


Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.



PEEK vs Metal: A Data-Driven Comparison for Engineering Applications
| Parameter | PEEK (Unfilled) | SS 316 | Al 6061-T6 | Ti-6Al-4V |
|---|---|---|---|---|
| Density (g/cm³) | 1.30 | 8.00 | 2.70 | 4.43 |
| Tensile Strength (MPa) | 100 | 505 | 310 | 950 |
| Max Service Temp (°C) | 250 | 870 | 150 | 315 |
| Thermal Conductivity (W/m·K) | 0.25 | 16.3 | 167 | 6.7 |
| Chemical Resistance | Excellent | Good | Poor (acids) | Good |
| Electrical Insulation | Yes | No | No | No |
Choosing whether to go with peek vs metal is one of the most important material choices in precision engineering- if you get it wrong your called on it twice: once to pay for the part, again to pay for the failure. PEEK (polyetheretherketone) is not a ubiquitous metal substitution. It is up to 84 % lighter than stainless steel, resists a majority of common industrial chemicals without surface treatment, and has a built in electrical insulation that no metal can offer. It also tends to cost 20–30× more per kilo than aluminum, and cannot offer the same raw tensile strength to titanium. This handbook compares the figures side by side- density, strength, temperature, cost, machinability- so you can swap to PEEK when it can be justified, and keep the metal when it can not.

peek- polyetheretherketone- is a semi-crystalline thermoplastic, standing at the very apex of the performance polymer hierarchy alongside PEI (polyetherimide), PPS (polyphenylene sulfide), and PAI (polyamide-imide). Developed originally by ICI from 1978- who patent first in Europe, then in the USA under the Victrex PEEK brand- the chemist was using it in aerospace wire insulation applications where reduction of weight, flames avoidance, and chemical resilience were critical. Since then polyether ether ketone has penetrated into every major industry- medical, oil & gas, semiconductor, and automotive- because its combination of high-performance properties is genuinely difficult to replicate.
What sets peek apart is its polymer backbone. Repeating ether-ether- ketone elements create a stiff aromatic ring assembly that does not soften as temperature rises. Glass transition temperature (Tg) currently stands at 143°C, with melting point at 343°C — both far higher than engineering plastics like nylon or acetal. Density stays at 1.30 g/cm, roughly half that of aluminum and one sixth that of steel.
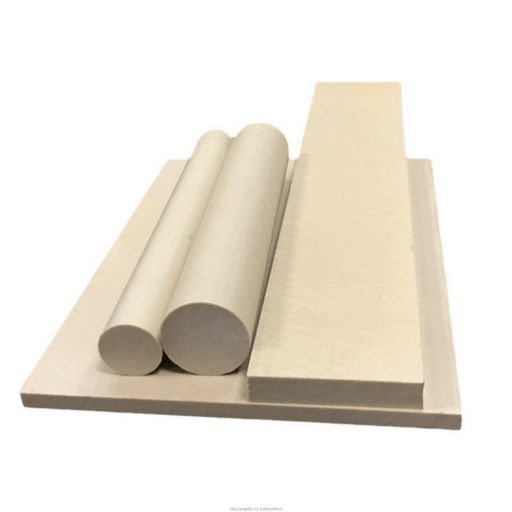
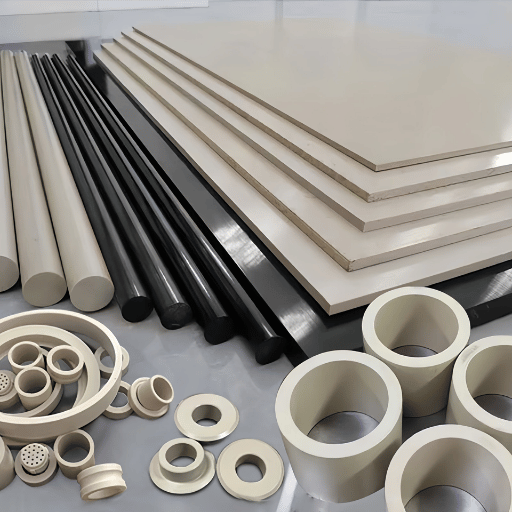
peek is a semi-crystalline high-performance thermoplastic and is in a whole different class from an engineering thermoplastic. That affects sourcing, extrusion, and machining: it is available for CNC machining as rod, plate, and tube stock; or for injection molding in pellet form. No-filler natural PEEK is translucent amber in finish. Carbon-fiber-filled grades (CF30, CF40) are black and several times stiffer. Glass-filled (GF30) offers a balance of economy and stiffness. Invibio supplies medical-grade PEEK-OPTIMA, which carries the extra biocompatibility certifications demanded by implants.
