahmen | $ |
| Al 2024-T4 | 470 MPa | ~120°C | Sehr gut | Rumpfaufbau, Flügelrippen, spannungsbelastete Rahmen | $ |
| Ti-6Al-4V | 950 MPa | ~315°C (kurzfristig 600°C) | Arm | Motorlager, Fahrwerkskonstruktionen, Strukturrahmen | $$$$ |
| Inconel 718 | 1.380 MPa | ~700°C | Sehr arm | Turbinenschaufeln, Abgasanlagen, Warmschnittgehäuse | $$$$$ |
| 17-4 PH Edelstahl | 1.172 MPa | ~315°C | Mäßig | Fahrwerk, Stellwellen, Flansche, Befestigungselemente | $$ |
| GUCK | ~100 MPa | ~260°C kontinuierlich | Gut | Avionikgehäuse, Lagerkäfige, elektrische Isolatoren | $$$ |
Diese Aluminiumlegierungen, Strukturteile, Volumen, Blei nach Qualität, jede Qualität, dient verschiedenen Luft- und Raumfahrtumgebungen, Ermüdungsbedingungen und Temperaturbereichen, Toleranzverhalten nach Legierung, der Aufschlüsselung in unserem Leitfaden. Aluminium CNC Bearbeitungstoleranzen Deckt die Besonderheiten ab Sobald Strukturkonstruktionen in die Temperatur- oder Spannungshülle dringen, in der Aluminium nicht mehr geeignet ist, Luft - und Raumfahrtkomponenten aus Aluminiumlegierung Bleiben Sie die Standardeinstellung erster Wahl, wobei Titan für definierte kritische Zonen einspringt und nicht als pauschaler Ersatz.
Technische Anmerkung, Ti-6Al-4 V Bearbeitungsparameter
Die Wärmeleitfähigkeit von Ti-6Al-4 V beträgt 6,7 W/mK, etwa 31 TP3 T die von Aluminium 237 W/mK. Das ist der Hauptgrund für die Bearbeitungsschwierigkeiten, die bei Titan im Allgemeinen auftreten: Die Wärme fließt nicht durch den Chip ab und konzentriert sich schnell an der Schneidkante, wodurch wiederum das Karbid erweicht und chemischer Kraterverschleiß über 500°C ausgelöst wird. Für beschichtete Karbidwerkzeuge liegen die empfohlenen Schneidgeschwindigkeiten im Bereich von 115-230 SFM (empfohlene 70 m/min) für Fräswerkzeug-6 deutlich unter dem Verbrauch von 000000 S/minded-1.
Die Toleranzanforderungen bei der Raum- und Raumfahrtbearbeitung variieren je nach Funktion und nicht je nach Programm- oder Kundenpräferenz. Die Wiederholbarkeit der CNC-Bearbeitung macht diese engen Toleranzen über Produktionsvolumina hinweg erreichbar. Ein ordnungsgemäß gewählter Prozess hält ±0,001, um ohne manuellen Eingriff zu laufen. Lebenskritische Teile in Struktur- oder Motoranwendungen tragen die engsten Spezifikationen. Die folgende Tabelle spiegelt die Bearbeitungstoleranzbereiche nach Anwendungskategorie wider:
| Komponentenkategorie | Typische Toleranz | Oberflächenbeschaffenheit (Ra) |
|---|---|---|
| Allgemeine Strukturteile | ±0,001 (25 µm) | 3.26,3 µm Ra |
| Fahrwerk / tragende Tragwerksrahmen | ±0,0005 (12,7 µm) | 1.63,2 µm Ra |
| Motorkomponenten (Scheiben, Koffer, Heißteil) | ±0,0002 „60,0005 (5 12 µm) | 0,8 µm Ra |
| Kraftstoff - und Hydrauliksysteme | ±0,0001 „60,0003 (2,5 µm) | 0,40,8 µm Ra |
| Avionikgehäuse und Elektronikgehäuse | ±0,001 (25 µm) | 1.63,2 µm Ra |
Oberflächenveredelungen auf präzisionsgefertigter Flughardware sind strukturell wichtig, nicht nur ästhetisch. Für Oberflächenrauheitsstandards Ra 0,8 µm gilt für eloxierte und hart beschichtete Aluminiumteile aus der Luft- und Raumfahrt und ist die übliche Spezifikation für ermüdungsempfindliche Oberflächen.