A peer-reviewed PMC article summarizes that the mechanical properties, thermal stability, and biocompatibility profile of peek makes it the best high-performance polymer for load-bearing implants that require radiolucency. For a primer on how Le-creator machines this material to medical tolerances, see our peek CNC machining service.
Key Point: peek is a semi-crystalline, high-performance thermoplastic, with a 343C melt point, 143C Tg, and 1.30 g/cm density. It is not an engineering plastic – it is a polymer whose elevation to this level, vis–vis the competition, is a triumph of design.
When clients ask if PEEK can replace a metal part, the first answer is always mechanical; does it have sufficient tensile strength, stiffness, fatigue endurance? Unfilled PEEK, in terms of raw force, is behind stainless steel or titanium (it is closer on the pure strength spectrum than in terms of absolute force). It does offer- and the trick is knowing where to look, what the complete mechanical profile is- a strength-to-weight ratio power comparable to stainless steel and approaching titanium in moderate-load situations. You cannot find that from peak tensile strength alone.
| Property | PEEK (Unfilled) | PEEK-CF30 | SS 316 | Al 6061-T6 | Ti-6Al-4V |
|---|---|---|---|---|---|
| Tensile Strength (MPa) | 100 | 212 | 505 | 310 | 950 |
| Yield Strength (MPa) | 91 | ~190 | 205 | 276 | 880 |
| Elongation at Break (%) | 30–50 | 1–2 | 40 | 12 | 14 |
| Elastic Modulus (GPa) | 3.7–4.0 | ~20 | 193 | 69 | 114 |
| Strength-to-Weight (kN·m/kg) | 77 | 163 | 63 | 115 | 214 |
Strength-to-weight ratio is where the case for PEEK becomes concrete. Unfilled PEEK, at 77 kN·m/kg, already bests stainless steel 316 at 63 kN·m/kg. Carbon-reinforced PEEK-CF30, with tensile strength accelerated to around 212 MPa and density still a mere 1.44 g/cm, achieves 163 kN·m/kg – just about matching aluminum and moving toward titanium, in cases where absolute power is not too overwhelming. PEEK-CF30 will increase flexural modulus from 3.7 GPa to a ballpark 20 GPa; this alters deflection patterns radically, too, in thin wall or cantilevered parts.
Another strength area that PEEK supports is fatigue durability. Using ASTM D638, exam fatigue specifications, PEEK retains roughly 60% of its static tensile strength at ten load cycles. So in applications with loads that cycled all the time- pump impellers, bearing cages, valve seats, cold end pumps- fatigue endurance means longer product Lifespan than its static tensile number would predict.
📐 Engineering Note
“Is PEEK stronger than steel?” — No, in absolute tensile terms. Unfilled PEEK at 100 MPa is roughly one-fifth of SS 316 at 505 MPa. But if strength-to-weight ratio is the dictator of whether a component will be design-practical- in the example, aerospace brackets, medical implants, or downhole tools- peek will beat stainless steel (63 kN·m/kg) by mass, even at 77 kN·m/kg. 500 MPa tensile strength in a single linear dimension? Use titanium or steel. Need a balance of strength with correspondingly light mass and little corrosion danger? PEEK-CF30, with 212 MPa and 163 kN·m/kg, is the superior starting-material choice.
Major Summary: Unable to match in raw tensile strength, wins in strength-to-weight vs stainless steel. PEEK-CF30 achieves 212 MPa Tensile with 84% less weight than steel. Suitable for structural members of moderate load where mass or corrosion is non-trivial.
Weight is by far the most common rationale cited by engineers leaving the metal fold to PEEK. And the density calculations are trivial. At 1.30 g/cm, PEEK is 6.15 times lighter than 8.00 g/cm 316 stainless steel, resulting in 84% weight reduction at equivalent volume. Compared to 2.70 g/cm aluminum 6061-T6, the factor is 2.08 (or 52%), and 3.41 with 4.43 g/cm titanium Ti-6Al-4V (71%). For any mandate where the vessel cavity must be filled, PEEK removes mass where metals cannot.
The aerospace community was an early leader in defining this quantitative ratio. Airbus A350 interior bracket programs reports combined 40% weight and cost savings on peek composites usages in brackets replacing aluminum alloy assemblies, with no detrimental Fire/Smoke/Toxicity specifications. This is not PEEK supplanting aluminum in primary airframe trusses; it is PEEK supplanting aluminum in “hydraulics of several hundred secondary brackets, clips, and covers where loads are moderate but cavity counts rise.”
Automotive tells a parallel story. Victrex PEEK gear sets to unseat metal gears in automotive transmission show a 50% reduction in noise, vibration, and harshness (NVH), on top of the weight advantage (Victrex). A lower elastic modulus (3.7-4.0 GPa) makes PEEK a better natural damper — its capacity to absorb vibration energy that metals transmit is the same property that makes PEEK more compliant than steel.
A totally different set of advantages surface for medical device designers. For spinal interbody fusion cages, the near-Cortical Bone densities of 1.30 g/cm PEEK and ~1.8 g/cm cortical reduces Stress shielding – the operating phenomenon when a stiff metal implant carries the load that should go to the surrounding bone, causing bone resorption. Despite its biocompatibility, titanium fusion devices are 3.41× more dense, and correspondingly much stiffer, a hidden factor in in vivo longterm bone growth. For more on medical PEEK applications, see Le-creator’s guide to medical device CNC machining compliance.
The “lighter = weaker” assumption breaks down when you account for geometry. A PEEK part can often be designed with thicker walls or additional ribs to compensate for lower elastic modulus, while still coming in lighter than the metal part it replaces. Run the numbers on section modulus, not just material modulus, before dismissing PEEK on stiffness grounds. Our aerospace CNC machining guide covers design-for-weight trade-offs in detail.
Major Summary: In the automotive and medical fields, peek delivers 52-84% weight reduction vs common metals. It achieves the greatest weight reduction saving in secondary structures, and a double-whammy in NVH-based automotive applications, where mass reductions may pay forward in performance or life cycle benefits.
PEEK’s chemical resistance is one of its least-marketed but most economically valuable properties. It resists most acids, alkalis, hydrocarbons, solvents, and steam at elevated temperatures — without any surface coating or plating. Components operating in corrosive environments need no anodizing, no passivation, no PVD coating, and no re-coating after rework. Chemical inertness is intrinsic to the aromatic polymer backbone, making PEEK genuinely chemically inert across a wide pH and solvent range.
| Chemical Agent | PEEK | SS 316 | Al 6061 | Ti-6Al-4V |
|---|---|---|---|---|
| Dilute HCl | Excellent | Good | Poor | Excellent |
| NaOH (caustic) | Excellent | Good | Poor | Good |
| Acetone | Excellent | Excellent | Good | Excellent |
| Jet Fuel (Jet-A) | Excellent | Excellent | Good | Excellent |
| Steam (150°C) | Excellent | Good | N/A | Good |
| Conc. H₂SO₄ | Poor | Poor | Poor | Poor |
One very significant limitation that most peek product pages neglect to mention: high concentration sulfuric acid attack PEEK. PEEK does very well at dilute acid (<30%), but at concentrations > 30% HSO, the polymer backbone sulfonates and destroys. If you expect to handle high concentration sulfuric acid, you should consider PTFE or PVDF grade peek for your reactor linings.
Secondarily, carbon-fiber-filled peek grades run the risk of galvanic corrosion. CF-PEEK produces a galvanic cell with Al or certain stainless steels under wet conditions – something that has been discussed and described on engineering forums like Eng-tips. Confining your CF-PEEK part away from other extensive metals or coating the metal with a non-conductive barrier will prevent this.
For downhole oil and gas and other seals, valve plates, and pump wear rings the combination of heat and hydrocarbon exposure would result in rapid corrosion of most metals. In semiconductor wafer processing, PEEK’s chemical resistance, especially against inert carriers, coupled with zero ion contamination render it a life-changing material for wafer carriers and process fixtures, where contamination ruins yield.
Key Takeaway: PEEK is chemically inert across most industrial environments — the critical exception is concentrated sulfuric acid. CF-PEEK grades require galvanic isolation from dissimilar metals. In oil and gas downhole tools and semiconductor fixtures, PEEK’s corrosion immunity eliminates the need for any protective surface treatment.

peek’s unique thermal profile is what makes it special not only among machinable polymers but also among most metals in systems with the intention of heat insulation – not heat conduction. Continuous use temperature reaches 250C (482F), with upper short term excursions to 310C. Its thermal conductivity comes in at a tiny 0.25 W/mK – 64 lower than aluminum 6061 (167 W/mK), and about 65 lower than stainless steel 316 (16.3 W/m K) – on par with glazed ceramic. Thermtest’s test data revealed PEEK’s low thermal conductivity renders it an ideal thermal break in metal assemblies where controlling the rate of heat conduction is also desirable.