Für die Lieferkette der Luft- und Raumfahrtbearbeitungsindustrie gibt es drei Lieferantenzertifizierungssysteme. Sie sind nicht austauschbar und die Forderung nach einem von zwei verbindlichen Rahmenwerken führt zu RFQ-Problemen.
AS9100D Ist der von der International Aerospace Quality Group (IAQG) veröffentlichte Standard des Qualitätsmanagementsystems für die Luftfahrtindustrie, er baut auf ISO 9001:2015 auf und fügt aerospace-spezifische Anforderungen für Risikomanagement, Konfigurationsmanagement, Erstartikelinspektion und Lieferantenkontrolle hinzu AS9100 D bescheinigt, dass das gesamte Managementsystem eines Shops den Anforderungen der Luft - und Raumfahrt entspricht, nicht, dass ein einzelner Teil korrekt ist.
NADCAP (National Aerospace and Defense Contractors Accreditation Program), verwaltet vom Performance Review Institute (PRI), deckt die 26 definierten Spezialprozesse ab “Hitzebehandlung, NDT-Verarbeitung, Beschichtungen, Schweißen, Oberflächenverbesserung” NADCAP ist prozessspezifisch, nicht unternehmensweit Es ist individuelle Prozessfähigkeit: Gerätekalibrierung, Bedienerqualifikationen, Prozessdokumentation AS9100 D deckt den Shop ab; NADCAP deckt jeden speziellen Prozess darin ab.
ITAR (International Traffic in Arms Regulations) Registrierung ist für jeden Lieferanten erforderlich, der an der Herstellung, dem Export oder dem Umgang mit verteidigungsbezogenen Komponenten im Rahmen der US-Munitionsliste beteiligt ist Es handelt sich um einen Exportkontrollrahmen, keinen Qualitätsstandard, aber es ist eine Vertragsvoraussetzung für die meisten US-Militär-Luft- und Raumfahrtprogramme.
SZENARIO, AS9100 Ohne NADCAP
“Lieferant muss AS9100 D zertifiziert sein,” ruft der Beschaffungsleiter für eine Menge Titanfahrwerkshalterungen an “Und wir brauchen ein Eloxal,” heißt es weiter im RFQ Zum Glück ist der Lieferant AS9100 D zertifiziert und das Zertifikat ist auf dem neuesten Stand Teile kommen und Dimensionskontrolle geht prima vorbei Aber die Eloxierung wurde von einer Unterstufe ohne NADCAP-Akkreditierung für chemische Verarbeitung durchgeführt Das wird vom OEM-Qualitätsingenieur eingeholt, und es dauert drei Wochen, bis ein Teil erneut geprüft wird und die Beschichtung von einem qualifizierten Lieferanten abgenommen und neu gemacht wird, da wir nicht über ausreichende Rückverfolgbarkeit verfügen. Es würde, den Akkreditierungsstatus fünf Minuten vorher zu überprüfen.
“OEMS haben die Anforderung, dass Nadcap zur Lieferkette herunterfließt, als Teil des gesamten Lieferantenqualifikationsprozesses Kritische Prozessaudits, durchgeführt von Fachexperten, die von Stakeholdern innerhalb des Programms akzeptiert werden, Nadcap hat die Lieferantenqualität verbessert, gemeinsame Standards durchgesetzt und Einsparungen geliefert”
Performance Review Institute (PRI), pri.org
Technischer Hinweis - AS9100 D vs. NADCAP: Der Unterschied im Umfang
| Aspekt | AS9100D | NADCAP |
|---|---|---|
| Was es bescheinigt | Gesamtbetriebliches Qualitätsmanagementsystem | Individuelle Sonderprozessausführung |
| Ausgestellt von | IAQG (ausgerichtet an ISO 9001:2015) | Performance Review Institute (PRI) |
| Prüfungsumfang | Unternehmensweit: Dokumente, Managementbewertung, Lieferantenkontrolle | Prozessspezifisch: Ausrüstung, Bedienerquals, Parameter |
| Für spezielle Verfahren (Wärmebehandlung, ZfP, Beschichtung) erforderlich? | Keine Prozessausführung abdecken | Ja, obligatorisch für Tier-1-OEM-Lieferketten |
| Zertifiziert es die Teilequalität? | Nein | Keine Prozessfähigkeit |
Diese vier Herausforderungen sind für die meisten Kostenüberschreitungen und Zeitplanverzögerungen bei Bearbeitungsprogrammen für die Luft - und Raumfahrt verantwortlich, sie zu verstehen, bevor RFQ Überraschungen während der Produktion reduziert.
️ Herausforderung 1: Kaltverfestigung in Titan und Inconel
Beide Materialien verhärten sich im Schneidbereich bei unzureichender Spanbelastung Der Mechanismus: schlechte Wärmeleitfähigkeit bewirkt, dass sich die Wärme an der Schneidfläche ansammelt, nicht durch den Chip geht titan die Leitfähigkeit beträgt 31 TP3 T der von Aluminium Die bereits gehärtete Haut eines vorherigen Durchgangs verlangsamt den Eintritt der nächsten Schneidkante, und eskaliert schnell die Verschleißrate. Ein Schneiden bei 115 SFM im Gegensatz zu 130 SFM kann die Werkzeuglebensdauer um 30 bis 501 TP3T verkürzen. “zu vorsichtig”ist genauso schlimm, wenn nicht sogar schlimmer, als zu aggressiv zu sein.
️ Herausforderung 2: Dünnwandige Verzerrung
Gewichtsreduzierung ist einer der wichtigsten Treiber für die Luft- und Raumfahrtkonstruktion; Wände von 1 bis 3 mm sind typisch für Teile, die Anwendungen aufnehmen oder strukturell sind. Bei dieser Wandstärke führt die Schneidkraft zu einer Durchbiegung (Teilbiegung während der Bearbeitung, dann Rückrasten beim Herausziehen des Werkzeugs). Dieser Dimensionsfehler tritt zuerst auf, wenn man das Teil beim CMM betrachtet. Befestigungstechnik, Vibrationsdämpfung und eine reduzierte Schnitttiefe pro Durchgang sind Standardsanierungen. Ein DFM vor der Bearbeitung kann ans Licht bringen, dass die Wände des Teils zu dünn sind, bevor ein Befestigungsansatz verfolgt wird.
️ Challenge 3: Titan-Kauf-Fliegen-Verhältnis
Der Gewichtsabfall bei der Titanbearbeitung für die Luft- und Raumfahrt reicht von 601 TP3T bis 801 TP3T. Um ein fertiges Teil mit einem Gewicht von 1 Kilogramm Titan herzustellen, muss der Shop in der Regel 5-10 Kilogramm Barren kaufen. Diese Kosten fließen in das Angebot ein, entweder als Materialgebühr oder verteilt auf alle Teile, so wie es bei den Einkaufskosten der Fall wäre. Erwarten Sie bei der Bewertung von Titanangeboten potenzieller Lieferanten nicht, dass das Materialangebot das Gewicht des fertigen Teils widerspiegelt; Seien Sie bereit, Abfälle als Einzelposten zu bezahlen, auch wenn das Schrottrisiko als ‘zero’ bezeichnet wird.’
️ Herausforderung 4: Dokumentation Overhead
Die AS9100 D-Rückverfolgbarkeit, Mühlenprüfbescheinigungen, Maßinspektionsberichte, FAIR-Pakete pro AS9102 und Nichtkonformitätsaufzeichnungen stellen von Natur aus aussagekräftige reale Kosten dar. Die Dokumentationsanforderungen eines typischen AS9100 D-Projekts können einem Standard-Kaufmännchen eine Aufwandsüberlastung von 15-251TP3 T hinzufügen. Bearbeitungsschätzung im ISO 9001-Shop als Kosten für zusätzlichen Arbeits- und Verwaltungsaufwand für die Führung von Aufzeichnungen und Diskrepanzmanagement. Diese Kosten sind vertretbar, erfordern jedoch eine Darstellung auf Angeboten.