On the electrical side, PEEK’s insulating properties matter just as much. Volume resistivity exceeds 10¹⁶ Ω·cm and dielectric strength reaches around 20 kV/mm. Unlike metals, PEEK offers natural electrical insulation without anodizing, coating, or secondary processing. Use PEEK in electrical connectors, cable insulation standoffs, semiconductor process fixtures, and any component where live conductors must stay separated from grounded structures.
📐 Engineering Note
There is a common misconception that PEEK’s glass transition temperature (Tg = 143°C) defines its service limit. It does not — for semi-crystalline PEEK, which is the standard machined grade. Semi-crystalline PEEK retains stiffness and mechanical integrity up to approximately 250°C because the crystalline domains remain intact above Tg. Amorphous PEEK (quenched, no crystallinity) does soften significantly above 143°C. When specifying PEEK for high-temperature service, confirm you are ordering semi-crystalline rod stock, not amorphous sheet.
Electrical applications are: PCB standoffs and spacers in applications where the use of a conductive hardware can cause hazards, MRI-compatible surgical knives where metallic fixtures can leave artifacts, and power-generation turbines where high temperatures and electrical isolation are both needed.
Key Takeaway: PEEK withstands high temperatures up to 250°C continuous and provides inherent electrical insulation at >10¹⁶ Ω·cm — properties no metal shares. The Tg of 143°C applies to amorphous PEEK; semi-crystalline grades remain structurally stable to 250°C. Low conductivity (0.25 W/m·K) makes PEEK an effective thermal break between metal components.

peek’s raw material price is the cost-of-entry that makes a design decision easy. Between $60-150/kg, peek is 20–30× more per kilogram than aluminum ($2–2.50/kg), 15–30× more than stainless steel ($3–5/kg), and 2–5× more than titanium ($30–65/kg). That comparison is neither oversimplified nor irrelevant—nominal material costs are only 30-40% of an average manufactured part. Machining time, surface modifications, reject rates, replacement intervals, and system consequences of part failure all factor into the true justification.
| Cost Factor | PEEK | Aluminum 6061 | Stainless Steel 316 | Titanium Ti-6Al-4V |
|---|---|---|---|---|
| Raw Material ($/kg) | 60–150 | 2–2.50 | 3–5 | 30–65 |
| Machining Factor vs Al | 0.9× (faster) | 1.0× (baseline) | 1.2× | 2.0× |
| Corrosion Surface Treatment | None required | Anodize $2–5/part | Passivation $1–3/part | None (typically) |
| Replacement Frequency | 1× (10+ yr life) | 2–3× | 1–2× | 1× |
To the surprise of many machinists, PEEK actually machines faster than aluminum — it is less abrasive and easier on cutting tools than metal, so cycle times per part are comparable. One note of caution: PEEK demands a stress-relief anneal following rough-machining before finishing—the process penalty is discussed in the machining section below.
Where does PEEK’s higher price tag pay for itself? Corrosive chemical environments (no coating required, no re-coating during rework), weight-critical aerospace or defense systems (fuel savings over the aircraft lifetime outweigh the material premium), high-cycle fatigue applications (one PEEK part lasts 10+ years vs two to three metal replacements), and medical devices (PEEK-OPTIMA is biocompatible without surface finishing; metal implants need special treatment steps).
Market data backs this up. According to Stratview Research, PEEK is a $601M industry as of 2024, expected to reach $643M in 2025 — a 6.9% year-over-year growth rate driven by medical, aerospace, and semiconductor demand. When a polymer category grows at 7% annually, engineering teams are clearly finding that the material premium pays back at the system level. Still, for simple brackets in dry, non-corrosive settings, aluminum at $2.50/kg remains the sensible default. Choosing PEEK only makes economic sense when at least one of its unique properties — chemical resistance, electrical insulation, weight, or fatigue life — directly solves a design constraint that metals cannot.
When comparing PEEK vs metal on cost, build a simple 5-year TCO model: raw material × replacement frequency + machining + surface treatment + scrap/rejection rate + system downtime cost per replacement. In corrosive or high-cycle environments, the TCO math frequently justifies PEEK even when the per-part raw material cost is 30 times the cost of aluminum.
That said, peek’s statement of raw material price is 20-30 more than aluminum is factual and cannot be ignored. But the decision between peek and metal has other cost considerations that come into play in volume, and information on TCO principles weighs heavily in PEEK favor in corrosive, critical-to-weight, or cyclic-fatigue successful applications over the course of several years.