Die vorherige Bewältigung dieser Risiken in der Entwurfsphase verringert die Nacharbeitsexposition erheblich. Unsere DFM-Richtlinien für bearbeitete Luft- und Raumfahrtteile Abdeckwandstärke, Eckradien und Überlegungen zum Zugang zu Vorrichtungen, die sich direkt auf den Ertrag auswirken.
Ist die CNC-Bearbeitung in der Luft- und Raumfahrt teuer? Ja 2-5 x oft so viel wie ein Industrieteil desselben Typs. Drei Treiber: Materialkosten (Inconel 718 geht für ~$35-45/lb vs. Al 6061 ~$1.50-2.50/lb), Verarbeitungsschwierigkeiten (5-Achsen-Bearbeitung ist 40-60% teurer als 3-Achsen) und Compliance-Arbeit (Papierarbeit, FAIR, Rückverfolgbarkeit). Aber die Kosten für Nichtkonformität bei hochwertiger Flughardware sollten sich ändern, Feldversagen, Preis, Preis, Preis, Preis, Preis, Preis, Preis, Preis, Preis, Preis, Preis, Preis, Preis, Preis, Preis, Preis, Preis, Preis, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Wert, Maß, Maß, Wert, Wert, Maß.
| Kostentreiber | Standard CNC | Luft - und Raumfahrt CNC |
|---|---|---|
| Rohstoff (Aluminium) | ~$1.50 2,50/lb | ~$1.50 2,50/lb/Rückverfolgbarkeit Overhead |
| Rohstoff (Titan) | ~$15 –25/lb | ~$20 –35/lb (AMS-Spezifikationsbarren + Buy-to-Fly) |
| 5-Achsen vs. 3-Achsen-Premium | Ausgangswert | +40 –60% für 5-Achsen-Operationen |
| Qualität / Dokumentation | Ausgangswert | +15 – 251 TP3T (FAIR, SPC, Rückverfolgbarkeit) |
Die RFQ-Checkliste für Luft- und Raumfahrtbearbeitung: 8 Fragen, die offengelegt werden, ob ein Geschäft die Arbeit erledigen kann
SZENARIO, Lieferantenqualifikation in der Praxis
Ein internationaler Luft - und Raumfahrt-OEM spezifiziert einen neuen Sub-Tire-Shop – dieser Shop wird einen 200-teiligen Produktionsauftrag von Inconel 718 Motorhalterungen liefern Aus der Checkliste: Fragen 1-3 Pass (AS9100 D aktuell, ITAR registriert) 2 legt Frage 2 die NADCAP-Registrierung des Shops für NDT und chemische Verarbeitung, aber nicht Wärmebehandlung offen Wenn die Halterungen nach der Bearbeitung eine Lösungsglühung benötigen und der Shop die Wärmebehandlung auslagert, benötigte der qualifizierte Lieferant des OEM viel mehr Zeit, um den Wärmetrater mit NADCAP zu qualifizieren. Die Kennzeichnung des Geltungsbereichs bei RFQ und nicht bei PPAP hat einen Programmmeilenstein eingespart.
Bereit, Präzisionsteile für die Luft - und Raumfahrt zu beschaffen?
Fordern Sie ein Angebot an von Dienstleistungen von Lecreator für die CNC-Bearbeitung in der Luft- und RaumfahrtDFM-Review kostenlos enthalten.
Erhalten Sie ein CNC-Bearbeitungsangebot für die Luft- und Raumfahrt →
Die US-Luft - und Raumfahrt - und Verteidigungsindustrie erwirtschaftete 2024 insgesamt 1 TP4T995 Milliarden an Geschäftstätigkeit und trug damit 1 TP4T443 Milliarden an wirtschaftlichem Wert bei, 1,51TP3 T des US-BIP. Unterdessen prognostiziert die FAA, dass die Flotte von Verkehrsflugzeugen von 7.387 im Jahr 2024 auf 10.607 Flugzeuge bis 2045 anwächstDiese Wachstumskurve prägt drei bedeutende Veränderungen in der Art und Weise, wie Luft - und Raumfahrtteile bearbeitet werden:
KI-gestützte In-Process-Inspektion. Die automatisierte KMG-Messung in Kombination mit einer visionsbasierten Oberflächeninspektion geht von der QC nach der Bearbeitung zur adaptiven Echtzeitsteuerung über. Werkzeugmaschinenbauer integrieren Messsonden direkt in Bearbeitungszentren, sodass ein Turbinenschaufelprofil zwischen Werkzeugdurchgängen gemessen wird, nicht danach. Für Käufer wirkt sich dies auf die Liefervorlaufzeit (weniger Inspektionswarteschlange nach der Bearbeitung) und die Erstdurchlaufausbeute an komplexen Aluminium- und Titan-Luft- und Raumfahrtteilen aus.
Hybridadditiv-subtraktive Fertigung. Systeme von DMG Mori und Matsuura bauen nun netznahe Vorformlinge über gerichtete Energieabscheidung, dann kritische Oberflächen mit CNC-Finish auf derselben Maschine Bei teuren Materialien wie Inconel 718 und Titan reduziert dies das Buy-to-Fly-Verhältnis drastisch, anstatt eine komplexe Halterung aus massivem Knüppel bei 60801TP3 T Materialverlust zu bearbeiten, beginnt die netznahe Vorform innerhalb von 10151TP3 T der Endabmessungen.
eVTOL Produktionsrampe. Archer Aviation, Joby und andere fortgeschrittene Entwickler von Luftmobilität wechseln 2025 von der Prototypen - zur Produktionszertifizierung 2025 „2026. Das Teileprofil, Aluminium 6061/7075 Strukturhalterungen, Rahmen und Gehäuse mit ±0,001 Toleranzen in Prototypen und Produktionsmengen mit geringem Volumen, ist nahezu identisch mit der Standard-Strukturbearbeitung in der Luft- und Raumfahrt. Für CNC-Shops stellt dies eine neue Nachfrage in einem Segment mit geringerer Zertifizierungskomplexität als im kommerziellen Transport, aber den gleichen AS9100D- und Dimensionsdokumentationsanforderungen dar.
Die Luft- und Raumfahrtbearbeitung erfüllt einen viel strengeren Satz an Maß-, Material- und Zertifizierungsanforderungen als die generische CNC-Bearbeitung. Strukturelle Luft- und Raumfahrttoleranzen reichen von 0,001 für 7075 Luftrahmen bis zu 0,005 für die meisten kommerziellen Innenteile; Die Rückverfolgbarkeit der Zertifizierung führt jedes Teil zu Freiwalzzertifikaten und AMS- oder MIL-Spezifikationen; der Shop benötigt AS9100D (keine neuen IFRLAPAK- oder früheren Standards); Spezielle Prozesse (Hitzebehandlung, NDT, chemische Verarbeitung, Beschichtungen, Schweißen) erfordern eine zusätzliche NADCAP-Akkreditierung; und das erste Produkt unterliegt einem vollständigen FAI-Bericht gemäß AS9102. Diese Dokumentation allein erhöht die Projektkosten um 15 CNT-Arbeitsnorm.
Erstens – mindestens benötigt eine Luft- und Raumfahrtbearbeitungswerkstatt eine AS9100D-Zertifizierung. – der von der IAQG veröffentlichte Qualitätsmanagementstandard der Luftfahrtindustrie, zusätzlich zu GDYLIFBOGS. Zweitens „Wenn der Arbeitsumfang spezielle Prozesse umfasst (Wärmebehandlung, ZfP, chemische Verarbeitung usw.), dann ist die NADCAP-Akkreditierung für jeden dieser speziellen Prozesse ebenfalls ein notwendiges Minimum. Drittens muss für US-Verteidigungsanwendungen eine ITAR-Registrierung eingeholt werden. Diese Standards gehen Hand in Hand und sind beide bei allen Tier-1-Luft- und Raumfahrtanbietern aktiv.