The answer is : peek is machinable with standard CNC equipment the same lathes, mills, and 5-axis centers used for stainless steel can machine peek with a cycle time comparable to aluminum. But the way machined parts are made differs: PEEK’s mechanisms with cutting tools, distributes heat differently at the tool interface, and retains position differently during this process. Machining facilities that treat it like a soft metal have warped parts, overstated surface finishes, and unintentional dimensional shifts in them. To get peek parts right, it should be part of your process selection considerations.
| Parameter | PEEK | Aluminum 6061 | Stainless Steel 316 |
|---|---|---|---|
| Recommended Tool | Uncoated carbide or PCD | Coated carbide | Coated carbide |
| Coolant Strategy | Air blast preferred | Flood coolant | Flood coolant |
| Stress Relief Required | Yes — 150–160°C anneal | Rarely | Rarely |
| Chip Formation | Continuous ribbons | Short chips | Stringy chips |
| Primary Surface Risk | Melting / smearing | Built-up edge | Work hardening |
Three critical CNC process steps that can make or break a peek machining job. First, dry the stock. PEEK rod and plate are naturally hygroscopic absorb moisture from the air; undryed stock produces bubbled or cratered surfaces when heat builds at the cutting interface. Bake at 150C at least 4 hours before starting any critical job. Second, rough cut stress relief anneal at 150-160C for 2-4 hours. Finish cut. Save this intermediate anneal. Un-annealed PEEK before final cut is still quite elastic and a typical PEEK part has a permanently deformed dimension after all shapes are finished and stock is removed. Stressed parts jam, fall off fixturing, “spring back” in use, or warp on reshrink – typically hours or days after machining is completed, frustrating if you are not aware of this palliative stress relaxation tendency in PEEK. Third, use air blast but not flood coolant. An iron-cast tool on a hot PEEK surface can create micro-cracks due to thermal shock (trying to cool a hot part too quickly, simultaneously).
peek CNC machining of thin-wall components is especially difficult. Life begins at 2mm wall section thickness; walls an order of magnitude thinner, flex under normal clamping pressure alone, and the induced clamping stress is the dominant source of post-machining dimensional movement. Additional stock allowance, use of soft-jaws/low torque spindle, and a sacrificial scrap part or two are normal steps in the fixturing process. The full Le-creator methods and fixturing information page for thin-wall CNC machining deformation prevention is another valuable tool.
On precision: with proper annealing protocol, peek can be machined to ±.001″ (±.025 mm) tolerances on well-supported features. Le-creator uses peek on 5 axis DMG Mori and Mazak centers with high-end CNC machines, machining all major grades (virgin peek, CF30 and GF30, and medical-grade peek-OPTIMA) under ISO 9001, ISO 13485, and AS9100D certification. See the full peek machining service page or the tight tolerance machining guide for tight tolerance work.
📐 Engineering Note
For peek below 2mm wall thickness, plan to add 0.5mm of stock allowance on all corresponding faces, and make two stress-relief (annealing) cycles: once after roughing to within 0.5 mm of nominal, again after semi-finishing to within 0.1 mm of nominal. The additional annealing time is about 8 hours per cycle, but the process reduces part dimensional movement 70% over a single final stress-relief cycle. You can AVOID part scrap and remachining, as well as 50-80% of fixturing and tool use, by following this simple drill.
The primary lesson learned is: peek CNC requires pre-dried, intermediate-annealed, air cooled PEEK stock at the machine. Thin-wall PEEK below 2 mm requires reduced clamping force and additional stock allowance. Both practices significantly improve the precision achievable from the material. Correctly processed, peek parts can be measured to ±.001″ (±.025 mm) tolerances and repeatedly / reliably produced at a certified CNC shop.

Le-creator exclusively machines every prime peek grade – from virgin PEEK to medical-grade PEEK-OPTIMA – on 5-axis CNC centers under 0.001″ tolerance. ISO 9001 / ISO 13485 / AS9100D approved. 17+ years of precision manufacturing using 80+ CNC machines.
Le-creator carries machined peek elements for aerospace, medical, and semiconductor orders as far back as 2008, creating precision PEEK parts for spinal implantation tooling, semiconductor wafer-fixtures under ISO 9001, ISO 13485, and AS9100D accreditations. The mechanical properties listed herein are from published datasheets tested per ASTM D638 and D790 standards, cross-verified against peer-reviewed PMC sources and MakeItFrom.com material property databases. Cost ranges listed are reflective of market in 2024-2025 for raw stock on standard rod and plate, further processing, certification, and application-specific testing may be elevated.