Ja – Ersatz- und Strukturteile für die Luft- und Raumfahrt kosten in der Regel 2-5 mehr als vergleichbare kommerzielle CNC-Teile. Die Herstellung von Dieselmotoren und Kompressoren ist für 3 Hauptfaktoren verantwortlich, die die Kosten für Teilematerial begrenzen (Inconel 718 etwa 1 TP4T35-50 pro Pfund im Vergleich zu Aluminium 6061 Preis von 1 TP4T1-3 pro Pfund), Prozess (zusätzliche Achsen oder komplexe Maschinen erhöhen die Kosten für 40-601 TP3T über 3 Achsen) und Compliance (AS9100 D-Dokumentation, FAI-Berichte, Materialrückverfolgbarkeit addiert 15-TP-Tothert pro Teil kostenintensiversatz weniger pro Teil und re.
Ein Luft - und Raumfahrtmaschinist ist jemand, der als Teil einer AS9100 D akkreditierten Umgebung CNC-Ausrüstung zur Herstellung von Flug-Hardware-Komponenten betreibt oder programmiert Die Rolle des Maschinisten erfordert Vertrautheit mit der Verwendung und Interpretation von GD&T zu ASME Y14.5, der Bearbeitung von Luft - und Raumfahrtlegierungen (Aluminium, Titan, und Superlegierungen), und Erfahrung mit FAI-Dokumentation, SPC. Diese Luft - und Raumfahrtbearbeitungsarbeiten genießen in der Regel eine erhebliche Qualifikationsprämie mit $115.000 durchschnittlichen jährlichen Arbeitseinkommen im A &D-Sektor, die 56 Prozent über dem nationalen Durchschnitt der Fertigung liegt.
Die Durchlaufzeiten bei Prototypen betragen typischerweise 3 bis 15 Tage für die Bearbeitungskomponente und zusätzlich für FAIR-Abschluss plus Zeit, um spezielle Prozesse ausschreiben zu lassen (Anodisieren, ZfP, Wärmebehandlung usw.).Bei Produktionsläufen von 50 bis 500 Stück liegen die Durchlaufzeiten je nach Materialverfügbarkeit, Warteschlangenposition und der Komplexität der Inspektion typischerweise zwischen zwei und sechs Wochen. Ein Punkt, den Käufer von Prototypen oft übersehen, ist, dass die angegebenen Bearbeitungsvorlaufzeiten weder FAIR-Wendezeiten noch die Durchlaufzeiten für ausgelagerte Sonderprozesse umfassen. Klären Sie, ob Ihre Vorlaufzeit für die Fertigstellung des gesamten Projekts auf FAI-vollständiger Basis oder nur für die bearbeiteten Komponenten außerhalb des Werkzeugmaschinenwerks gilt.
Referenzen
Über den Autor
Bewertet vom Lecreator-Ingenieurteam Lecreator bietet Präzisions-CNC-Bearbeitungsdienste für Luft- und Raumfahrt-, medizinische und industrielle Programme und bietet 3-Achsen- und 5-Achsen-Fräs-, CNC-Dreh- und Oberflächenveredelungsfunktionen. Der Inhalt stellt unsere direkte Produktionserfahrung mit Aluminium, Titan und technischen Kunststoffen in Luft- und Raumfahrtqualität dar.
Inhaltserklärung: Dieser Artikel wurde anhand öffentlich zugänglicher Daten der Luft - und Raumfahrtindustrie (FAA, AIA, PRI/NADCAP), Inhaltsanalyse von Wettbewerbern und Datenbanken mit Bearbeitungsparametern recherchiert Kosten - und Vorlaufzeitschätzungen spiegeln Branchenkonsensbereiche ohne spezifische vertragliche Unterstützung wider Leser sollten Zertifizierungsanforderungen und Toleranzspezifikationen anhand der spezifischen Designautoritätsdokumentation ihres Programms überprüfen.









